二甲醚精馏塔的设计及优化
2019-08-14吴迪
吴 迪
(贵州东华工程股份有限公司,贵州 贵阳 550002)
二甲醚是一种重要的有机化工原料,不仅能够作为溶剂直接使用,而且是一种理想的清洁燃料[1]。我国石油资源缺乏,二甲醚作为一种毒性低、常温惰性的清洁燃料,因其可替代液化石油气[2]、车用柴油[3]而逐渐受到重视。
1 二甲醚合成路线简介
二甲醚的生产工艺根据其合成路线可以分为一步法和两步法,其中一步法是将合成气(CO+H2)直接合成二甲醚[4],而后精制分离获得高纯二甲醚。
两步法是将合成气(CO+H2)制备为甲醇,而后甲醇脱水制备获得二甲醚[5]。相对两步法,一步法生产二甲醚由于流程短,设备少成为国内外研究的热点[6],但是受催化剂性能及分离难度等影响,该工艺仍然没有实现大规模产业化。目前国内外二甲醚规模化生产均采用两步法工艺。
两步法合成二甲醚分为液相法和气相法,其中液相法[7]以浓硫酸为脱水剂,制备获得二甲醚,由于对设备的需要较高且污染严重,国内外很少采用该方法。
气相法[8]生产二甲醚工艺是甲醇蒸汽在催化剂作用下通过脱水缩合获得二甲醚,反应温度为250~380℃,反应压力为0.6~1.6MPa,甲醇的转化率为75%~80%[9],二甲醚的选择性高达99%[5]。
2 二甲醚精馏塔的设计
气相法制备二甲醚主要设备有二甲醚反应器、二甲醚精馏塔、废水塔及放空尾气洗涤塔,其中二甲醚精馏塔主要用于分离甲醇、二甲醚,在塔顶可以获得二甲醚产品[10]。
根据《HG/T 3934-2007》要求,工业Ⅰ型二甲醚纯度大于99.9%,由于反应中二甲醚的选择性为99%[7],副产物沸点低,无法直接从塔顶获得合乎要求的二甲醚,在设计及实际生产中均采用侧线采出的方式获得高纯二甲醚[11],如何选择合理的塔板数、进料位置、回流量、侧线采出位置及采出量成为设计的重点。
某二甲醚装置设计中,二甲醚精馏塔进料物流组成如表1。
表1 二甲醚精馏塔进料组成
采用Aspen Plus DSTWU模型对二甲醚精馏塔进行初步设计,取回流比为最小回流比的1.5倍,塔顶冷凝器选择气相产品的塔顶冷凝器,塔顶操作压力为1.19MPa[12],规定轻关键组分二甲醚塔顶物质的量回收率为99.9%,重关键组分甲醇塔顶物质的量回收率为0.01%,获得N-R曲线如图1~图2。

图1 二甲醚精馏塔N-R曲线
图2 二甲醚精馏塔N-NxR曲线
由图1可知,随着理论塔板数的增加,最小回流比逐渐减小,当理论塔板数从12块增加至20块时,最小回流比由5.29迅速降至0.95。由图2可知,二甲醚精馏塔合宜的理论板数为23块,此时最小回流比为0.7462,进料位置为第11块板,塔顶和塔釜温度分布为51.2℃和164.9℃。
采用RadFrac模块对二甲醚精馏塔进行严格精馏设计,精馏塔操作参数如表2。
表2 二甲醚精馏塔初步操作参数
此时二甲醚精馏塔进出物流情况如下表3。
表3 二甲醚精馏进出物流组成
由表3可知,进入精馏塔内的不凝气占总物料的0.1%,而二甲醚占总物料的58.77%,根据清晰分割理论可知[13],比轻关键组分轻的含量在0.1%左右的不凝气将由塔顶采出,则塔顶采出物中二甲醚的纯度将低于需求的99.9%。此时塔内各塔板二甲醚浓度分布如图3~图4。
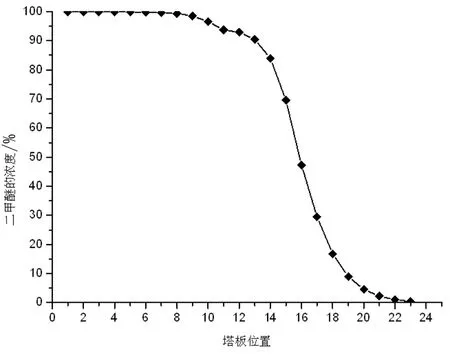
图3 二甲醚精馏塔内气相中二甲醚浓度
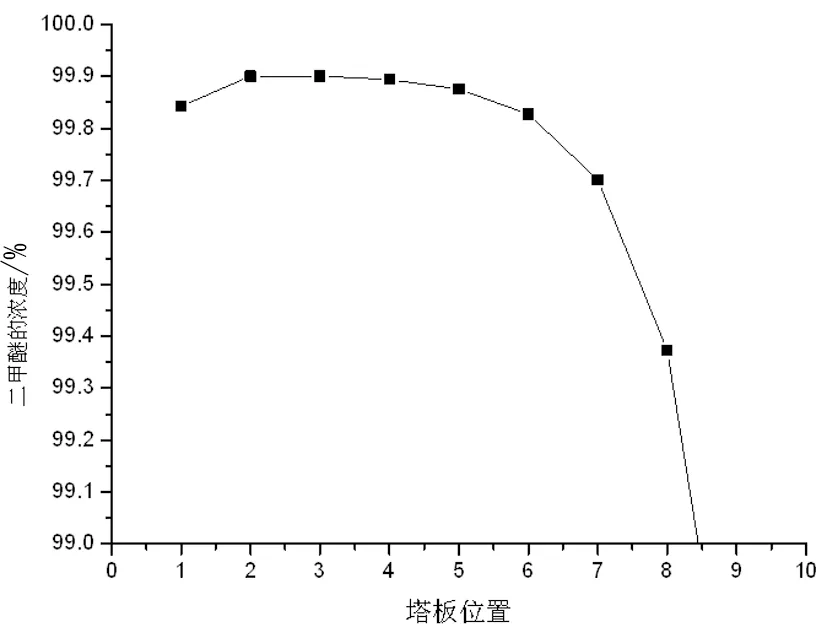
图4 1~8塔板气相中二甲醚浓度
由图3可知,二甲醚精馏塔内气相中二甲醚的浓度自塔顶向塔釜逐渐降低。由4图可知,塔顶二甲醚的浓度呈现先增后降趋势,其中2~3块板上二甲醚的浓度均大于99.9%,满足工艺要求,故可以自2~3块板气相侧线采出物料。对精馏塔进料位置进行优化,其优化结果如表4。

表4 不同进料位置二甲醚精馏塔热负荷
由表4可知,随着进料位置下移,塔顶冷凝器、塔釜再沸器、全塔热负荷逐渐减小,当进料板位置为13时,冷凝器热负荷为-3.7834MW,再沸器热负荷为9.5214MW,总热负荷为13.3048MW,二甲醚浓度为99.9038%。
在实际操作过程中,需要控制产品二甲醚的纯度,通过Aspen Plus灵敏度分析功能研究侧线采出量、回流量对二甲醚纯度及塔顶冷凝温度的影响如图5。
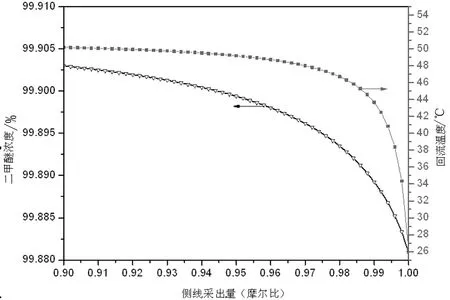
图5 侧线采出量对二甲醚浓度、回流温度的影响
由图5可知,随着侧线采出量的增加,二甲醚的浓度、塔顶回流温度逐渐降低,当侧线采出量小于0.944时,侧线物料中二甲醚的浓度为99.9%,满足二甲醚的纯度要求,此时塔顶回流温度为49.4℃。
由图6可知,随着塔顶回流量增加,侧线采出物料中的二甲醚的浓度逐渐增加,而塔顶回流温度则逐渐降低,当塔顶回流量为28250kg/h时,侧线物料中二甲醚的浓度为99.9%,满足二甲醚的纯度要求,此时塔顶回流温度为49.4℃。
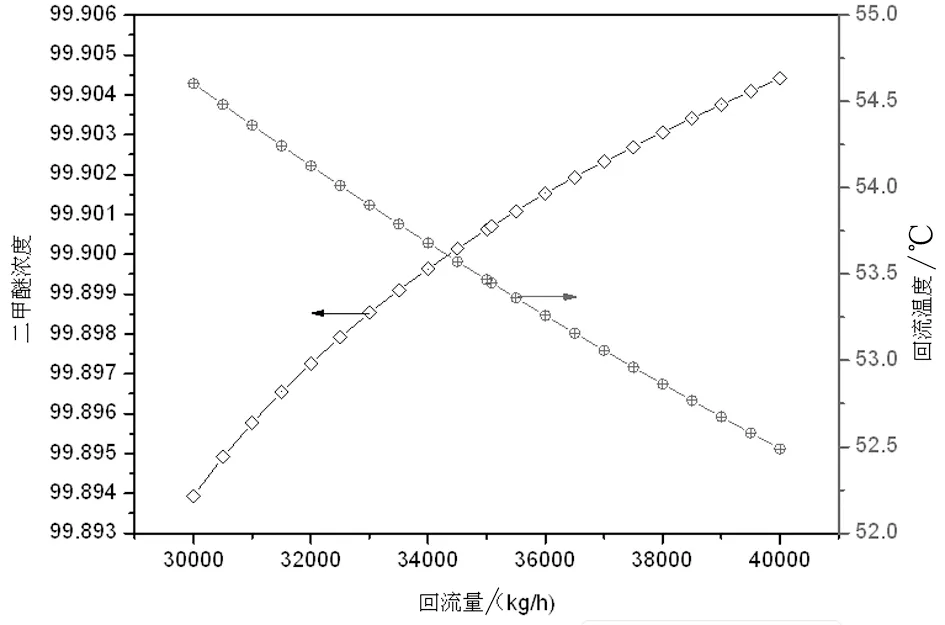
图6 塔顶回流量对二甲醚浓度、回流温度的影响
经过多次优化二甲醚精馏塔最终操作参数如表5。
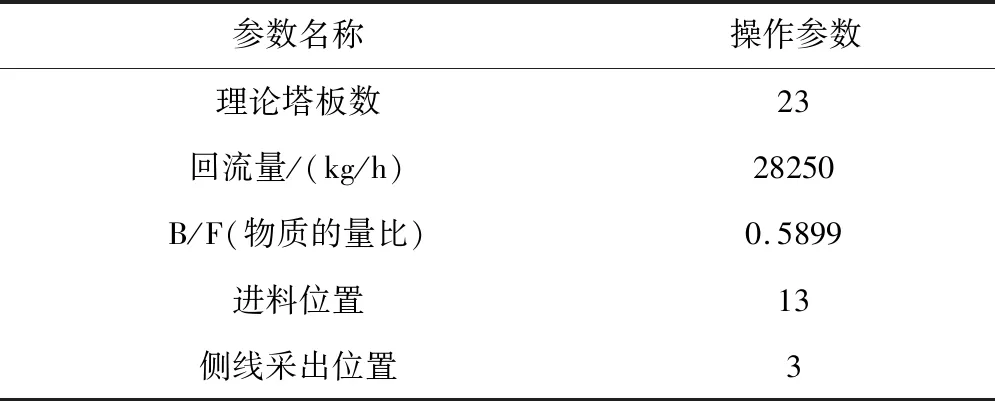
表5 二甲醚精馏塔操作参数
此时二甲醚精馏塔进出物流情况如表6。
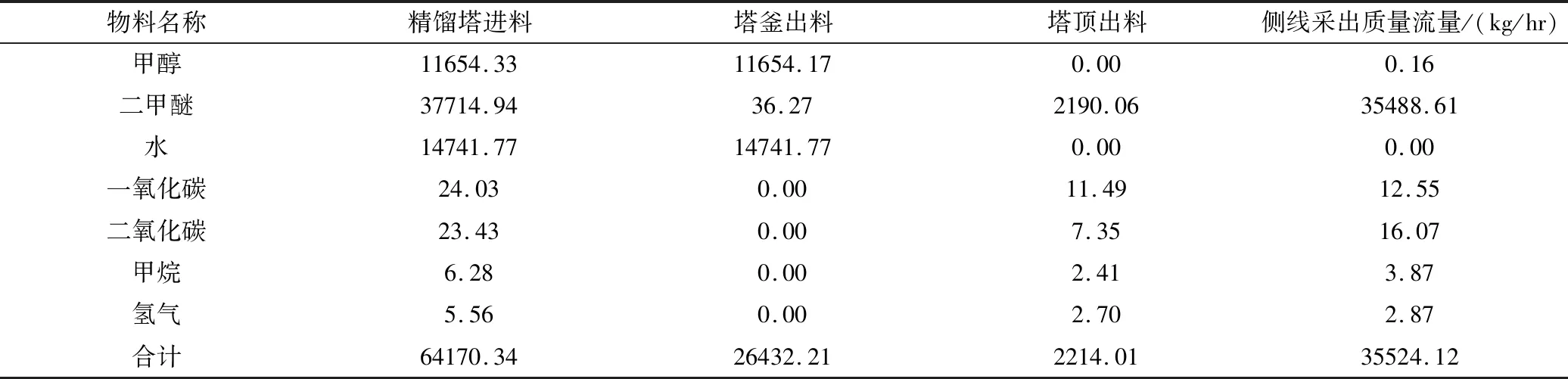
表6 二甲醚精馏进出物流组成
3 结论
由于甲醇气相法制备二甲醚副产物是不凝性气体,故无法从二甲醚精馏塔塔顶直接获得纯度高达99.9%的二甲醚,在不增加精馏塔的情况下,可以通过侧线采出的方式从二甲醚精馏塔直接获得符合要求的二甲醚。
气相中二甲醚浓度自塔顶到塔釜呈现先增加后降低趋势,其中在精馏段第2~3块塔板位置气相中二甲醚浓度最大,可以在此位置采出获得高纯二甲醚。
二甲醚进料位置直接影响塔顶冷凝器、塔釜再沸器的热负荷及侧线采出中产品纯度,随着进料位置的下移,精馏段塔板数增加,精馏塔塔顶、塔釜热负荷逐渐降低,侧线物料中二甲醚的浓度逐渐增大。
二甲醚精馏塔侧线采出量及塔顶回流量均会影响塔顶冷凝器冷凝温度及侧线采出中二甲醚浓度,在实际操作中可以通过调整塔顶回流量及侧线采出量调控成品二甲醚的纯度。
