浅谈汽车白车身表面缺陷控制方法
2019-08-15张龙王春阳
张龙,王春阳
(奇瑞汽车河南有限公司,河南 开封 475000)
1 引言
我国汽车制造质量水平与发达国家相比仍有很大的差距,比如车身外观质量、焊接质量与德系奥迪、宝马无法相提并论,此时此刻更需要我们纳入车身质量提升计划,持续的追求极致,首先考虑即使新员工操作,通过工位制作的改善,比如限位,使新员工上岗在操作过程中造成质量问题的概率为零。车身外观质量是立足汽车行业的重中之重,因此研究外观缺陷控制方法极其重要。
2 汽车白车身常见表面缺陷及其控制方法
2.1 电阻点焊外观焊点常见质量缺陷及其控制方法
2.1.1 外观焊点扭曲
焊点扭曲是指焊接后焊点表面与周围板件相比,不在1条直线上,焊点周围板件存在凹凸不平状态,焊点扭曲幅度超过板件25°,车身外观焊点扭曲会使板件起皱,影响焊点强度,白车身表面在汽车行业可以分为A、B、C、D 区,车身质量要求A、B 区为表面件,客户可以直视的区域,焊点不允许存在扭曲现象。当焊点扭曲问题发生时,通过钣金校正或使用大力钳修复。如牙边处焊点严重扭曲,会造成总装胶条无法装配,装配后漏钣金影响外观质量,严重情况下会导致漏水。一些重要的基础件搭接处、工位的关键焊点扭曲时,会造成车身尺寸偏差。此外,焊点扭曲造成板件表面变形,导致焊接时电极帽的接触面发生变化,存在间隙,焊点易产生虚焊、脱焊质量问题。
案例一:焊点扭曲原因及解决措施:
原因(1):焊接的板件间存在间隙,不贴合导致。
解决措施:
1)整改冲压模具,使两板件焊接过程中无间隙。
2)在夹具上制作改善,增加夹爪,通过夹爪力度使板件贴合度间隙减少。
原因(2):焊接过程中焊钳与板件表面不垂直。
解决措施:
(1)增加铜块,使焊接过程中焊钳通过铜块进行焊接,铜块与板件无间隙,从而保证焊点平整,如图1。
(2)根据焊接型面选择对应型号的焊钳,确保焊钳的结构可以满足于被焊接板件型面垂直的要求。

图1 (铜板防护)
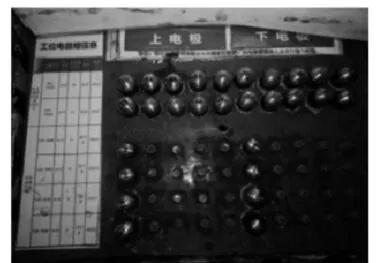
图2 (电极帽信息)
(3)制作电极帽更换平台,显示每个工位不同焊钳型号电极帽更换频次,全员宣贯会签,严格要求更换频次执行,如图2。
(4)对吊环增加限位,员工焊接时吊环拉在限位处,操作过程中省力,焊钳更容易垂直板件,如图3。

图3 (吊环限位)
2.1.2 焊接分流
焊接分流是指焊接过程中焊钳臂与板件接触,输出的电流没有全部经过熔核区,导致有效电流减少。造成焊接分流的原因有很多,例如:焊点点距太小、板件间隙大、焊接连点、电极和板件干涉、板件装配不良等。焊钳分流造成熔核直径减小,焊点存在虚焊风险;电极与板件干涉分流会造成接触部位局部高温,烧坏焊钳电极臂和板件表面质量,在生产过程中要对焊接分流进行严格控制。
案例二:焊点分流的解决措施:
(1)在不影响点焊焊点强度的前提下,尽可能的加大点距。下表中为不同料厚下焊点点距的要求;长、直焊缝焊点间距要求一般在50~80mm 之间。

表1 不同料厚下焊点点距要求
(2)制作辅具,将电极与板件易分流部位隔离开。如:防分流胶带及其他绝缘辅具,避免电极臂与板件直接接触,如下图4、5。

图4 (防分流胶带)

图5 (防分流胶皮)
(3)对焊接板件表面进行清理,去除表面的杂质、油污、锈迹等。
2.2 白车身外表面质量缺陷及其控制方法
白车身常见缺陷:(1)车身外板焊钳坑、焊点半点;(2)工位夹具夹紧状态下,与板件受力大造成凹坑或划痕;(3)运输过程中防护不到位造成磕碰划伤。
由于焊接过程中造成板件变形原因不同,解决方法也不相同。以上问题进行原因及解决方法进行分析:
(1)后背门风窗牙边焊点焊接过程中,焊点无限位,焊点易打在风窗弧度处,导致棱线坑,对工位工装夹具制作限位如图6,焊点位置固定,便于员工连点操作,提高生产效率的同时保证焊点位置在1 条直线,增加车身美观度,杜绝棱线坑的发生。
图7 为前舱轮罩焊接,前挡板与减震器拼接处焊点位置属于盲点,员工操作过程中无法确认焊点位置,易导致半点、漏点问题的发生,通过制作改善,在夹具工装上增加限位,使员工操作焊钳紧挨着限位,保证焊点位置准确,减少错漏装、半点质量问题的流出,提高车身质量。
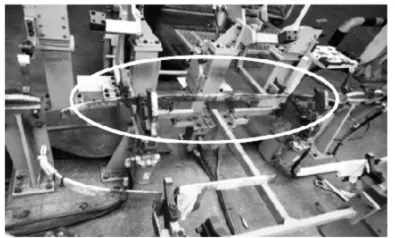
图6 (挡板限位)

图7 (挡板限位)
(2)侧围、顶盖、四门外板板件在夹具支撑点、压紧点接触时,夹具支撑、压紧点禁止采用硬度高的材质进行支撑压紧,硬度高的支撑块在工件取放、压紧过程中易出现夹伤、划伤等表面问题。对于此位置,夹具应采用呢绒快等材质进行压紧支撑,夹具夹紧过程中可有效向橡胶块施加压力,解决外表面的夹伤、压伤问题,如图8。

图8 (呢绒快支撑)

图9 (板件接触、无防护)
(3)工件在生产运输过程中由于器具防护不到位也会出现钣金问题,如:侧围总成下线后未按规定存放在器具凹槽内且板件间接触未放置胶块,造成板件与板件直接接触,运输中铁与铁碰撞造成外板划伤、磕碰坑问题。因此,在过程中运输设备一定要做好防护,按规定存放工件,避免工件磕碰、划伤等问题,如图9。
3 结束语
本文介绍了焊装车间白车身制造过程中一些常见表面缺陷,通过夹具工装限位、夹具支撑块合理的运用、人员合理的分配、板件的优化等因素,打造零缺陷表面车身。随着全球经济的发展、人类生活水平的提高,客户对白车身外观质量要求随之增强,这就要求我们时时刻刻围绕现场,以车间检验员、生产员工反馈的问题为重中之重,展开一系列的反推将问题前移控制在工位、班组。始终牢记以顾客满意是公司永恒的宗旨,为客户提供零缺陷的产品和周到的服务是公司每位员工始终不渝的奋斗目标。
