商用牵引车底盘鞍座板连接孔加工工艺方式浅析
2019-08-15张博黄晓亮
张博,黄晓亮
(陕西重型汽车有限公司车架厂,陕西 西安 710200)
前言
近年来,我国经济呈中高速发展,货运量井喷。重卡市场需求增大,火热的态势一直延续。国内重卡厂家竞争激烈,为提高市场的占有率,充分挖掘潜在产能,降本增效是各个重卡企业的重要议题。牵引车鞍座孔加工工序是影响牵引车车架总成生产节拍的因素之一。因此探讨鞍座孔的结构及加工工艺对提高生产效率有一定指导意义。
1 常用的鞍座安装板连接孔结构
牵引车鞍座与汽车车架通过螺栓连接固定。鞍座装配为最后一道工序,前面装配工序累计误差对鞍座装配影响较大。车架装配下线后鞍座安装宽度尺寸精度较高,对连接孔尺寸有一定的要求。
常用的连接孔结构尺寸如下表1:
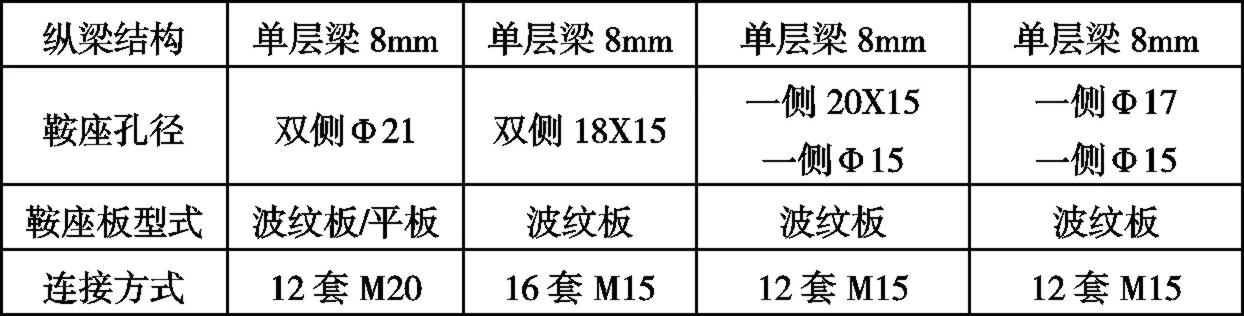
表1
2 连接孔加工工艺方式
根据鞍座连接孔加工顺序不同可分为:装配下线后加工鞍座孔和装配上线前鞍座板提前冲孔。
2.1 装配下线后加工鞍座孔
为避免累计公差(由安装板折弯公差和车架总成宽度公差累积形成)对孔间距的影响,鞍座板在冲孔工序仅加工腹面孔后折弯,鞍座板和车架总成铆接下线后,在鞍座板翼面加工鞍座孔,之后去除钻孔工序毛刺。
常用的加工方式:摇臂钻套钻模板钻孔;冲钳套模板冲孔或数控冲龙门钻孔。优点:下线后钻孔位尺寸精度易保证。缺点:钻孔过程需要将车架吊运至钻床,钻孔后再转运,较为耗时。套模板加工的方式较为麻烦,套用模板定位夹紧耗时较多。且需要制作专用的模板,车型变化较多时需要的模板越来越多。目前钻孔主要采用数控龙门钻,自动换刀找正定位,编程方式灵活。
2.2 装配上线前鞍座板提前冲孔
在车架总成铆接上线前鞍座板在冲孔工序可一次完成腹面孔、翼面孔冲裁加工后折弯,为补偿车架总成装配宽度公差及鞍座板折弯累计公差对后续装配的影响,鞍座孔相应的变为腰形孔。车架总成下线取消钻孔工序。
常用的加工方式:数控冲床冲孔。优点:冲孔加工效率远高于钻孔,铆接下线后直接可精整转运,提高走线节拍。冲孔效率高、耗时短,故可以在安装板上加工多组常用孔距,提高安装板的通用性。如图1。缺点:腰型连接孔虽然抵消了车架装配误差,但对后续鞍座装配工序精度有影响。
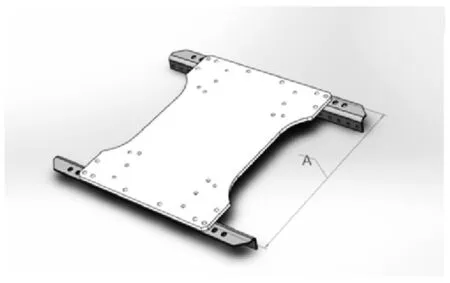
图1
2.3 钻圆孔与冲腰形孔对比
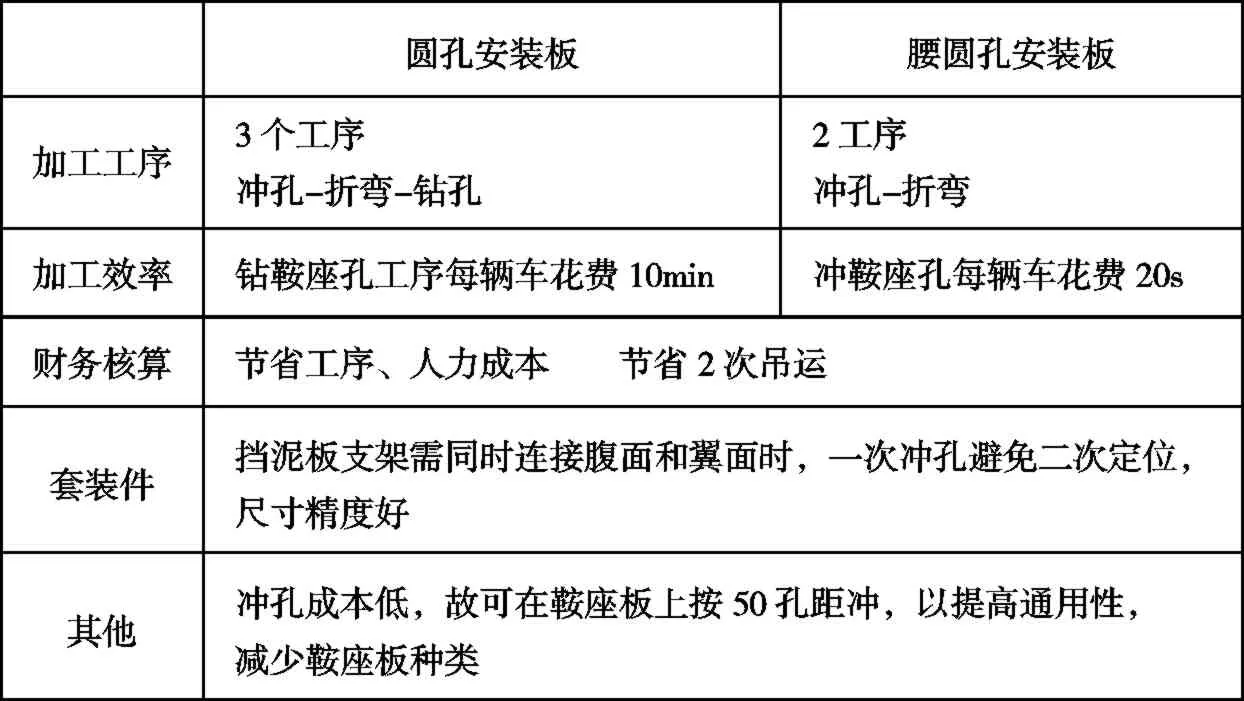
表2
4 鞍座连接孔对装配尺寸影响
车架总成下线后钻孔,对后续鞍座装配工序精度影响最小。只需保证孔径和两边鞍座孔对称度即可。车架总成上线前,在零部件上提前加工鞍座腰型连接孔,受加工和装配质量的影响对后续鞍座装配精度影响较大。在此使用尺寸链极值法主要分析车架总成上线前冲腰型孔对后续鞍座装配精度的影响。
尺寸链是在一个零件或一台机器的结构中,总有一些相互联系的尺寸,这些尺寸按一定顺序连接成一个封闭的尺寸组,称为尺寸链。
尺寸链具有封闭性和相关性。构成尺寸链的各个尺寸称为环。尺寸链的环分为封闭环和组成环。封闭环即为加工或装配过程中最后自然形成的那个尺寸。组成环尺寸链中除封闭环以外的其他环。根据它们对发封闭环的影响不同,又分为增环和减环。增环:在尺寸链中,当其余组成环不变的情况下,将某一组成环增大,封闭环也随之增大,该组成环即称为“增环”。在尺寸链中,当其余组成环不变的情况下,将某一组成环增大,封闭环却随之减小,该组成环即称为“减环”。
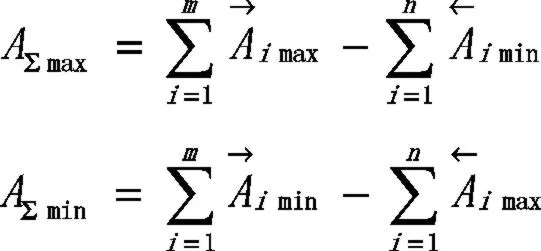
采用极值法计算,计算的出发点是假定尺寸链中各组成环同时获得极限尺寸,即所有增环都获得最大(小)尺寸时,所有减环都获得最小(大)尺寸。对于任何一个总数为N 的独立尺寸链,若其中增环数为m,由于其封闭环只有有一个,则减环数n 为n=N-1-m。
(1)尺寸链封闭环的基本尺寸,等于各增环基本尺寸之和,减去各减环基本尺寸之和。
(2)当多环尺寸链计算时,则封闭环的极限尺寸可写成一般公式为:
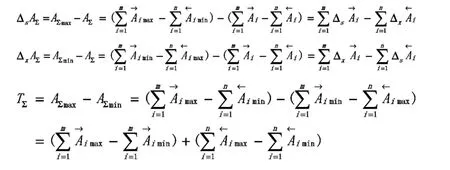
(3)上、下偏差的计算:
鞍座装配尺寸链如下图2:
基础尺寸:

极限值

偏差值
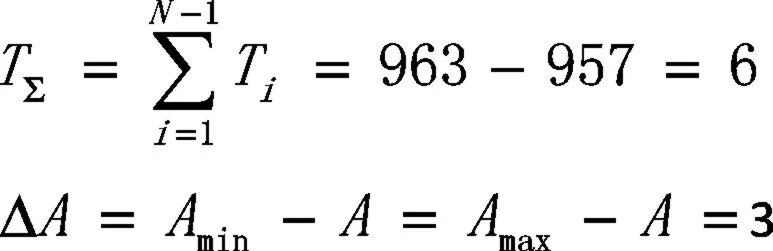
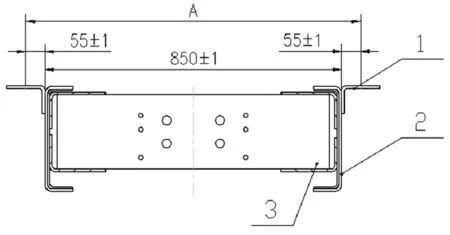
图2
通过极限法得知极限偏差值为3mm,为配合鞍座装配。可使用腰形孔补偿偏差值。例如18x15 或一边20X15 一边Φ 15 的结构即为通过腰形孔补偿装配累计公差;当使用一边大孔径,一边标准孔径时补偿宽度分析的累计公差,但易在车辆行驶方向造成装配偏差。常在鞍座波纹板前后补加了定位块,限制鞍座在车辆行驶方向偏移。
5 结论
本文仅从工艺加工角度对鞍座装配孔做尺寸链极限偏差值分析,零部件结构还需通过CAE 模拟分析鞍座装配偏差极限情况下整车的受力和路试可靠性验证。从市场国内常见车型看,国内主流牵引车鞍座板翼面多加工为长圆孔,国外如奔驰也采用翼面长圆孔结构。将钻圆孔改为冲裁腰形孔,可提升牵引车鞍座孔加工效率的。
