数控车加工规范作业格式的探索与推广
2019-08-08林维裕
[摘 要]通过讨论数控车理论作业的规范格式和车工编程的通用格式,希望对学生的学習能起到事半功倍的作用。
[关键词]数控车;作业;规范格式;编程通用格式;作用
一、引言
在数控车加工理论教学过程中,为了了解学生对所学内容的掌握程度,我们经常会给学生布置作业。通过批改学生上交作业的完成质量来评判学生的掌握情况。然而多数老师布置作业的形式很单一,无非就是一张轴孔类零件简图,附加一些作业要求。对于这种类型作业,学生经常会无从下手。以至于上交的作业五花八门,让批改作业的老师看得眼花缭乱。那么有没有一种规范的作业格式,既可以让学生做地有章可循,又能让学生写地井然有序,还能让老师批改起来有条不紊。
二、数控车加工规范作业格式
(一)分析图形,建立坐标,找准节点
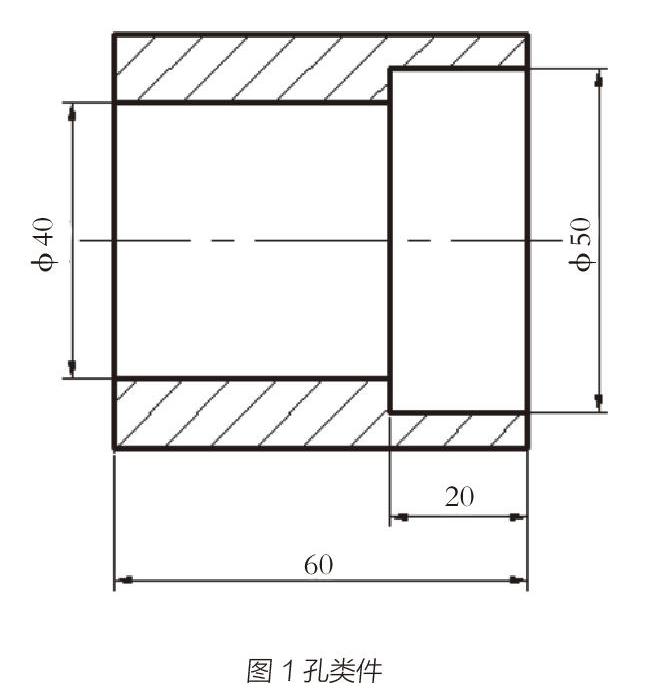
下图是一孔类件,孔的右端是一个Φ50×20的孔,左端是一个Φ40×40的孔。该孔类件应该是从右往左加工,坐标系建立如图1所示,节点共4个,坐标值分别为(50,0)、(50,-20)、(40,-20)、(40,-60)。
(二)刀具选择
该零件为孔类件,刀具选择内孔镗刀,材料是硬质合金刀具。
(三)切削参数选择
坯料材料是45钢,根据其物理和综合力学性能,查找机械加工切削手册。建议切削进给率f=0.3mm/min,背吃刀量ap=2mm,切削加工速度取Vc=90m/min,那么根据公式转速n=1000Vc/(π.d)=1000×90÷π÷40≈750r/min。综合考虑坯料材料的各种性能和刀具的切削性能,最终选择加工转速n=500r/min。即切削参数:f=0.3mm/min;ap=2mm;Vc=90m/min;n=500r/min。
(四)切削循环指令选择
本题中加工的是孔类件,加工是从左向右,轮廓是不断减小的,符合单调递减规律。所以选择G71循环指令来进行加工,G71内孔编程通用格式如下。
N10 O0001;程序号为1 N20 G0X100Z100;安全换刀点
N30 T0101;1号刀位,1号刀补
N40 M03S____;主轴正转,转速为___r/min
N50 G0XΦ坯料-5~10mmZ10;安全起刀点
N60 G71U__R__;单边被吃刀量ap=__mm,退刀量__mm
N70 G71P80Q110U1F0.3; 精加工余量1mm, 进给率f=0.3mm/min
N80 G1X___;孔右端最大内径____mm N90 Z-___;切深____mm N100 ……;N110……;N120 X____;安全退刀N130 G0Z100; N140 X100; 返回安全起刀点N150 M30; 程序结束
(五)孔类件加工程序
N10 00001;程序号为1 N20 G0X100Z100;安全换刀点N30 T0101;刀具选择,1号刀位N40 M03S500;主轴正转,转速为500r/min N50 G0X32Z10; 安全起刀点N60 G71U2R1;单边被吃刀量ap=2mm,退刀量1mm。N70 G71P80Q20U1F0.3;精加工余量1mm,进给率f=0.3mm/min N80 G1X50;孔右端最大内径50mm N90 Z-20;切深20mm N100 X40; 孔左端最大内径50mm N110 Z-65;多切5mm,工艺要求N120 X32;安全退刀N130 G0Z100;N140 X100;返回安全起刀点N150 M30;程序结束
三、后记
教学要想做到因材施教,就必须先了解我校学生的实际情况。本校学生文化底子薄,而且大多想通过短时间来学会数控编程。所以针对这种需求和学生的实际情况,总结出编程的通用格式和作业的规范格式,以供学生参考和学习使用,以便达到事半功倍的效果。
参考文献:
[1]曹淑芬.数控车典型配合件的加工工艺设计[J].内燃机与配件,2017(24).
[2]张秀萍.复杂配合件的编程与加工[J].机械设计与制造工程,2017(7).
[作者简介]
林维裕,男,浙江工业大学教育科学与技术学院在职研究生,福建省上杭职业中专学校机电专业讲师,主要研究方向为中职机电技术应用专业课程教学改革与教法创新。
[作者单位]
浙江工业大学教育科学与技术学院
(编辑:温子超)
