凸凹模具中数控编程与加工技术解析
2019-08-16任福英
任福英

摘要:进入21世纪后,数控系统技术得到了突飞猛进的发展,相继成为各国高新技术和尖端技术方面的前沿装备,大量运用于航空、航天、国防工业等领域。数控系统控制机床以其优异的自动化控制性能,细腻稳定的精度及多维度的变化使其成为国家工业技术水平与现代化水平的象征。
关键词:数控系统;数控编程;加工技术
数控技术是一种利用数字信息對机械和过程控制的技术,他是数字信息与机械运动的特征渗透的一种机电一体化技术。数控技术不但可以解决普通机床难以解决的难题,而且可以对加工物件实现更高的加工精度,生产效率突出的优点。本文就借助对凸凹模具的加工要求,对数控编程中加工技术进行简要分析。
1零件分析
编程加工中对零件先期的加工精度分析、零件装夹分析、工件坐标系分析、加工刀具分析是数控加工的重点,现以凸凹模具零件图(图1)为示例:
1.1精度分析
尺寸精度分析,零件图纸中各个腔体开槽加工尺寸,是否有相应的公差要求,自由公差为多少;几何公差分析,腔体及开槽凸台是否有相应几何公差,对加工是否有涉及;表面粗糙度分析,腔体表面及凸台表面的几何要求为多少。
1.2零件装夹
采用平口钳夹,下面使用平行垫铁支撑,装夹时应先对平口钳钳口进行校正,为保证零件装夹时具有一定的刚性,应先加工圆槽与矩形槽,然后再翻转零件,加工U形槽。
1.3工件坐标系分析
圆槽和矩形槽的工件坐标系原点设置在零件的顶面中心处,U形槽的工件坐标系原点设置在顶面某一个顶点处,编程时可以根据轮廓中心,分别设置在圆槽和矩形槽的编程原点。
1.4加工刀具分析
加工内腔轮廓,要考虑刀具半径小于轮廓最小半径。粗加工时,应尽可能选择用直径较大刀具切除余量;精加工时,要考虑刀具的刚性,同时选择适合加工内轮廓圆角的刀具。图1某模具下模腔零件图2零件加工工艺分析
2.1型腔刀具的选择
适合型腔铣削的刀具有平底立铣刀、键槽铣刀,而对于型腔的斜面、曲面要使用带低面圆角的刀具或者球头刀加工。立铣刀对内轮廓精铣削加工中,其刀具半径一定要小于零件内轮廓的最小曲率半径,刀具半径一般取内轮廓最小曲率半径的08倍左右,粗加工时,在不干涉内轮廓前提下,尽量选用直径较大铣刀,大直径铣刀具有抗弯强度,使其在加工中不易弯曲和振动。
2.2型腔铣削用量
在实际运用中,一般让Z方向的吃刀深度不超过刀具的半径,直径较小的立铣刀,切削深度一般不超过刀具直径的1/3,切削的宽度与刀具直径大小成正比,与切削深度成反比,一般切削宽度取06~09 mm刀具的直径。精加工时,为保证加工质量,避免工艺系统受力变形,切削深度要小,一般在深度、宽度方向预留02~05 mm余量进行精加工。
2.3刀具路线设计
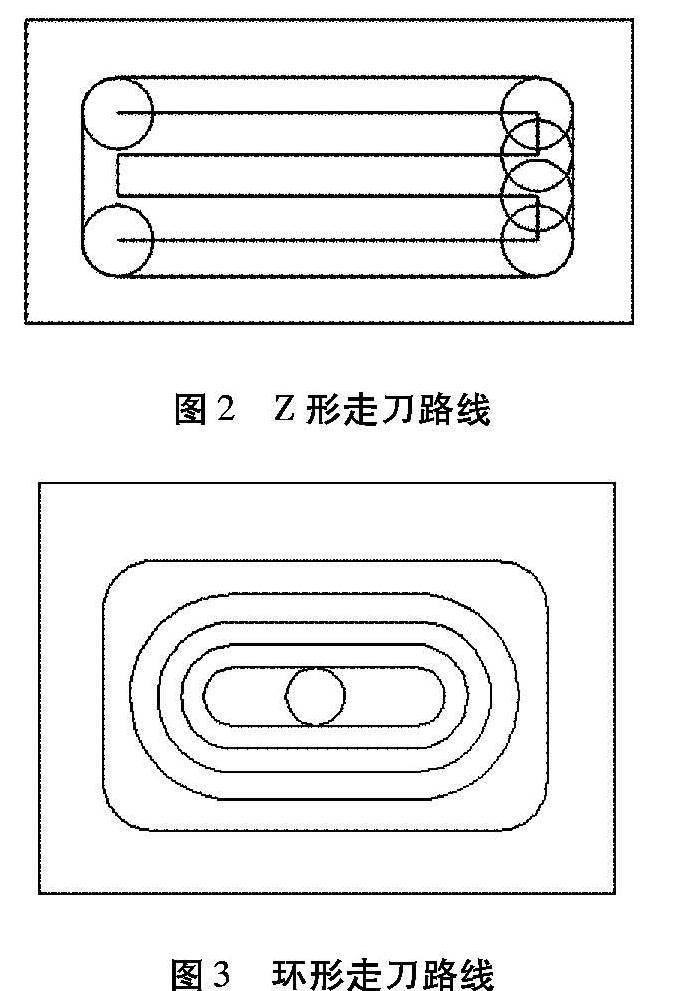
常见的型腔粗加工路线设计有Z形走刀、环形走刀、复合走刀设计,Z形走刀如图2,刀具循Z字形刀路行切,加工效率高,但相邻两行走刀路线起点与终点间会留下凹凸不平残留;环形走刀如图3,加工余量均匀稳定,利于精加工工艺的稳定性,得到高质量的表面质量,但刀路较长,效率低;复合走刀如图4,是将Z形与环形切削结合的办法,集中两种方式的优点,既保证加工效率,又保证加工余量。
图2Z形走刀路线图3环形走刀路线图4复合走刀路线2.4型腔加工工艺方案
复合型腔是由多个型腔按照一定形式组合而成,按照型腔的组合方式,复合型腔有串联和并联分布两种形式,对串联形式的复合型腔加工可采用从上而下的工艺方案切削,先铣削上层型腔,再铣削下层。粗加工阶段为了提高切削效率,采用大直径刀具进行铣削,然后再使用小直径刀具铣削下层型腔。对于孤岛型型腔的铣削,常采用先腔后岛的加工工艺方案,同时应当注意刀具直径正确合理,以确保刀具在轮廓铣削时不与另一轮廓产生干涉,同时刀具刚性足够。
在对型腔的铣削中较浅的型腔,可用键槽铣刀插削到底面深度,先铣削型腔中间部位,在利用刀具半径补偿对垂直侧壁轮廓进行精铣加工。对于较深内部型腔加工,宜在深度方向分层切削,常用方法是先钻削一个空,然后再使用合适刀具从Z向进入预定深度,进行侧面铣削加工,将型腔扩铣到所需尺寸。
3数控程序编制
3.1进退刀模式要点
(1)换刀点。换刀点在加工中心上是固定的,换刀必须回到换刀点。
(2)初始平面。为安全进刀规定的一个平面,具有一定高度,不与工件、夹具干涉,一般取Z=50。
(3)加工平面。刀具进行加工的平面。
(4)XY平面进、退刀点。进刀点一般设置离工件一定的安全距离位置,尽量与加工开始点相切。退刀点一般设置离工件一定的安全距离位置,并尽量与加工结束点相切。
(5)XY平面内加工开始点与结束点。加工开始点和结束点一般设置在直线、圆弧的起点或终点,当与进刀点无法成相切时,常选在轮廓的拐点,防止出现接刀痕迹。
3.2固定进退刀模式
刀具在换刀点交换工具,主轴旋转后,先沿XY方向移动刀具XY平面内起刀点,然后以G00方式快速运动到初始平面,然后运动到参考平面,下刀到加工平面,从进刀点运动到加工开始点,沿轮廓轨迹加工到加工结束点,退至退刀点,最后提刀致参考平面,然后回到换刀点。
3.3一般程序格式%O0001程序名称G17 G40 G49 G80 G90 G21 G54初始化G91 G28 Z0回参考点M06 T01换1号刀具M03 S1000主轴正转,1000 r/minG90 G00 X_Y_刀具水平移动至刀点的正上方G43 H01 Z到达初始平面,建立刀具长度补偿G0 Z_到达参考平面……下至到加工平面……刀具切削轨迹M05主轴停G91 G28 Z0回参考点M01程序暂停……开始下一段加工程序M30程序结束%4编程加工注意事项
在零件的编程时,为保证加工精度,都应当采用同一编程原点和工件坐标系,在调整尺寸加工精度方面,采用刀具半径补偿来实现精加工,对于同一平面上确定的相对几何位置形状,在确定一个坐标系后,其余图形坐标系可直接在机床内设置位置,而无需多次移动。分层加工时,最好选用子程序,避免在修改程序时出错,另外程序短,可加快程序的运行速度,提高效率。
5结语
本文借助凸凹模型腔的编程加工分析,对编制中的工艺设置、程序编制进行详细的解析。当今的数控技术发展朝着高速化、高精度、多轴联动、功能复合、集成化、信息化等方向发展,未来数控系统必将是国家工业水平的标志以及制造业市场的风向标杆。
参考文献:
[1]李丽辉.论数控编程技术在机械制造中的应用[J].山东工业技术,2019(3):44.
[2]卢小燕.阶梯台零件的数控加工工艺分析与编程[J].机械管理开发,2019,34(2):13-15+18.
[3]韩勇娜,王立芸.数控铣床圆弧切入切出编程技巧分析[J].时代农机,2018,45(12):228-229.
[4]钱杨林.面具类凸模数控编程与加工[J].中国科技信息,2018(21):67-68.(04)
