大功率等离子切割技术在煤矿机械中的应用
2019-08-10邢刚张彩霞
邢刚 张彩霞
摘要:我国金属加工行业使用的数控切割机,主要是以数控火焰和数控等离子切割机为主。伴随现代生产的需求,纯火焰切割已不能适应,多用数控等离子切割机。等离子切割机可满足不同材料、不同厚度的金属板材的下料及金属零件的加工需求,本文介绍了等离子切割不同材质零件的工艺参数,研究了在一定的范围内,应用大功率等离子切割代替火焰切割,既节约成本,又提高生产效率。
Abstract: China's metal processing industry used CNC cutting machine, mainly CNC flame and CNC plasma cutting machine. With the needs of modern production, pure flame cutting has been unable to adapt, multi-purpose CNC plasma cutting machine. Plasma cutting machine can meet the different material and different thickness of the sheet metal and metal parts processing requirements, this paper introduces the technological parameters of plasma cutting parts made of different materials and research in a certain range, the application of high power plasma cutting instead of flame cutting, saves cost, and improve production efficiency.
关键词:等离子切割;切割工艺;切割成本
Key words: plasma cutting;cutting technology;cutting costs
中图分类号:TG483 文献标识码:A 文章编号:1006-4311(2019)17-0174-03
0 引言
在现代工业制造领域,板材下料是基础工艺之一。切割方法较多,在煤矿机械设备中,其零件以中厚板居多。火焰与等离子都可切割普通碳钢,等离子切割的优势在于切割热变形小、切割表面平整光滑、热影响区极小,且切割薄板的速度是火焰切割5倍左右;此外在配合不同的切割气体的情况下,等离子切割还可用于铜、铝、镍、钛以及不锈钢等有色金属的切割。
等离子切割是一种熔化切割,在切割时,母材被等离子束熔化,并被气流吹走从而形成切槽。其中被压缩的等离子弧来自等离子电源,为了冷却钨电极,电源一般采用直流正接或方波交流,电弧的温度高达15000℃-30000℃,能量消耗相对较大,能够快速熔化金属等,进而可以切割高合金钢、铜及其铜合金、铝及其铝合金等。等离子切割具有切割速度快、质量好等优点,不但可以切割碳素钢、低合金钢、高合金钢等黑色金属,还可切割不锈钢、铝、铜、钛等有色金属,切割材质种类较火焰切割广。本文进行大功率等离子切割工艺技术的研究,应用于煤礦机械设备的下料中,可大幅提高切割质量,改善劳动条件。
1 大功率等离子切割范围
等离子弧是由自由弧压缩而来,自由弧的柱截面积正比于功率,而在气压、电压和磁场的作用下,柱状的自由弧压缩成等离子弧。等离子电源功率不同,切割厚度也不同。我公司拥有两台美国飞马特400A精细切割电源的大功率德国梅塞尔切割机,可切割的板材厚度范围,一般来说介于0.5mm至80mm之间。
2 影响等离子切割质量的重要因素
2.1 气体
等离子装置使用的气体必须达到纯度的要求。要求氧气、氮气的纯度≥99.995%,空气清洁,干燥,无油。否则会引起切割质量下降,等离子切割的消耗件使用寿命会急剧缩短,甚至致使等离子切割机运转不正常,所以,气体的纯度要求必须达到。配合不同的气体,可切割不同的材质,例如:使用氩气+氢气可切割高合金钢、有色金属;使用氧气可切割结构钢;使用压缩空气可切割结构钢、铬镍钢;使用氮气可切割高合金钢、铝、钛、铜等。
2.2 割速
无论是等离子切割还是火焰切割,切割速度都是影响切割质量的重要因素,所切割零件的材质和厚度不相同,相对应的切割速度也不同。割速过快,会形成相对较大的后拖量,这是由于气流不能快速吹走熔渣造成的,进而会使切割面挂渣严重,直接影响切割质量;割速过低,会使切口变宽、切口挂渣集中不易清理,致使切割质量下降。所以,合理的割速范围需要掌握材质特性、设备与切割特性,通过切割试验来获取是最准确的。
2.3 切割电流
等离子切割能力是由切割电流决定的。切割电流越大,电弧能量越集中,割速便随之增大,切割能力得以提高;但切割电流不可过大,否则会致使割嘴因热负荷过大而损伤或直接损坏,这样就造成切割质量的下降。所以,深入理解和掌握等离子切割工艺参数是很有必要的,根据所切割材质的厚度大小来选择最佳切割速度和切割电流的大小。
2.4 割嘴高度
等离子切割一般采用恒流外特征电源,或者采用陡降外特征的电源,割嘴端面与切割表面的高度越大,弧长就越长,致使电弧功率升高,所以导致弧柱损失的能量增加,造成能量的损失就会影响气流的吹力,进而影响切割质量。
3 等离子切割效果与工艺参数
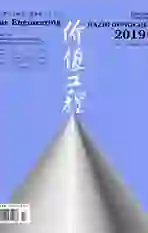
本文进行了不同材质不同厚度切割调试,切割板材种类及实验图如图1所示。
在不同材质不同厚度切割调试中,多次调试了割速、切割高度等等离子切割重要参数,调试后较稳定参数如表1所示。
4 等离子切割软化区测试
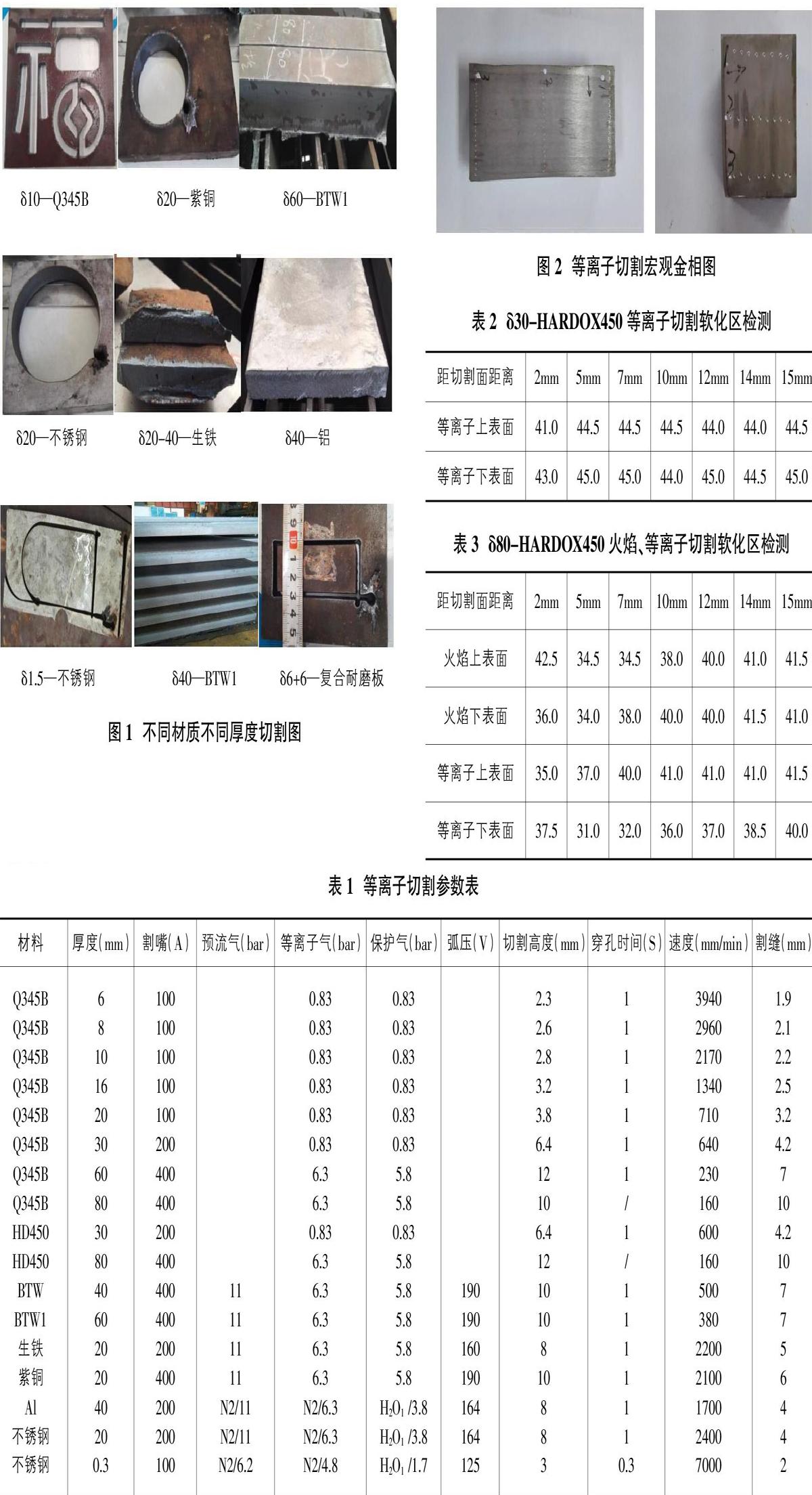
本文对火焰切割和等离子切割软化区进行了测试和对比。图2所示切割后宏观金相图,从金相图中可以看出,30mm板材时,等离子切割热影响区极小,在1-2mm内,而板厚在80mm时,等离子切割软化区增大,在切割下表面达到10mm,切割宏观金相图如图2所示,软化区测试见表2和表3。
从测试中可以看出,等离子切割适合中薄板的切割。
5 切割成本
从费用支出项目来看,在使用数控等离子切割时,其费用主要有一般费用,维护费用,服务费用,气体费用,消耗品以及割炬成本,电力成本以及其他需要考虑的成本,如材料吊装设备,环境控制设备,安全装置等等。这里我们为了便于比较,对于和火焰切割类似的费用支出我们将不再并入支出项目之列。总结来看,等离子切割主要费用支出为电力成本,气体成本,消耗品成本以及人工成本。
6 结束语
本文通过研究大功率等离子切割技术表明,在煤矿机械设备生产过程中,使用大功率等离子切割20mm以内的黑色金属,可实现切割质量优、成本低,促进降本增效。
参考文献:
[1]机械工程手册.北京:机械工业出版社,1996.
[2]金属材料化学成分与力学性能手册.北京:机械工业出版社,2013.
[3]张光先,李爱文,陈培红.大功率串联谐振式逆变焊机的设计与研究[J].电力电子技术,1996(04).
作者简介:邢刚(1986-),男,河北张家口人,工程师,国际焊接工程师(IWE),本科,从事焊接与切割工艺方面的研究。