楚雄滇中转炉炉寿影响因素分析及改进措施
2019-08-30黄健光
黄健光
(楚雄滇中有色金属有限责任公司, 云南 楚雄 675000)
楚雄滇中有色金属有限责任公司现配置两台60吨PS转炉,采用交换模式组织生产,与其他同类型炉子相比,炉寿较低。影响转炉炉寿的因素有很多,包括铜锍品位、耐火材料质量、砌筑技术、吹炼制度及实际操作等等,本文重点从转炉关键技术参数和生产操作控制方面进行分析总结,并给予改进措施。
1 影响滇中转炉炉寿影响因素分析
1)转炉炉子中心与风口中心距离小。滇中转炉炉子中心与风口中心高度为710 mm,比其他冶炼转炉的中心与风口中心高度低,导致吹炼喷溅大,炉口洗刷严重。
2)转炉供风强度大。滇中转炉供风强度为0.71 m3/cm2·min,而60 t转炉根据实践经验供风强度宜控制在0.5~0.6 m3/cm2·min[1],强大的供风对炉衬造成强烈的机械冲击,同时也为化学侵蚀创造了条件。
3)生产过程中的清风眼操作不合理。前段风眼清理频率高于后段风眼,导致前段风眼砖损耗高于后段风眼砖,由于局部风眼砖耗损严重而被迫停炉检修,导致炉寿短,影响生产成本。
4)炉温损失大,砖体急冷急热。滇中公司制酸系统设计能力为18万t/a,抽风能力仅能满足1台艾萨炉、1台电炉、1台转炉同时生产产生的烟气量,现两台转炉只能按炉交换模式组织生产,炉交换生产模式等待时间长,且滇中转炉厂房设计为敞开式,空气对流速度快,换热效率高,炉体降温快,砖体急冷急热易发生剥落现象。
2 延长转炉炉寿改进措施
2.1 优化转炉炉子中心与风口中心高度
在前期的转炉生产过程中,一直存在熔体喷溅较大,对炉口洗刷严重及冷料产出量过大的问题,相关专业人员初步分析是炉子中心与风口中心高度偏低所致。为解决该问题,公司组织相关专业人员到几家铜冶炼厂进行考察,对比了各家冶炼厂的炉子中心与风口中心的高度,情况如表1所示。
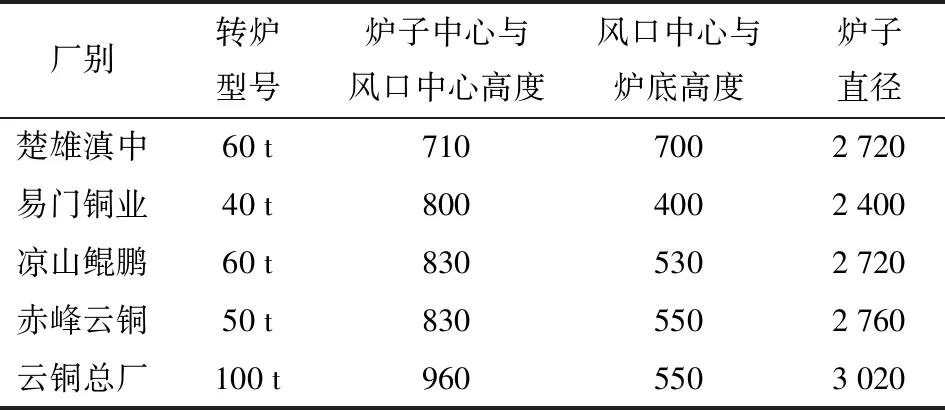
表1 各炼厂炉子中心与风口中心高度尺寸考察表 mm
通过对各家炼厂生产数据和炉体数据的对比,炉子中心与风口中心高度稍高的转炉在生产中的熔体喷溅物确实较少,所以滇中公司讨论决定对转炉的炉子中心与风口中心高度由710 mm增加到830 mm。
将风眼座中心线下降120 mm,风眼座使用原来配置,移动时分组交叉移动,且每组拆除、重新组装后必须焊接牢固才能移动下一组;风眼座下降后需将原供风管直管段延长120 mm后焊接恢复。
2.2 优化供风制度
为了降低转炉的鼓风强度采取的措施:①调整风机导叶开度,由50%调至45%,减少转炉进风量,平均进风量22 000~25 000 Nm3/h;②在转炉操作台增设电动放风阀,对进风量进行实时调整;③在转炉7 m平台再增设一个手动放风阀,根据吹炼情况对转炉进风进行二次调整,转炉送风强度维持在0.6 m3/cm2·min左右,入炉风压由原O.08~0.12 MPa降至0.07~0.11 MPa。相对适宜的供风制度,利于减弱熔体对炉衬的冲击力,延长转炉寿命。
2.3 优化清风眼操作流程
在吹炼过程中,不可避免的生成磁性铁,在捅风眼操作时风口区域熔体回灌,在风口易生成结瘤,需不断清理风口,而机械震动力对风口区域砖衬的破坏作用很大,造成风口区砖衬表面在熔体侵蚀的作用下变质,当变质层扩大到一定程度时,砖体发生剥落,严重影响炉体寿命。
调整清风眼操作,由原来1#~36#风眼依次清理调整为1#、3#、5#间隔依次清理,返程清理按36#、34#、32#间隔清理,清风眼编号过半压力下降停止操作时,捅风眼机停靠对面轨道端头,下次清风眼时按间隔依次清理操作,尽可能平均各风眼的清理次数,均衡各风眼砖的机械伤害,避免因局部风眼砖损耗严重而被迫停产检修。
2.4 减少炉体温度损失
耐火材料抵抗温度的急剧变化而不破坏的性能称为热震稳定性,此种性能也称为抗热震性或温度急变抵抗性[2]。由于炉内剧烈的温度波动而产生的热震使得耐火材料内部产生了压缩应力和拉伸应力,并导致不断地产生细小裂纹,使炉衬耐火材料遭受严重的损毁。
改造前转炉炉体温度损失情况见表2。从表2可看出,转炉炉交换平均停吹时间为290 min,无炉口盖热量平均损失444 ℃,炉体温度下降较明显,砖体表面存在剥落现象。
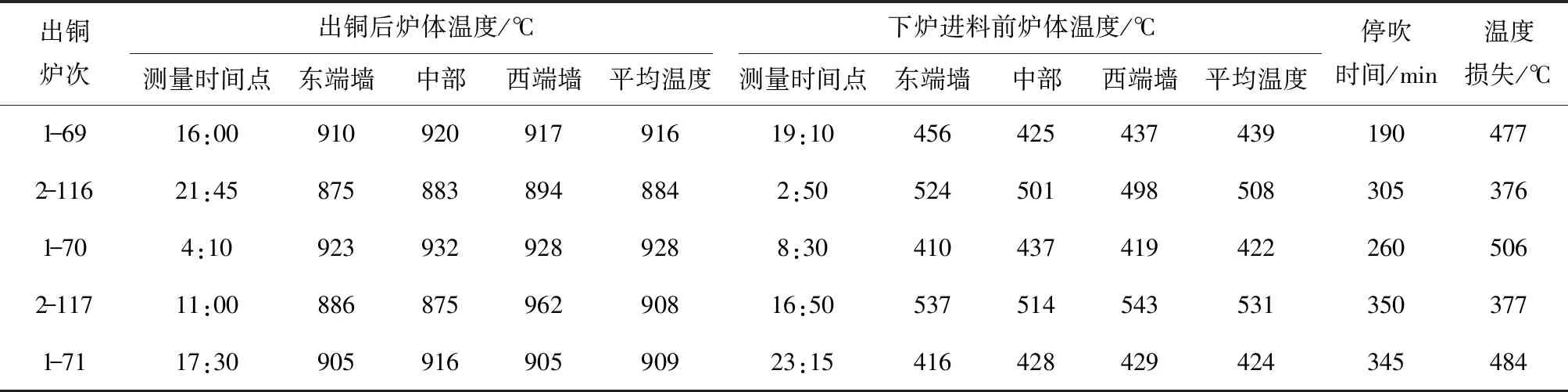
表2 转炉炉体温度损失统计表(无炉口盖)
为减少转炉炉交换生产时炉体温度的损失,相关技术工程人员制定了转炉炉口盖设计方案,以减少温度损失。炉口盖使用20 mm钢板焊接,背面焊接成背筋式,内衬铺垫耐高温浇注材料,规格为原炉口大小,每炉出铜后由行车吊挂嵌入炉口进行保温。改造后转炉炉体温度损失情况见表3。从表3可看出,转炉炉交换平均停吹时间为290 min,加装炉口盖后热量平均损失190 ℃,炉温损失较少,砖体表面微红无剥落现象,起吹时喷溅小,炉口洗刷小。
3 效果评价
对炉子中心距参数进行优化后,转炉喷溅得到了有效控制,打炉口的频率降低,炉口寿命延长;通过优化供风制度及清风眼操作,风眼砖烧损比较均衡,避免了局部烧损严重而被迫停产检修的事故发生;加装炉口盖后,炉体温度损失少,避免爆砖事故发生。通过对技术参数的优化及规范生产过程控制,转炉炉寿由前期的平均96炉次提高到现在平均121炉次(小修炉寿),炉寿的延长,提高了粗铜产量,使得吨铜加工成本得到有效控制。
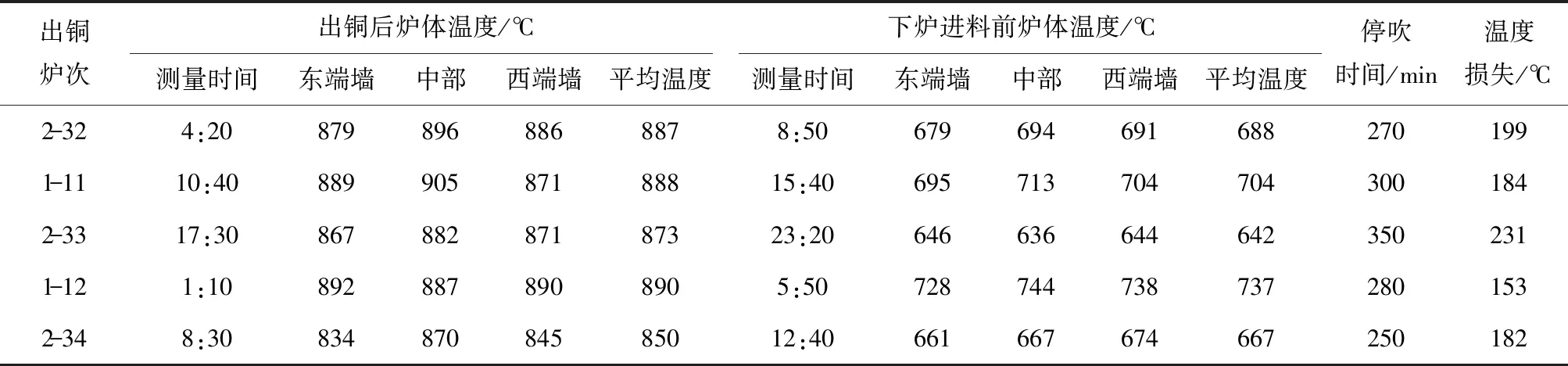
表3 转炉炉体温度损失统计表(有炉口盖)
4 存在的问题及改进建议
由于风眼管位置的改变,炉体砌筑也随之改变,原用的风眼砖砖型砌筑时风眼砖上部11层砖存在退台现象,每层砖退25 mm,改变风眼高度后,风眼砖前的520砖与炉壳的夹角变大,520砖下的填料层也随之变厚,导致暴露在炉内的砖体增大,增加了爆砖的可能性,所以建议对风眼砖砖型进行改造,使炉内砌体形成平滑的圆弧,避免局部砖体突出。
其次是由于风眼管下移,压缩风的搅动中心下移,使得搅动半径变小,搅动区域变小,搅动能量集中在风眼区下部和对面砌体。在每次炉修拆砖时发现该区域砖体烧损较其他区域严重,特别是风眼砖对面,所以建议风眼砖对面的炉砖使用电熔半载结合镁铬砖,提高其抗洗涮能力。
5 结语
转炉炉体寿命是衡量转炉操作水平的重要标志,提高转炉炉寿是降低粗铜生产成本的有效途径,同时也是降低检修工工作量的有效方法。各铜冶炼厂都在不断地摸索和实践提高转炉炉寿的生产操作方法,楚雄滇中公司结合生产实际情况,不断优化生产工艺操作和完善转炉配套设施,转炉炉寿由小修不到100炉次提高到120炉次以上,生产成本下降明显,员工劳动强度得到明显改善。
