基于BP神经网络的高铁弹条热处理工艺优化
2019-08-30刘飞香
刘飞香,陈 娴
(中国铁建重工集团有限公司,长沙 410100)
0 引言
制造业是我国经济发展的主体,是兴国之器、立国之本、强国之基,在“互联网+”、“中国制造2025”的大背景下,大力发展企业的智能制造,提升企业在国际市场中的竞争力势在必行。生产工厂智能化的改造中,通过SCADA系统对数据进行采集,结合MES系统实时监控现场、现实、现物,精准的感知生产各个环节的状况,整合生产车间的人、机、料、法、环,实现横向各业务系统之间的集成,纵向与生产设备间的集成。运用BP神经网络对热处理[1]工艺进行建模,对模型进行学习、训练、验证,结合车间智能化改造可以对热处理工艺提出优化建议,提升企业的产品质量。
随着国家将智能制造定位为重要的战略发展机遇,制造业也在大力发展“机器换人”、“工业互联网”等工程,希望促进制造业的转型升级。但是在这个工程中,还有一些企业对智能化的理解不够深入,没有从深层次的理解智能制造的背景、意义以及路径,存在盲目跟风的现象,企业要认清自身需求,深度融合工艺设计,分析项目的风险和价值,以结果为导向,促进企业的转型升级,提升企业竞争力。
1 热处理在高铁弹条中的应用
钢轨弹性扣件是钢轨与轨枕的紧固装置零件,而弹条是扣件系统中的关键弹性部件,扣件系统主要靠弹条对钢轨进行固定作业,弹条的受力条件相对恶劣,其综合性能对扣件的有效性有决定性作用。一旦弹条发生失效,整套扣件系统就失去功能。由于弹条必须满足相应的机械性能,既要具有较好的弹性,又要具备良好的抗疲劳性能。因此其内在组织必须要保持在一个特定的平衡态才能满足其可靠性的要求,因此对生产中的热处理工序必须控制有力,温度必须控制在比较狭窄的区域才能即保证弹条的热成型又能保证弹条的淬火性能。只有掌握好热处理工艺中的质量管控,才能保证弹条的机械性能。
热处理是固态的金属材料,通过加热、保温或冷却的手段来获取材料预期的组织结构与性能的生产工艺。在高铁弹条生产过程中需要经过三种热处理工艺,分别是成型前的加热,成型后的淬火和回火,硬度HRC是一个重要的质量性能,最终的成品必须保证硬度HRC在固定范围才能出货。
1.1 弹条的加热成型
弹条为热成型产品,弹条经过切断工序后制备为长度为500mm左右的直料,经过加热后,进入成型设备利用模具对其进行各种成型作业而达到最终的尺寸要求。加热工序中重点是控制加热温度,防范弹条出现脱碳和氧化现象影响弹条的性能。为此我们采用了中频加热器,其加热速度快,弹条加热时间短,单件受热时间约5秒种,在如此短的时间内加热可以很好的控制住弹条的脱碳和氧化,同时还能够细化晶粒,提升弹条的组织性能。在加热器出料后,快速进入成型设备,确保弹条在一个恒定的温区进入到成型设备。
1.2 弹条的淬火
弹条的淬火金相组织为淬火马氏体,允许有部分贝氏体和残余铁素体,其中淬火马氏体≤4级,残余铁素体≤2级,贝氏体≤1级。亚共析钢的淬火温度一般选择在A3以上加30℃~50℃,合金钢一般要取上限值,加50℃以上,采用了水基溶液为淬火介质,通过多次的工艺试验确定其最低入液温度应控制在750℃以上,可以获得所需要的马氏体,同时硬度能达到60HRC以上,由于弹条在入液前要经历三次成型作业,每道成型作业耗时约5秒钟,加上弹条测温、工序间转移的时间,总共约耗时20秒。这里有部分的温度损失,因此加热温度我们控制在890℃~950℃左右[2],加热温度过高会引起晶粒粗大,造成组织缺陷和降低疲劳强度。加热温度过低,会造成组织未完全转变为奥氏体组织,其还残存着部分铁素体组织,它们在冷却时不能转变为马氏体组织,而是以残留铁素体组织的形态存在钢材中,进而影响到弹条的硬度,最终影响到回火后弹条的性能。
1.3 弹条的回火
弹条回火后组织要求为均匀的回火屈氏体和回火索氏体,且硬度值在42~47HRC,其组织的转变和硬度的控制主要与温度和时间相关。综合考虑质量与成本的关系,采取了网带式回火炉进行回火作业,参数的控制方面采取前两相温区温度控制在550℃~580℃,首先快速对进入炉膛的弹条进行升温作业,后面四相温区进行持续保温,温度控制在520℃,保温时间约50分钟,该控制参数即加快了回火速度,又提高了生产效率又能保证弹条的质量。
2 生产过程智能化建设
新一轮科技革命正在蓬勃发展,制造业沿着数字化、网络化、智能化的方向发展,工业互联网的发展不仅是顺应产业发展的趋势,也是推动企业质量提升、效率提升和新模式的发展。
2.1 生产车间智能化改造方案
《中国制造2025》[3]作为制造强国战略国家级的行动纲领,其中车间数字化的改造是智能制造[4]的基础,通过对车间设备增加传感器,将车间所有的设备组成一张大的网络,对车间的设备信息、环境信息、能耗信息进行实时采集、存储、分析,从而打通从上至下的管控,为大数据分析应用提供了数据基础。
针对热处理中的三个关键设备的改造方案如表1 所示。
SCADA又称为数据采集与监视控制系统,通过该系统可以对现场的设备进行通讯与控制,目前大部分的SCADA系统都集成了常见的PLC通讯协议,不需要额外的接口开发就可以快速实现与现场设备的通讯,采用超5类网线,走TCP/IP协议,把设备统一接入SCADA系统的服务器,以每秒一次的频率对现场设备参数进行实时采集。
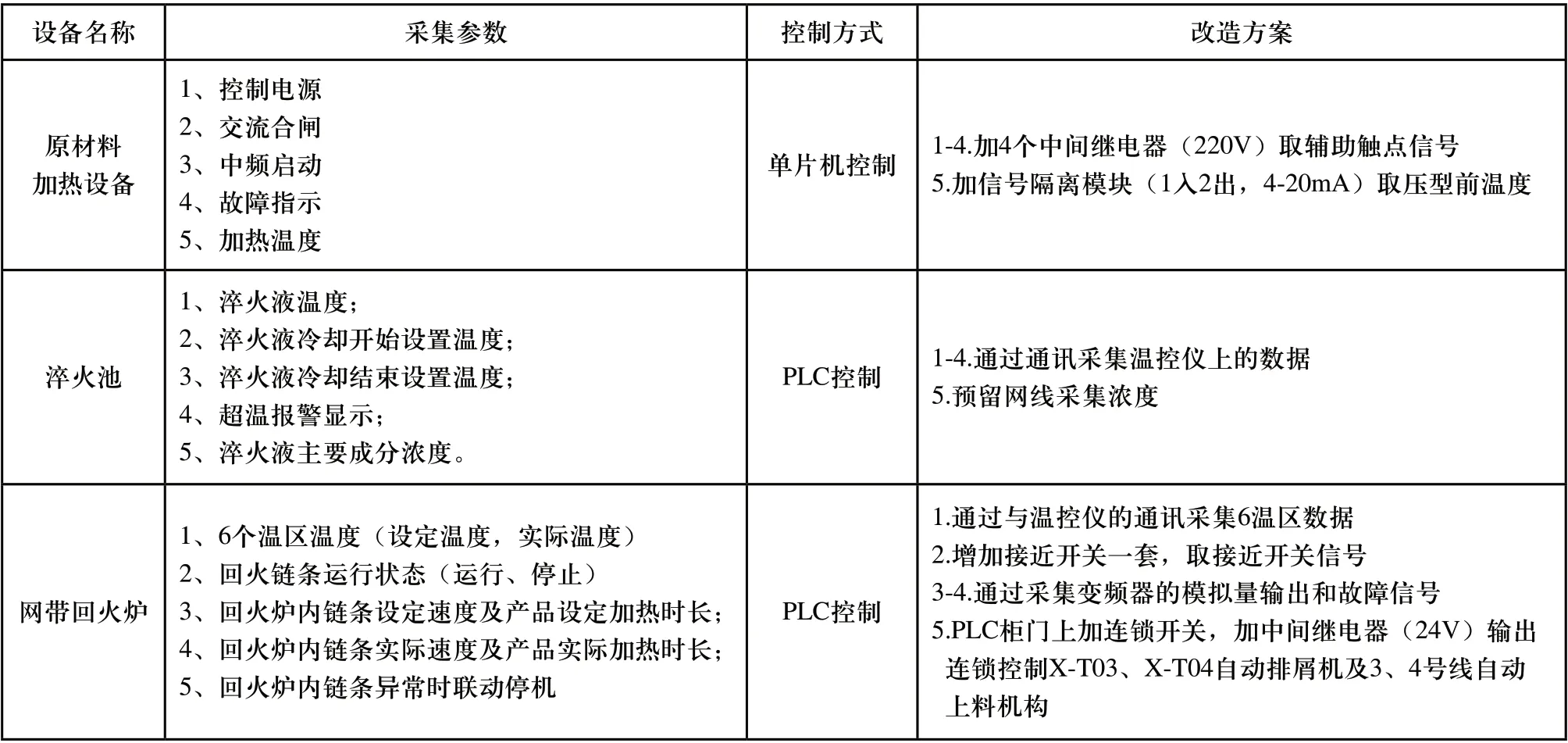
表1 设备采集改造方案
设备大数据的存储有很多工具,目前常用的有分布式数据库、时序数据库、非结构化数据库和常规的结构化数据库,不同的数据库有不同的特点,没有绝对的通用,要根据业务的实际情况选择合适的数据库。对于数据量相对不大、字段结构固定的采集可以采用时序数据库,它有很好的压缩比例,对有限的存储空间不会造成太大的压力。而对于数据种类繁杂,数据量庞大建议使用分布式数据库,如Hadoop,它能很好的管理所有的数据,同时能提供分布式计算的平台,为大数据分析提供基础。
通过设备的智能化改造可以实现产线级的数字双胞胎,实现虚实同步的三维产线运行状态完整展示,目前提倡的工业互联网比较多的是实→虚的对应,而虚→实的逆向控制做的还不够,根据CPS的闭环管理的思想是有缺失的,根据与工艺融合的角度,SCADA实现了设备状态数据的采集,通过大数据平台的分析,从而可以实现决策的下发,闭环控制执行产品的生产过程,图1是举例SCADA系统弹条生产线加热工序温度曲线图。
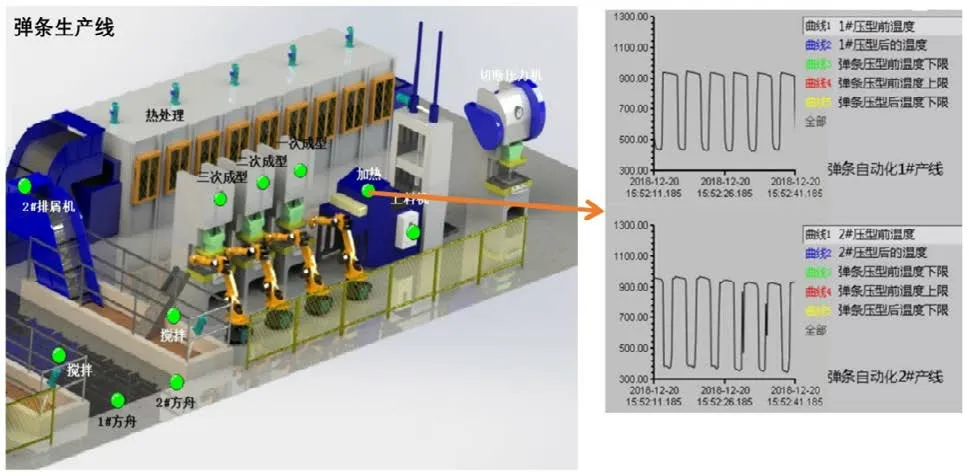
图1 SCADA系统弹条生产线加热工序温度曲线图
2.2 制造执行系统(MES)建设
随着国际和国内生产方式和管控模式的发展,MES系统做为ERP系统“计划和结果”的“中间执行层”在生产领域的应用延伸和技术推广已日趋成熟,为满足领导关于“搭建客户需求与企业产品间的桥梁,实现产品生命链与客户价值链的打通,客户需求(产品与服务)快速转化成产品设计、采购需求、制造计划等,通过订单的形式传递给企业内部其他信息系统,并能把相关信息快速反馈给客户,最终交付增值的产品(实体和虚拟),以实现客户价值增值”的要求,MES系统将作为生产执行层面的基础性信息系统[5],主要发挥确保质量、提高产量、提升生产效率、压缩交货期等作用。
通过MES系统的实施可以打通生产管理中的流程,比如制造执行进度的管理、生产数据的实时采集、物流信息的精益化,能够很好的协调信息流与实务流,这些问题对于生产企业来说非常重要,但是MES还没有发挥它应有的功效,除了生产数据的采集追溯、信息流的顺畅、业务环节的协同等内容,还可以在制造工艺技术的改进和提升方面发挥重要的作用。
质量管理是MES中非常重要的模块,通过质量管理模块可以收集来料、生产、出货、售后中的各种质量数据,能够有效的防止不良品的流通,通过SPC分析还可以及时的发现异常问题和批量产品质量的趋势,这些都是通过MES系统能够的发现问题。在MES系统中除了有质量管理数据,同时还会采集设备的状态信息、工艺参数信息、检验设备信息、人员信息等,通过这些数据进行集成分析建立相应的模型,再把工人的经验融合进去,从而分析出现质量问题的根本原因,进而推动质量数据与工艺数据的融合,助力生产过程智能化的建设。
3 基于BP神经网络的热处理工艺优化
本次选用的高铁弹条Ⅰ型扣件钢的材质为60Si2Mn,由直径为13mm的圆钢经过多次折弯制作而成,在生产过程中需要进过加热、淬火、回温三个热处理步骤,最终检验产品质量的一个重要指标为硬度HRC。为了训练神经网络模型,记录了30组实验数据。
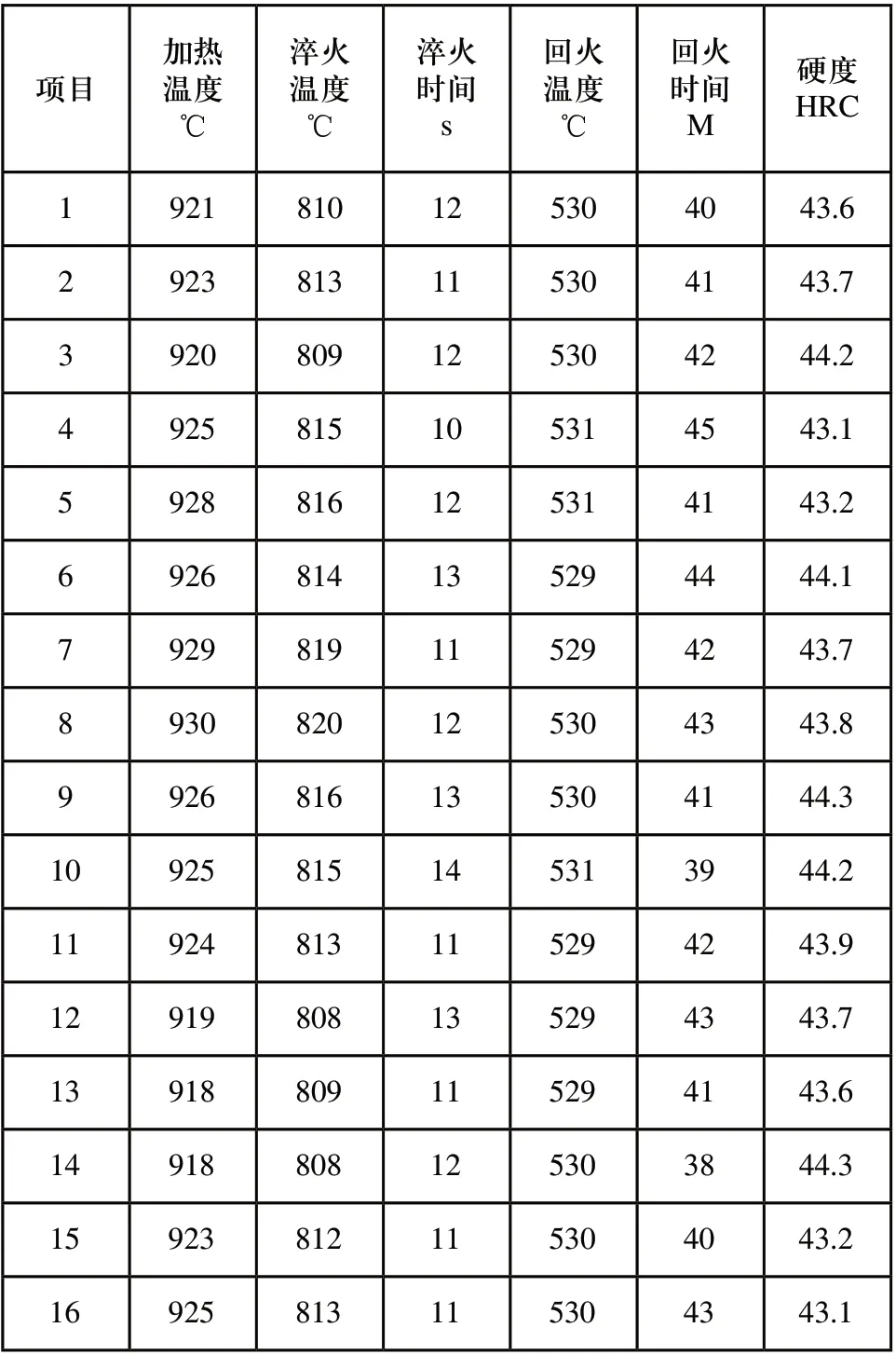
表2 高铁弹条热处理工艺参数
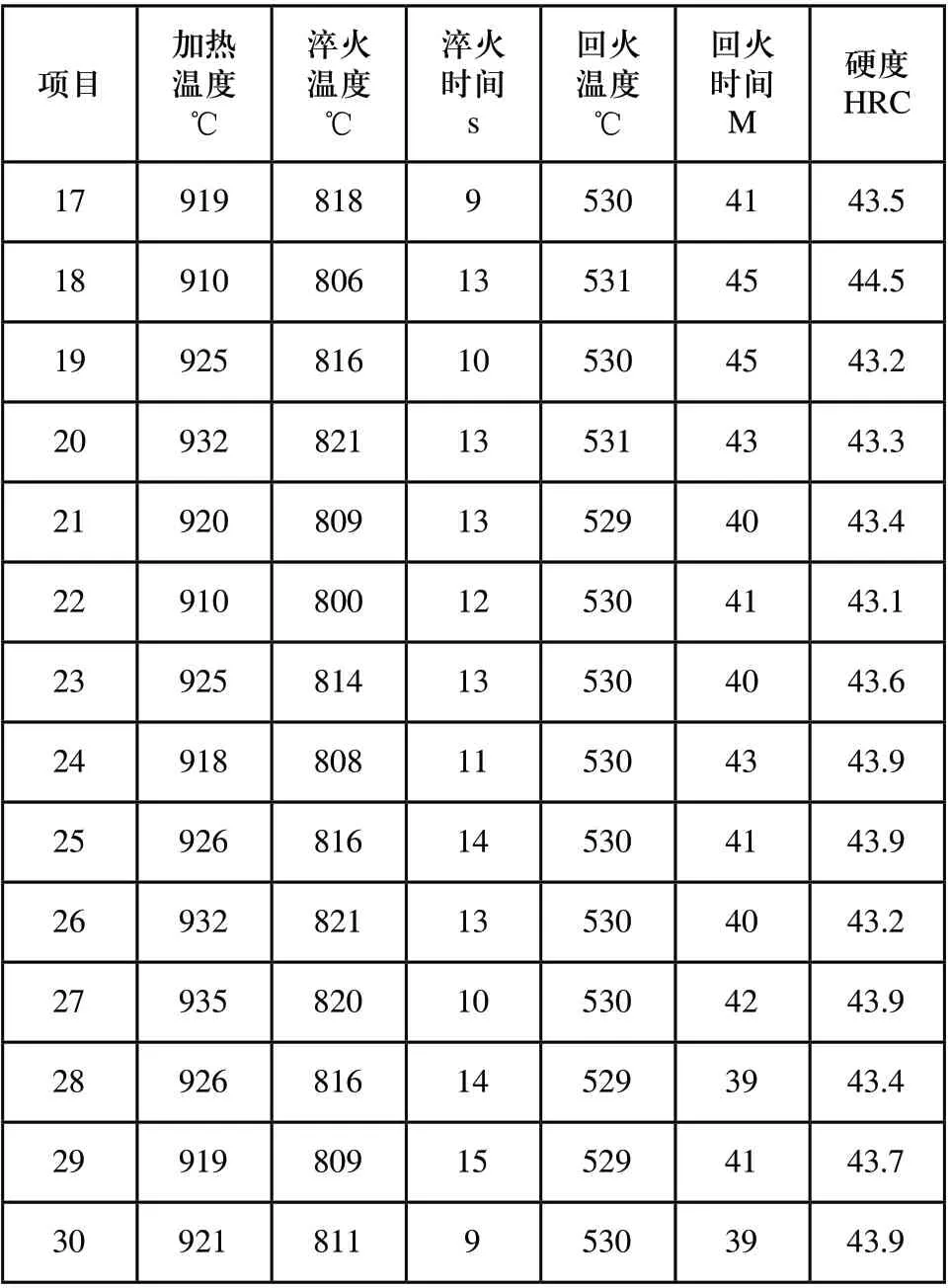
表2(续)
3.1 构建热处理的BP神经网络模型
BP神经网络是一种按照误差逆向传播算法(BP算法)训练的多层前馈神经网络,能够解决非线性问题、增强网络分类和识别能力,通过输入层、隐含层、输出层[6]构成了多层前馈感知网络。BP算法的目标函数是网络误差平方,通过梯度下降法[7]来计算BP算法目标函数的最小值。本次模型搭建隐含层的神经元传递函数为tansig,输出层的神经元传递函数为purelin,为了提高网络训练的速度及精度,采用mapminmax函数[8]对输入参数进行归一化处理。如图2所示,设定输入层的5个参数为加热温度、淬火温度、淬火时间、回火温度、回火时间,根据经验的式(1)隐含层节点数为z个[9],在式(1)中R、z、K分别为输入层、隐含层、输出层,其中α是常数,在范围1~10之间取值,根据式(1)确定z=8,在后面的模型训练中可以结合实际情况进行调整。

输出层为硬度HRC一个参数,构建了5×8×1的三层结构的神经网络模型。
3.2 采用SCADA数据训练和验证BP神经网络模型
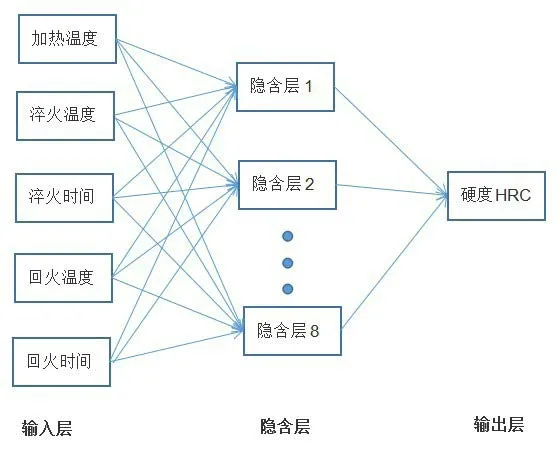
图2 BP神经网络模型结构图
对于本次构建的BP神经网络模型训练使用MATLAB神经网络工具箱,训练函数采用trainlm函数[10],其中重要的学习参数设定为:动能因子设置为0.8、学习速率设置为0.01、学习误差设置为0.001,其他参数采用MATLAB的默认值。学习的样本数据采用表2中的30组数据,在训练前对数据进行归一化处理,可以缩小输入值、输出值的分布范围,从而在保证精度要求下能够快速收敛训练样本,归一化为式(2),在公式中Yi代表输入输出的值,Ymax和Ymin分别代表在该列值中的最大值最小值。

在训练了498次之后,BP神经网络模型满足精度0.001的要求,停止迭代,预测走势趋于平稳,如图3所示。经过模型计算分析,预测的输出值与实际的测试的输出值差距非常小,从而该BP神经网络模型在热处理过程中有很好的适用性和准确性,排除了人为的主观 影响。
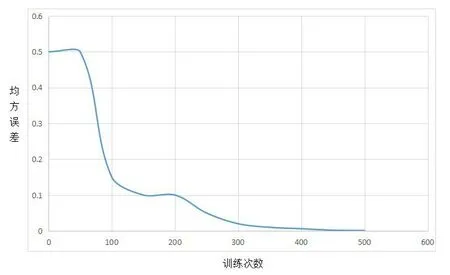
图3 BP神经网络模型训练误差图
3.3 应用BP神经网络模型
经过验证当加热温度为925°、淬火温度为812°、淬火时间为12s、回火温度为530°、回火时间为41分钟的时候生产的产品能够很好的控制硬度HRC在43.0左右[11],与标准要求比较吻合,在实际生产过程中,加热温度和回火温度是可控的,淬火是利用加热处理后弹条的余热来实现,与现场环境及折弯节拍关系密切,淬火的时间及回火的时间是传送带上控制,一般都是固定时间,当把速度调准后这两个时间不会出现大的波动。为了保证每一批次的产品都能达到质量要求,会对每一步的温度及速度都调整到最佳值,但是会受到环境设备等外界因素的干扰,每次的执行结果并不能保证,所以需要通过智能制造的手段来提升的产品的质量,如图4所示。智能制造整体分为状态感知、实时分析、自主决策、精准执行、学习提升五大特征[12]。
通过SCADA系统对数据进行采集,结合MES系统实时监控现场、现实、现物,精准的感知生产各个环节的状况,状态感知是走向智能化的第一步;将训练好的BP神经网络模型算法集成到MES平台中,在MES服务器后台实时运行,将采集回来的实时数据归一化处理,以十分钟一次的频率,把加热温度、淬火温度、淬火时间的实际值加上回火温度、回火时间的标准值在模型中进行计算,当计算处理的预测值与标准值大于5%的时候,给出回火温度、回火时间的建议值,确保产品在动态变动工艺参数中达到质量的提升目的,系统可以实现自主决策;SCADA不止是能够上行收集数据,同时也能下行控制设备,当自主决策工艺参数需要调整时,能够把决策的指令下发给生产设备,在系统稳定之后,可以自动下发生产工艺指令,实现精准执行;通过MES质量管理产生的产品结果与模型预测的结果进行自主学习优化,实现模型不停迭代、螺旋上升的过程。
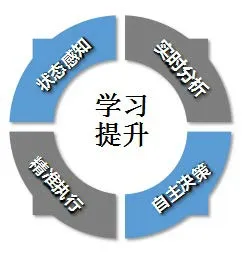
图4 热处理工艺优化的五大特征
4 结语
通过分析高铁弹条热处理的工艺,提出了产线智能化改造的方案,基于生产设备、生产设施等硬件的数字化建设,在工艺设计、生产组织、过程控制等环节优化管理。通过数字化、网络化、智能化的手段,在计算机虚拟环境中对人、机、料、法、环、测等生产资源与生产过程进行管理、设计、仿真、优化及可视化等工作。通过构建5×8×1的三层结构的神经网络模型,以加热温度、淬火温度、淬火时间、回火温度、回火时间为输入层,以硬度HRC为输出层,对模型进行学习、训练,并且验证了模型的准确性,最终将模型整合在MES系统中,根据SCADA的实时数据优化弹条的生产工艺,提高产品的质量。
