选煤厂刮板机跳链自动检测及防范措施
2019-08-08何永彬袁小霞
何永彬,李 立,王 斌,袁小霞
(神东煤炭集团洗选中心 补连塔选煤厂,内蒙古 鄂尔多斯 017209)
0 引言
补连塔选煤厂是一座特大型现代化矿井型选煤厂,位于内蒙古自治区伊金霍洛旗乌兰木伦镇,隶属中国神华神东煤炭集团洗选中心。该厂于1997年10月18日建成投产,经两次改扩建投产后,目前全厂矿井原煤设计处理能力达22.0 Mt/a。
刮板输送机是各选煤厂最常用的运输转载设备,常用于原煤分级或入洗煤的配煤、产品煤的配仓、中间产品煤掺配。与常用的运输设备胶带输送机相比,不足之处主要是在生产过程中噪音比较大、易造成块煤的过粉碎及设备磨损快、且维修保养工作量较大、运输距离小[1-2]。但刮板运输机具有入料灵活、多点卸料、密闭性能好、粉尘小、运输角度大、不易撒煤、正反转灵活切换等特点,特别适用于需要多点卸料、配煤的条件以及需要侧向移动的运输环境。
刮板输送机日常故障主要是断链、跳链、刮板弯曲、磨损、刮板折断、卡阻等,这些故障一旦发生,检修工作量大,就会出现影响系统生产时间较长的情况,且所需的检修维护人员也较多。如何准确判断刮板机故障的发生,从而提前停车进行处理,防止事故进一步扩大,是刮板输送机保护需要解决的问题。因现有刮板输送机针对以上故障判断基本处于起步阶段,没有能够完全解决问题的相关保护类型。而刮板机在跳链的故障判断更为重要,因为此类故障一旦发生,直接会导致刮板输送机链条、连接环、头尾轮等全部破坏,修复会长时间影响生产。
刮板运输机的机械主体由槽箱、传动设备、机头轮组、机尾轮组、刮板链构成[3-4]。槽箱一般都是钢板焊接制造,刮板机内衬有铸石板、钢板等。刮板链条主要有环形链和连接环构成,按照一定的尺寸和方式连接而成。刮板输送机在正常工况下,传动装置通过机头头轮轮组带动槽箱底部的刮板链向着一个方向运动,此时链条就会带动刮板机刮板向一个方向运行,而刮板机刮板是垂直于链条运行方向的,这样刮板就可带动物料向刮板机链条运行的方向移动。在运行方向前方出料端卸料后刮板链绕过机头头轮组向反方向回行,以此往复。
1 刮板输送机跳链原因分析
刮板输送机在运行中最常见的故障是跳链,跳链的部位多发生在机头和机尾[5-6]。引发跳链的原因比较复杂。如链条松和刮板机的底板不平;链轮与链条节距不符、双链链条长度误差;链条张紧度不够(松),这样在机尾处很容易形成堆积,导致跳链,所以计算预紧力很重要,不能过紧,如果过紧链条和中部槽都容易磨损。刮板被物料或舌板等卡住也会跳链;连接螺栓损变细、马蹄环孔磨大,会使链条节距拉大,运行中与链轮(牙轮)齿不吻合,就会跳链;链轮齿面和齿槽磨损,使链轮节径变小,链轮节距与链条节距不吻合,也会造成跳链;两侧条链的松紧不一致,也会跳链;进料不稳定,入料偏、过载也会导致跳链。
刮板机发生跳链故障时,很少有两边链条同时脱离链轮的情况,一般都是一侧链条跳脱链轮,导致两边的链条错位,使刮板与链条呈倾斜状态运行。此时,如果能及时发现并停车处理,短时间就可正常运转。但是,如果不能及时的发现处理,错位越来越大,就容易造成链条拉断、破坏铸石槽箱或链条滑道,拉翻机座等事故,使跳链故障的危害程度扩大。
由于引发刮板输送机跳链的原因较复杂,影响因素较多,故很难针对所有影响因素采取相应措施以彻底消除跳链事故的发生。根据对刮板机跳链故障的分析可知,无论是何种原因造成的跳链故障,其主要表现为两边牵引链条的错位和刮板歪斜。因此,可根据这一故障现象设计一种刮板输送机运行状态的监测装置,及时发现故障并快速处理,避免跳链故障带来的危害,最大限度地减少对正常生产的影响。
2 刮板机跳链自动检测装置与可行性分析
2.1 新型刮板运输机跳链预警装置设计机构组成
根据现场刮板机发生故障时的运行特点设计制作跳链保护,安装于刮板机机头或机尾能及时检测到刮板机跳链的发生且能有效避免误动作。刮板运输机跳链预警装置,该系统主要由主接近开关固定架、内置压力弹簧、感应杆、固定架、密封端盖、缸体、滑动杆、受力弧形板组成,具体如图1所示。
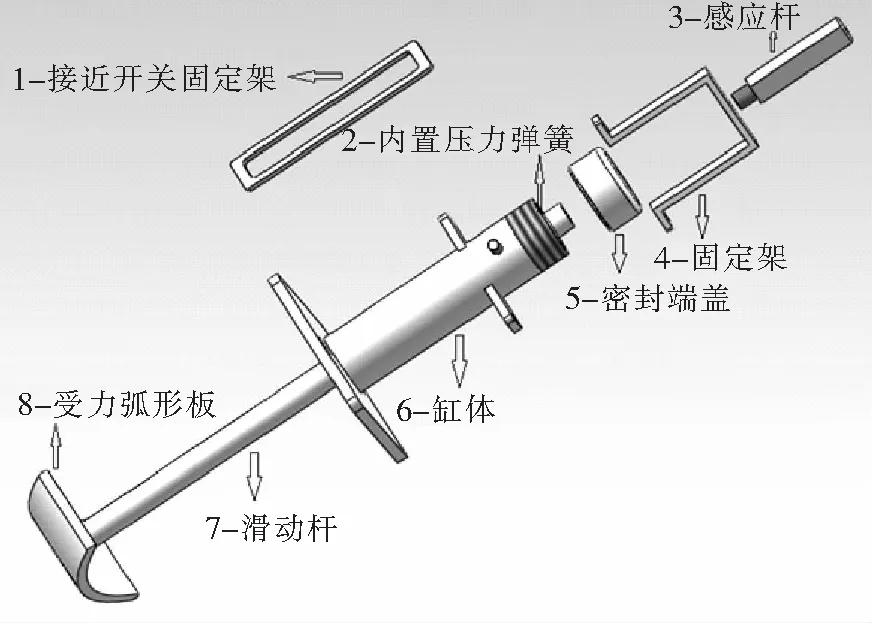
图1 刮板运输机跳链预警装置组成
其中,接近开关固定架用于安装接近开关,调节与感应杆距离;内置压力弹簧在发生跳链故障时,滑动杆向上移动后,内置弹簧能使滑动杆恢复到安装位置。在发生跳链故障时,滑动杆向上移动带动感应杆向上移动,接近开关返回信号至PLC,通过PLC在上位画面产生预警。感应杆固定架可防止感应杆及滑动杆旋转发生误动作或不动作。密封端盖可限制缸内弹簧上限位,密封缸体防止缸体内进入煤尘等导致保护不灵敏。缸体用于与刮板机固定及限制滑动杆位移,为滑动杆恢复和调力弹簧形成密封空间。滑动杆主要用于连接受力弧形板和感应杆。当刮板机头尾链轮处发生跳链时,跳出的链条迫使弧形板向上移动,弧形板设计符合刮板机发生跳链时的移动轨迹设计。
2.2 新型刮板机跳链预警装置工作原理
刮板机在运行过程中由于各种原因造成刮板机运行的不平稳,从而造成跳链。根据实际所用刮板运输机大小及头轮与刮板运输机顶箱盖距离安装刮板运输机预警装置。当刮板运输机发生跳链时,受力弧形板受到跳链后刮板输送机头轮出链条向上的力,感应杆在滑动杆的带动下,向上运动,感应杆将触发接近开关固定架处安装的接近开关发出信号,PLC将接收到接近开关固定架处安装的接近开关的信号,同时将该信号反馈至上位画面,上位画面显示该刮板输送机跳链,同时PLC将通过CPU程序将该刮板输送机停车,防止跳链后事故扩大。
2.3 新型刮板机跳链预警装置创新点
与脉冲循环计时器检测装置对比:脉冲循环计时器是利用连接的两电刷(软钢丝绳制作)分别安装于刮板机槽箱上方沿宽度方向的两端并垂直于链条运行方向,使刮板输送机运行时刮板两端正好能同时从两电刷扫过。根据刮板机运行速度和刮板间距,计时器的延时时间设定为0~10 s,使其略长于两刮板依次扫过电刷的间隔时间。较该监控装置,新型刮板机跳链预警装置能有效的避免因刮板机刮板变形而引起的误动作等,有效避免生产系统因设备误动作而导致的生产效率低,设备没有检修时间,机修人员跟随故障跑等因素。
新型刮板机跳链预警装置的优点:对恢复机构部分进行创新,较原用跳链保护将弹簧及移动杆置于刮板机盖板外部并进行密封处理,有效避免锈蚀或煤泥卡组弹簧致使跳链机构失去作用。受力板采用多角度设计,因移动杆与受力板用螺栓固定,所以对不同类型刮板机头尾链轮组可选用适合角度的受力板,避免误动作或漏动作。机构维护简单,拆装方便。新型刮板机跳链保护的每个部件均可灵活拆卸,维护或更换时无需将刮板机盖板拆开,只需打开观察口就可实现安装与调试工作。保护实现有缓冲余量调节,有效避免误动作及保护自身不被损坏。新型刮板机跳链保护填补了现关于矿山用刮板机发生跳链故障监测报警保护的空白。对比其他跳链保护,新型刮板机跳链保护监测更准确,造价低廉。
2.4 刮板输送机自动检测可行性分析
针对目前选煤厂所用刮板输送机跳链预警装置安装于刮板机内部存在的缺陷,设计一种新型的刮板输送机跳链预警装置,该装置主体部分安装于刮板输送机外部,防止因输送物料等杂物造成的预警装置的误动作,同时延长该装置的寿命,降低日常设备的维护量,该装置结构简单、运行可靠、维护量小、造价低廉、便于实施。可解决选煤厂刮板运输机跳链后岗位工无法及时发现,造成刮板断链、断刮板等事故扩大问题。可解决现有刮板运输机跳链预警保护锈蚀的问题,现有刮板运输机跳链预警保护损坏快、维修量大的问题;可解决传统保护装置检测不准确、误动作的问题并实现多类型刮板机安装的要求问题。
3 刮板输送机跳链的后续防范措施
3.1 严格控制安装质量
安装时,应清点元件数量,按安装顺序装车运输,以防止元件不足时用旧件替代。对工作面切眼底板进行整理(特别是将废旧金属物清理干净),确定机头、机尾位置,同时应预留机头的安装高度或进行处理以满足安装高度,防止安装位置错误需要增补部件,或因卸载高度不够损坏链条。按设备要求进行维护检修,紧固刮板螺栓,对装反的链条、刮板必须返工。
3.2 加强设备的维护管理
在设备运行中,杜绝使用不合格的链条、链接环。严防输送机过负荷工作,紧链时防止链条过松或过紧。使用旧链条时,须将等长度的链条成对捆绑使用,如果无法找到同长度链条时,可将长链从中断开成两节捆绑使用,严禁不等长度链条混用,严禁使用破断强度不够的链条。实行定期定点检修制,按要求定期更换机头机尾链轮,以减少链轮和链条的磨损。
3.3 刮板机紧链的故障措施
紧链,顺时针旋转紧链器—顶紧(张紧)锁紧丝杠—锁紧张紧丝杠锁母,防止刮板机运行过程中由于振动导致丝杠松动—逆时针旋转紧链器2~3圈,防止刮板机在运行过程中紧链器受力—两紧链器可以微量调节,但是两紧链器误差不得超过30 mm。飘链的原因是槽底不平,细粒物进入链条下方,解决方法为槽底增加清扫器。跳链的原因是链条松或卸料不彻底块状物入链轮内,解决方法为及时张紧刮板链条。链条两侧张紧度不一致的原因是机体本身不够平直或给料,解决方法为调整槽体,改进给料位置。
3.4 刮板机相关部件检查标准
刮板机的链条磨损量不得超过原链条的35%,否则必须立即更换,磨损料超过20%时,链条可以旋转180°,如链条φ26×92-9c,当链条磨损到直径的35%(26×0.35=9.1 mm)必须更换;当链条磨损到直径的20%(26×0.2=5.2 mm)时,链条旋转180°。当刮板测量磨损到与马蹄环平面几乎相同时需更换或补焊,尾轮倾斜左右倾斜偏度不得超过30 mm,超过会导致尾轮高温,拉紧丝杠易断裂,齿牙磨损快或易跳链。弧形板、牙轮、拨链器链条与弧形板摩擦的部位,磨损量超过原板厚度的1/3时,需补焊或更换。弧形板与链轮之间的缝隙超过5 mm时,必须更换。拨链器左右摆动灵活,磨损较大及时补焊;底板、侧板、压链器磨损量,只能目测,根据实际情况判断检修处理。
3.5 日常操作注意事项
起动前要发出信号,先断续点动,隔几秒钟再正式启动。其目的,一是检验刮板输送机运行是正转还是反转;二是断续点动代替警戒信号,警示在输送机附近工作或行走的人员。为防止强行带负荷启动,一般情况下都要先启动刮板输送机,然后再装煤。如果连续两次不能起动,必须找出原因并处理好后再启动。
无论是否集中控制,都要由外向里沿逆煤流方向依次启动,刮板输送机停止运转时,不得向输送机内装煤,不得向溜槽里装超粒度物料,防止大块物料卡刮溜槽而造成事故,停机时由里向外沿顺煤流方向依次停止运转。无煤时,禁止刮板输送机长时间空转。
设备在运行过程中检查的注意事项主要有:①检查链子的松紧程度,紧链装置应调整灵活,前后溜槽应通畅,卸料口闸板应平整严密,开关灵活;②检查料槽是否有杂物堵塞,定期清理吊挂的杂物;③检查槽箱内耐磨铸石板或钢板是否松动或脱落,滑道有无断裂,错位。检查刮板是否弯曲、变形或断裂,链条有无断裂;④注意观察链条、刮板运行情况,链轮及链子的啮合情况,注意链轮轴的温度是否过高;⑤发现链条掉链或跳链应立即停机处理,处理时应使用木楔垫于机头链轮点动设备,操作时要严格执行“停送电制度”,禁止使用其它铁器硬脆性物垫;⑥发现严重飘链、刮板断裂、螺栓脱落、链子脱节必须停机处理;⑦注意电机、减速器、各部轴承的温升情况,电机温升不能高于35 ℃,减速器、各部轴承温升不得高于30 ℃;⑧经常观察卸料及入料料槽,严防堵塞,保证物料及时卸落。
3.6 提高职工技术素质
凡经过培训后从事检修工作的员工,工作效率高,返工率低,输送机故障率也低。因此只有加强培训,提高职工的技术素质,才能防止不正常故障的发生,减少不安全因素的发生,提高煤矿生产的经济效益。
4 结语
新型刮板机跳链保护在补连塔选煤厂刮板机试用,试用效果良好,保护监测准确,无误动作。可有效监测刮板机跳链故障发生,降低了刮板机因跳链故障造成刮板机链条及刮板等损失。以补连塔选煤厂刮板机发生跳链故障为例,因发生跳链故障未能及时发现引发较大故障每年约10次,每次故障影响时间平均按照3 h,每年可避免30 h故障抢修及材料损失。解决了现有刮板运输机跳链预警保护锈蚀的问题及现有刮板运输机跳链预警保护损坏快、维修量大的问题;解决了传统保护装置检测不准确、误动作的问题,可同时满足一种保护多类型刮板机安装的要求。
