含嗜酸乳杆菌软质豆酪制作工艺优化及品质分析
2019-08-28李思函李艾黎
李思函,王 莹,李艾黎,李 春
(东北农业大学食品学院,黑龙江哈尔滨 150030)
大豆是我国主要农作物之一,富含蛋白质、磷脂和异黄酮等成分,被称作“绿色牛乳”。按照牛乳干酪的制作工艺,利用豆乳替代牛乳,即可获得一种新型豆制品—大豆干酪。与传统大豆食品相比,豆酪具有含盐量低、营养丰富、功能性强以及发展潜力大等特点,已成为新的研发热点。如王金凤等[1]将干酪生产工艺和腐乳生产工艺结合起来制备出色泽、香气、质地良好的豆酪产品;李莹莹等[2]利用葡萄糖酸-δ-内酯、氯化镁和木瓜蛋白酶这三种凝固剂制作新鲜软质豆酪;李理等[3]讨论分析干酪乳杆菌鼠李糖亚种和肉葡萄球菌在豆酪后熟过程中的作用,都不同程度地丰富了豆酪产品的种类。
益生菌是一类可以对宿主产生健康功效的活性微生物总称[4],主要包含嗜酸乳杆菌、双歧杆菌、乳球菌等[5]。益生菌具有平衡肠道和调节肠黏膜免疫系统的重要作用[6-8],常被应用于大豆发酵制品。通常益生菌食品产生益生特性所需的菌量最少为107CFU/g[9],但由于益生菌对生长环境的独特要求以及菌株的特异性,使其在发酵制品中的存活率偏低。因此,如何保证益生菌从接种、加工、储存一直到通过胃肠道被食用过程中具有有效的活菌数是研究的关键问题[10]。
前期研究筛选得到一株具有益生特性的嗜酸乳杆菌KLDS 1.0738,经细胞模型和动物模型证实当其剂量高于107CFU/g时可降低淋巴细胞分泌的炎性因子,并抑制IgE介导的食物过敏[11]。鉴于益生菌在产品发酵和贮藏过程中菌种存活率高低决定产品的保健功效,本研究通过优化复合益生素添加量、发酵剂比例和发酵条件等因素,提高菌种存活率并保持生物活性,为开发新型高活性益生菌豆酪产品提供新的理论依据及工艺参考。
1 材料与方法
1.1 材料与仪器
嗜酸乳杆菌(LactobacillusacidophilusKLDS 1.0738,L.a)、嗜热链球菌(StreptococcusthermophilusKLDS 3.0201,S.t) 东北农业大学乳品科学重点实验室菌种库;优质东北大豆 哈尔滨忠君超市;改良MRS及MC培养基 海博化工有限公司;低聚半乳糖 上海源叶有限公司;菊粉 上海麦克林生化科技有限公司;其他化学试剂均为分析纯或生化纯试剂。
光学显微镜 上海永科光学;TA.XT plus质构仪 英国Stable Micro Systems公司;UV-2401PC分光光度计 日本岛津株式会社;HYP-2008消化炉 上海昕瑞仪器公司;全自动定氮仪 上海声阳仪器公司。
1.2 实验方法
1.2.1 菌种活化与培养 取甘油冻存的嗜酸乳杆菌KLDS 1.0738及嗜热链球菌KLDS 3.0201分别以2%接种量接种于灭菌MRS培养基和MC培养基,37 ℃恒温培养12 h,传代培养至三代备用。
1.2.2 大豆干酪制作流程 新鲜软质大豆干酪工艺流程参照邓艳等[12]的方法略做修改如下:
优质大豆→浸泡→盐渍→磨浆过滤→添加益生素→灭菌→冷却→添加发酵剂、益生菌→预发酵→添加CaCl2→凝固发酵→凝乳切割→吊袋排乳清→压榨→静置成型→成熟→成品
具体制备工艺:精选优质大豆,豆水比1∶3浸泡8~12 h,用0.5% Na2CO3溶液盐渍浸泡25 min后,清洗2~3次,并称量湿豆质量,计算吸水量。以豆水比1∶7进行磨浆后经200目尼龙布过滤,向其中加入低聚半乳糖、菊粉益生素后灭菌,冷却至37 ℃左右。依次加入益生菌嗜酸乳杆菌及发酵剂嗜热链球菌,37 ℃下预发酵一定时间后加入0.3% CaCl2继续凝固发酵2 h。豆酪坯凝乳后用干酪刀切割成1 cm3的立方块,静置排乳清15 min,将凝块倒入铺有四层纱布的带孔模具中,轻微压榨,除去已排出的乳清。将纱布包放入压榨机中,前2 h每10 min压紧一次,之后2 h每30 min压紧一次,然后于4 ℃静置成型12 h,成熟24 d后即可得益生菌软质豆酪。
1.2.3 优化豆酪凝乳工艺参数 凝乳是豆酪制作过程中的关键步骤,影响终制品的得率和质构。本研究以微生物和CaCl2作为大豆蛋白凝固剂,通过前期的预实验选取发酵剂添加量(嗜热链球菌∶嗜酸乳杆菌=1∶1)、CaCl2添加量、预发酵时间、发酵温度等因素(见表1),以豆酪坯乳清OD值、总酸度和凝乳效果感官评分为指标,进行初期豆酪坯凝乳工艺正交优化试验。
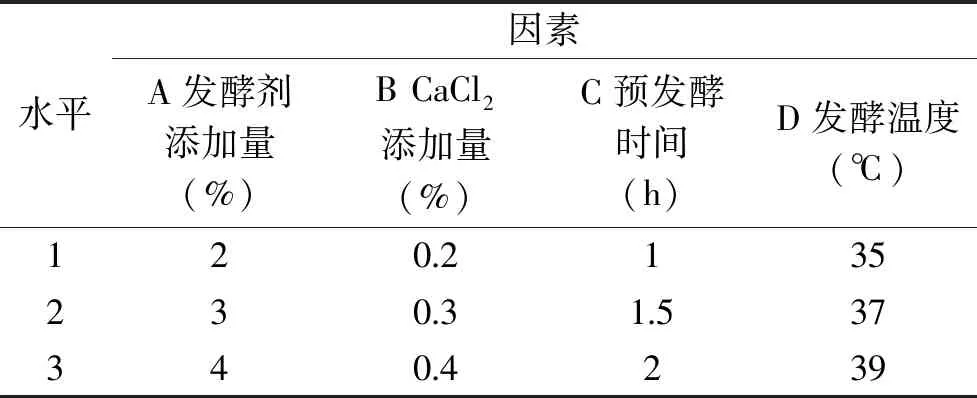
表1 豆酪坯凝乳工艺正交试验设计Table 1 The orthogonal test design of coagulation technology in soy cheese butter processing
1.2.3.1 乳清OD值测定 将收集到的乳清稀释50倍后使用分光光度计在波长500 nm处测定豆乳乳清OD值。
1.2.3.2 豆酪坯总酸度测定 参照GB/T 5009.51-2003[13],采用滴定酸度法测定。准确称取10 g样品,加蒸馏水煮沸。冷却后,移入100 mL容量瓶中定容,混匀,滤出滤液备用。取样品溶液10 mL,加50 mL蒸馏水混匀,用NaOH标准溶液滴定,同时以60 mL水做空白试验。
1.2.3.3 豆酪凝乳效果感官评定 选取15名经过感官评价训练的人员,具备干酪制品加工、检验方面的专业知识,熟悉样品评鉴及检测所需要的方法。对豆酪的凝乳质地、乳清浊度、切割后的凝块情况及凝乳风味进行综合评价[14],具体评分标准如表2所示。
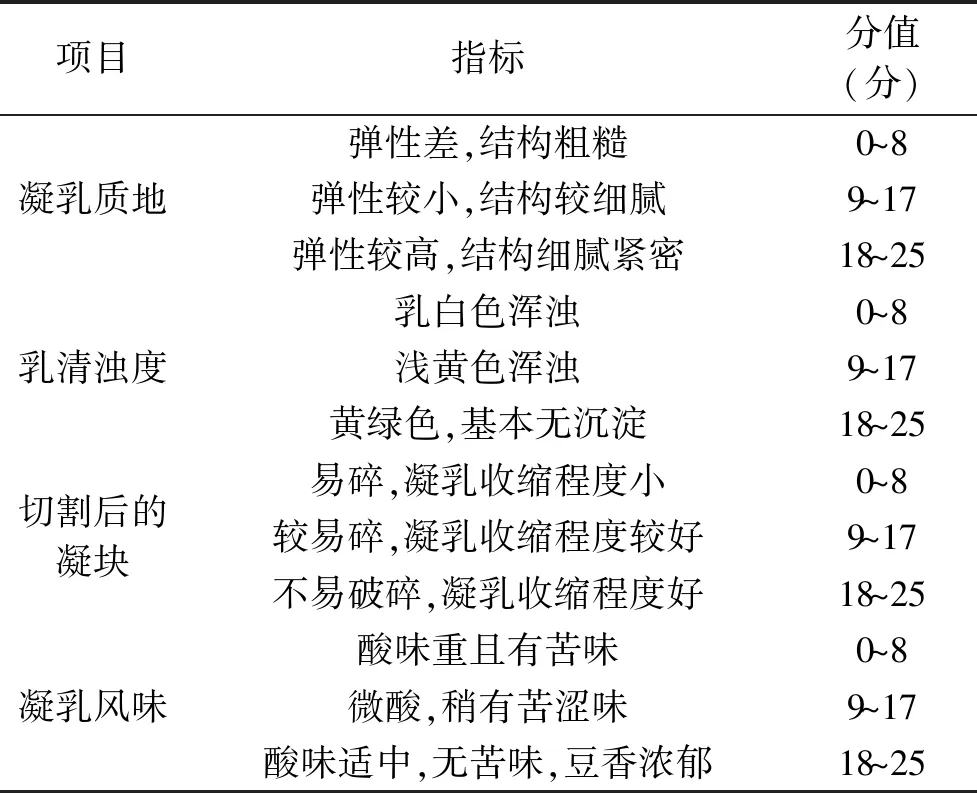
表2 凝乳效果感官评分标准Table 2 The sensory evaluation standard of coagulation property
1.2.4 优化益生菌发酵豆酪的条件 通过对前期单因素实验研究结果分析以及参考查阅相关文献[15-16],总结选取嗜酸乳杆菌添加量、复合益生素(低聚半乳糖∶菊粉=1∶2)添加量、成熟温度以及成熟时间等因素(见表3),以益生菌活菌数及感官评定为指标,进行成熟期益生菌豆酪制作的正交优化试验。
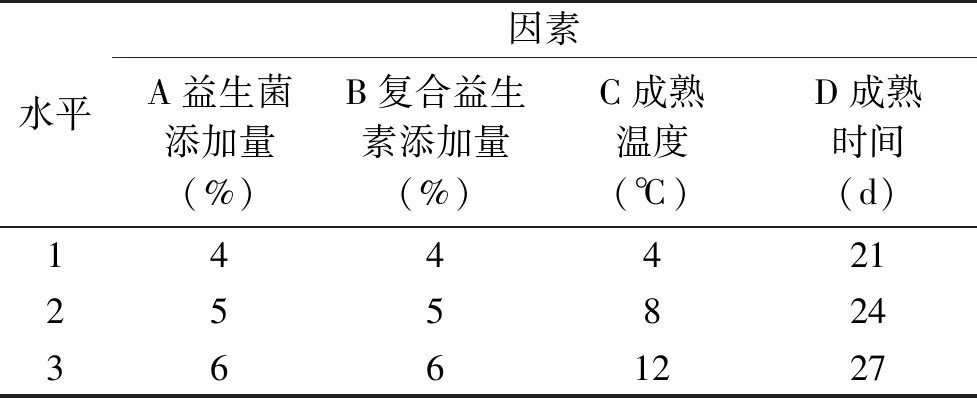
表3 成熟期益生菌豆酪正交试验设计Table 3 The orthogonal test design of probiotic soy cheese during ripening
1.2.4.1 活菌数的测定 参照GB 4789.35-2016,采用平板菌落计数法测定[17]。同时,通过使用选择性琼脂培养基对益生菌豆酪成熟期间活菌数的变化进行测定,每隔6 d测定豆酪的活菌数。取豆酪样品10 g(除去表层1 cm),用无菌研钵磨碎后,加2%(w/v)无菌柠檬酸钠溶液(1∶10稀释),匀浆处理2 min,用生理盐水将样品稀释到适当倍数。取1 mL样品匀液于灭菌平皿中,将冷却至48 ℃的改良MC培养基和MRS琼脂培养基倾注入平皿各约15 mL,转动平皿使混合均匀。于36±1 ℃分别进行需氧和厌氧培养72±2 h后,对嗜热链球菌和嗜酸乳杆菌进行计数,从样品稀释到平板倾注要求在15 min内完成。
1.2.4.2 豆酪感官评定 选取15名经过感官评价训练人员,分别从豆酪的滋气味、组织状态、外观、色泽等方面对成熟后的豆酪进行感官评定[18],详细评分标准见表4。
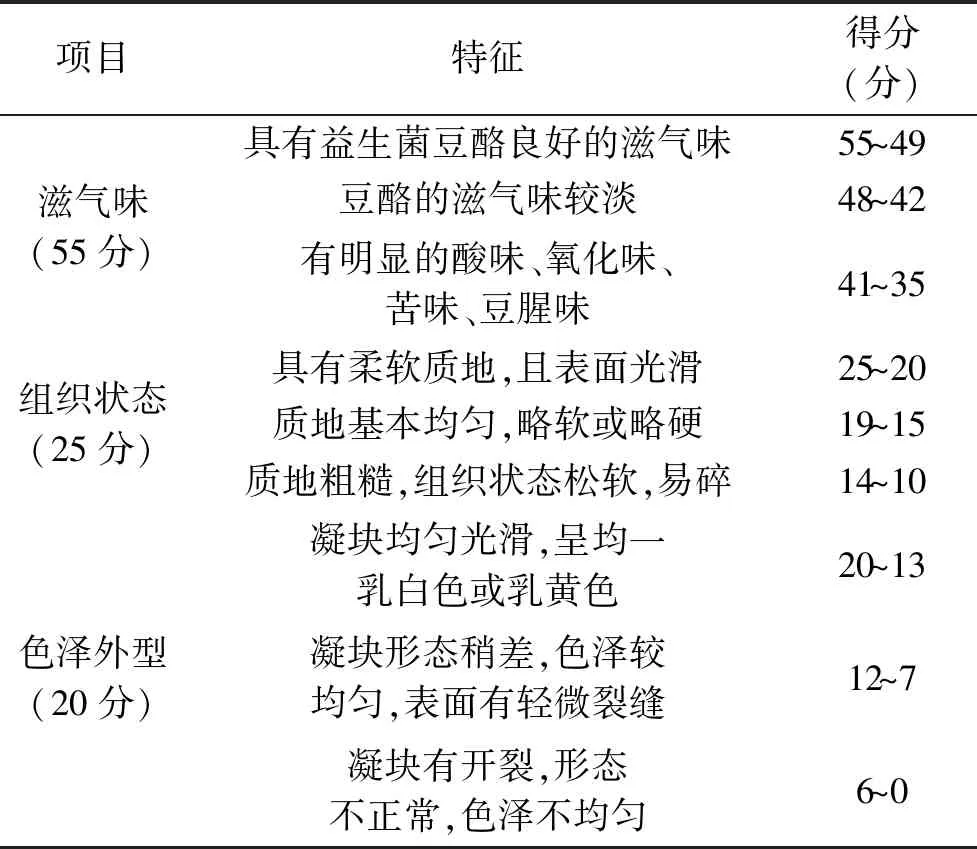
表4 益生菌豆酪感官评分标准Table 4 The sensory evaluation standard of probiotic soy cheese
1.2.5 益生菌豆酪成熟过程中的品质变化
1.2.5.1 益生菌豆酪成品指标 按照上述最优工艺组合制作益生菌豆酪后,称取豆酪组织内部(距离表层1 cm左右)适量样品检测以下相关理化指标,与不含益生菌组豆酪(空白组)以及室温成熟的未优化组益生菌豆酪品质进行比较。
水分含量测定:参照GB/T 5009.3-2010[19],采用直接干燥法;灰分含量测定:参照GB/T 5009.4-2010[20],采用灼烧称量法;蛋白质含量测定:参照GB/T 5009.5-2010,采用凯氏定氮法[21];脂肪含量测定:参照GB 5413.3--2010,采用索氏抽提法[22];干酪产率测定:豆酪的产率以豆酪质量与大豆质量的百分比表示[23]。
1.2.5.2 蛋白质水解能力 采用pH4.6可溶性氮方法测定[24],取第0、24 d豆酪样品0.75 g,加入25 mL pH4.6的醋酸盐缓冲液。充分研磨样品后,使用25 mL缓冲液冲洗。将悬浮液4000 r/min离心20 min,取定量上清液于消化瓶中进行凯氏定氮实验,pH4.6可溶性氮占总氮的百分比,即为占豆酪总氮量的百分数。
1.2.5.3 脂肪降解能力 配制50 mL乙醚乙醇混合溶液,两者比例为2∶1,备用。准确称取第0、24 d豆酪样品5 g,加热至微热化开,加入乙醚乙醇混合液使样品溶解后,滴入1%酚酞约10滴,采用氢氧化钾标准溶液滴定法,粗略计算大豆干酪中游离脂肪酸的含量[25]。
1.2.5.4 益生菌豆酪质构指标 采用TPA方法对豆酪成熟第0、24 d进行分析,按质构仪预置的反向挤压程序进行质构测定[26-27]。质构测定条件为:探头PA/BE-d35,测试前速度1 mm/s,测试速度1 mm/s,测试后速度为10 mm/s,测试距离为10 mm,接触力为1 g。
1.3 数据处理
2 结果与分析
2.1 豆酪坯凝乳工艺的优化
如表5所示,由乳清OD值的极差分析得出,各因素影响程度的顺序为B>D>A>C,即CaCl2添加量>发酵温度>发酵剂添加量>预发酵时间,表明CaCl2添加量对豆酪凝乳效果的影响最明显。由于乳清OD值过高,固形物流失较多,豆乳凝乳质地较差,得率也较低,故优选后的工艺参数为A3B2C3D2。通过对总酸度的极差分析得出,各因素的影响顺序为D>C>B>A,即发酵温度>预发酵时间>CaCl2添加量>发酵剂添加量,发酵温度的影响最大,优化后的工艺参数为A2B2C3D2。综合豆酪坯乳清OD值和总酸度指标初步确定三因素优化后工艺参数为B2C3D2,结合感官评分指标及参考查阅文献选取发酵剂添加量优化后参数为A2,最终确定豆酪坯的优化工艺条件为:A2B2C3D2,即发酵剂添加量3%、CaCl2添加量0.3%、37 ℃预发酵2 h。
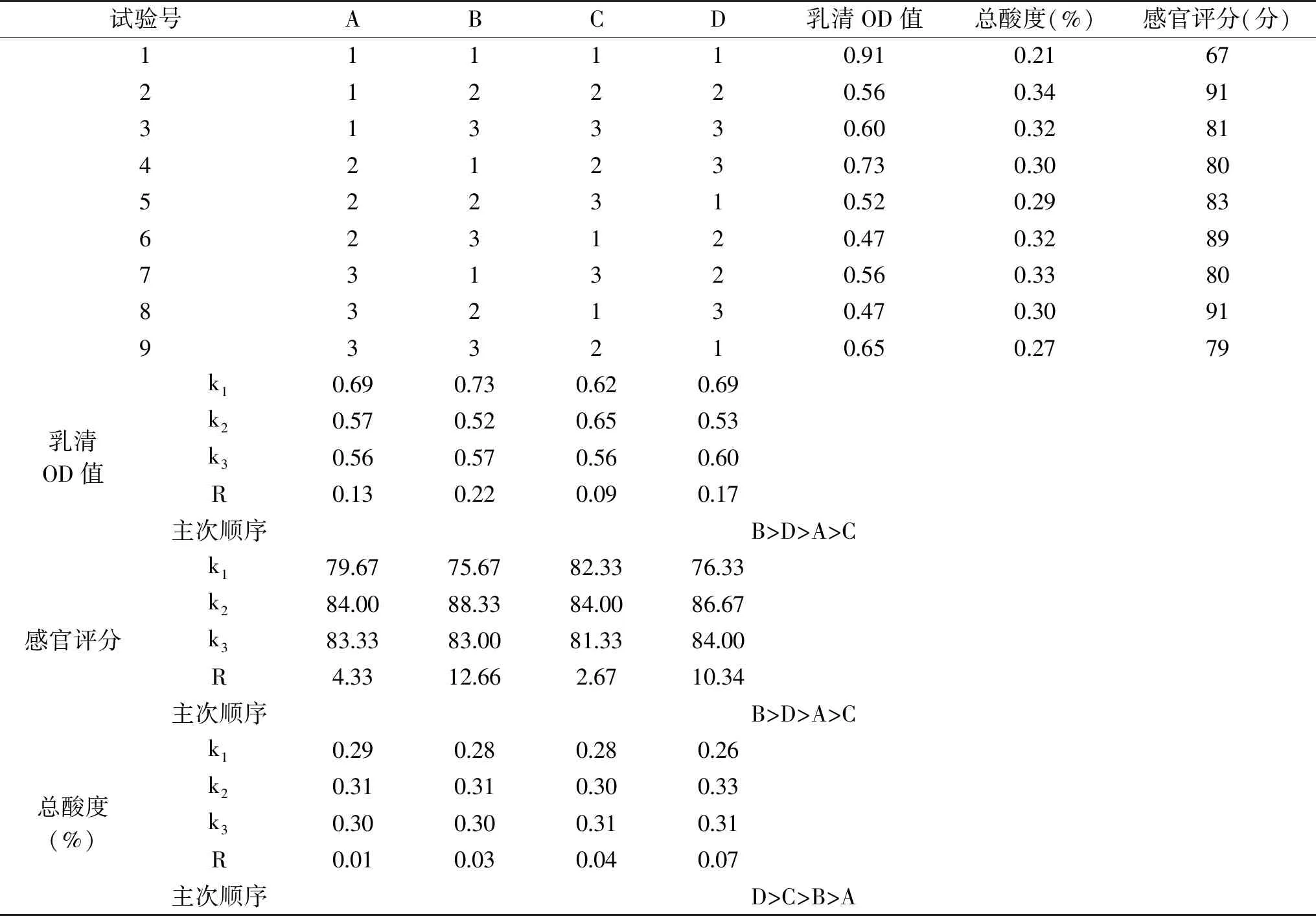
表5 豆酪凝乳工艺优化正交试验结果Table 5 The results of orthogonal tests for the coagulation technology optimization of soy cheese
豆酪中添加CaCl2能够显著增强豆类蛋白网络结构的稳定性、增强凝乳的硬度和强度[28]。因乳酸菌产酸相对较快,凝固豆乳的速度也较快[29],缩短了豆酪的发酵成熟时间,能够产生较好品质的豆酪。发酵剂的添加量对豆酪坯的品质影响也较大,发酵剂添加量过多时,豆酪的质地、口感以及发酵时间均无明显提高,同时成本也会加大。研究发现李晴辉等[30]在新型涂抹型豆酪中添加3%嗜酸乳杆菌和乳双歧杆菌预发酵1.5 h时,豆酪质构、凝乳等效果较好;李红梅[31]接种3%嗜热链球菌和保加利亚乳杆菌37 ℃发酵1 h后,豆酪的硬度适中、具有较好的弹性和咀嚼性。因此,在结合以上研究选取的本试验最优工艺条件下,制得的豆酪口感、质地较好,具有良好的滋气味。
2.2 含益生菌豆酪坯加工工艺的优化
生产工艺对益生菌的存活影响较大,由表6可知,各因素对益生菌活菌数影响程度顺序为A>B>D>C,即益生菌添加量>复合益生素添加量>成熟时间>成熟温度。嗜酸乳杆菌除基本的营养需要外,添加低聚糖等益生素对提高菌的活力和菌数效果较好,对益生菌产品菌种存活保藏有一定的维持促进作用。如张茹等[32]在酸羊奶中添加低聚异麦芽糖与低聚半乳糖益生素可以促进益生菌的增殖与活性。蔡桂林等[33]发现添加1%的低聚异麦芽糖和菊粉可提高益生菌酸奶冰淇淋中益生菌的存活率。因此,通过预实验选取低聚半乳糖与菊粉进行比例组合添加到益生菌豆酪中。通过对试验结果分析得出,活菌数最优的工艺组合为A2B1C3D3,乳清OD值最优的工艺组合为A2B3C1D3,总酸度最优的工艺组合为A2B1C1D1,感官评分最优的组合为A2B2C1D2。综合平衡各因素的影响程度,结合豆酪活菌数量及总酸度指标选取最优工艺A2B1,乳清OD值及感官评分指标选取最优工艺C1,综合豆酪最终感官评分及考虑最适合菌种的温度选取最优工艺D2,最终确定最优工艺参数组合为A2B1C1D2,即嗜酸乳杆菌KLDS 1.0738添加5%,复合益生素(低聚半乳糖∶菊粉=1∶2)添加4%,成熟温度4 ℃,成熟时间为24 d时,制作的益生菌豆酪坯总酸度适宜,乳清OD值较低,嗜酸乳杆菌活菌数高于108CFU/g。
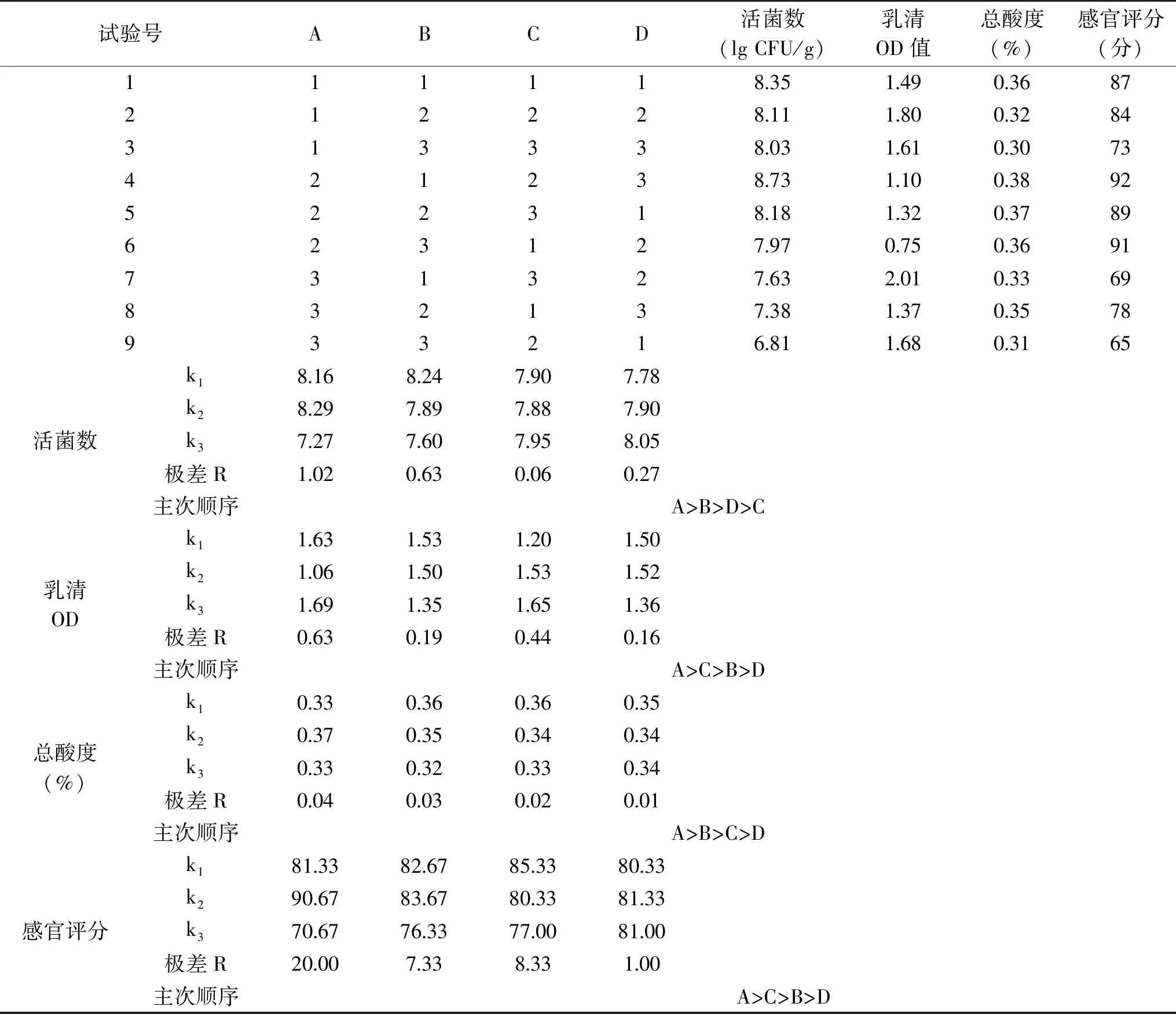
表6 益生菌豆酪坯正交试验结果Table 6 The results of orthogonal tests for probiotics soy cheese
2.3 益生菌豆酪的指标测定
2.3.1 益生菌豆酪成熟期间菌数的变化 益生菌豆酪在成熟期间菌数变化如图1所示。从图1a中能看出,两组豆酪中嗜酸乳杆菌活菌数均逐渐降低而后趋于平稳,优化组下降趋势较缓慢。优化组豆酪中嗜酸乳杆菌活菌数显著高于未优化组活菌数(p<0.05),且最终菌数可达到2.05×108CFU/g,表明工艺优化后的豆酪更有利于菌种的存活。同时,图b中两组嗜热链球菌的菌数变化显著(p<0.05),但优化组活菌数相较于未优化组下降缓慢,且仍有较高的菌种存活率。由于主发酵剂中的乳酸菌可与益生菌协同生长,故在豆酪制作中接入嗜酸乳杆菌KLDS 1.0738,促进了嗜热链球菌KLDS 3.0201的增殖,同时基于共生作用,嗜酸乳杆菌的活菌数相较于未优化组也会有所提高(p<0.05)。新鲜豆酪在冷藏成熟过程中两种菌的活菌数均呈逐渐降低的趋势,但具有保健功能特性的嗜酸乳杆菌活菌数仍能达到107CFU/g以上,符合国际上功能性益生菌食品的标准[34]。研究表明,豆酪基质更适于益生菌存活,如适宜的pH环境;较高的脂肪、固形物含量以及缓冲能力等,均有利于益生菌保持较高的生物活性[35-36]。豆酪贮存中活菌数呈下降趋势可能由于部分在生产过程中随乳清排出而造成有效添加量降低以及成熟后期可利用的营养物质减少等原因造成,如Karimi等[37]发现由于干酪长期储存在低温环境中,酸度升高,营养物质减少,可利用的碳水化合物大量消耗等,使得干酪活菌数有所下降。
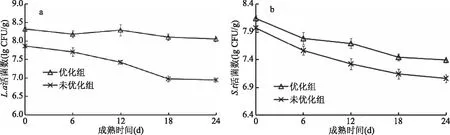
图1 豆酪成熟期间不同菌种活菌数变化
2.3.2 益生菌豆酪理化指标测定 益生菌豆酪成熟后理化指标、质构指标以及感官评分如表7~表9所示,分别测定豆酪在第0、24 d时理化及质构指标的变化情况。三组豆酪于4 ℃储存24 d,pH均有所降低,总酸度则都有不同程度增加。同时,与第0 d相比,豆酪成熟24 d后可溶性氮含量和脂肪酸含量显著升高(p<0.05)。优化组豆酪pH4.6可溶性氮含量和脂肪酸含量相较于其余两组均显著升高(p<0.05),分别达到17.13%和7.65%,未优化组豆酪含量也较空白组高(见表7)。蛋白质、脂肪的分解程度直接关系着豆酪成熟中质构的变化和风味的形成,能够有效增加豆酪的营养价值和风味特性。

表7 益生菌豆酪理化指标测定结果Table 7 The results of physical and chemical indexes for probiotics soy cheese

表8 益生菌豆酪质构指标测定结果Table 8 The results of texture indexes for probiotics soy cheese

表9 益生菌豆酪成分含量测定结果Table 9 The results of other indexes for final probiotics soy cheese
由表8豆酪TPA值可知,优化组豆酪的胶黏性、咀嚼性、胶黏性等指标高于未优化组和空白组,硬度、弹性及回弹性指标无明显差异变化(p>0.05)。整体而言,优化组豆酪在微生物的作用下,成熟24 d后较第0 d各指标均有所提高,组织结构均匀、成型较快,质地、口感更佳,感官评分也明显高于其余两组,未优化组豆酪略高于空白组。优化组豆酪胶黏性、粘聚性等指标较高可能由于添加的嗜酸乳杆菌能够分泌粘附物质,具有较好的肠道定殖能力。因此,菌体代谢能力增强且分泌更多粘液物质,从而使干酪组织黏度等增加[38]。同时,杨佐毅等[39]研究表明大豆干酪在4 ℃成熟期间,氨基态氮含量呈上升的趋势,豆酪的硬度和弹性缓慢增加,并在成熟后期达到高点。优化组豆酪的硬度、弹性指标略高可能随着成熟期的延长,豆酪水分流失,导致硬度升高,也可能与豆酪中蛋白质、脂肪含量有关,蛋白质含量较高,易形成较为坚硬和致密的蛋白质胶束,而脂肪在豆酪组织结构中可以起到柔软润滑的作用[40]。
益生菌豆酪成熟24 d后成分测定如表9所示,相比其余两组,优化组豆酪蛋白质含量、脂肪含量和水分含量略低,得率略高。从表9可以看出三组的成分结果无明显差异(p>0.05),可以说明益生嗜酸乳杆菌的添加对豆酪组分影响不大,无不良效果。在豆酪中添加益生菌可以改善豆酪的感官特性,使其外观更加细腻平滑,具有良好的咀嚼口感,滋味和气味也更容易被接受。
3 结论
结果表明豆酪凝乳的最优工艺参数为:发酵剂添加量3%、CaCl2添加量0.3%、37 ℃预发酵2 h,成型后的豆酪坯质地柔软细腻,组织状态均匀,外形良好,表面光滑,具有独特的豆香味。含嗜酸乳杆菌豆酪的最优工艺参数为:嗜酸乳杆菌KLDS 1.0738添加量5%,复合益生素(低聚半乳糖∶菊粉=1∶2)添加量4%,于4 ℃成熟24 d。该条件下制得的豆酪质地优良,嗜酸乳杆菌在豆酪中活力较好,活菌数可达到2.05×108CFU/g,感官评价可达76.43分,对新鲜豆酪产品质量基本没有负面影响,可以用来生产含有较高活菌浓度的益生菌新鲜豆酪。未优化组豆酪活菌数较低、口感一般,整体豆酪品质低于优化组。结合感官评定结果,工艺优化的益生菌豆酪具有独特的豆酪风味以及良好的质地口感,同时具有较好的保健功效,生产成本较低,拥有良好的生产开发前景。
