板带轧机振动研究
2019-08-08
(中冶京诚工程技术有限公司轧钢与金属加工工程技术所,北京 100176)
板带轧机振动问题是轧机自身携带问题,虽然近些年提高了轧制速度,改进了轧制技术,但是未能解决轧机振动问题[1]。
由于轧机在作业过程中产生振动,对其内部零件及轧材质量造成了严重影响,为了解决此问题,我国加大了轧制生产效率控制力度,并提出了一些问题解决研究思路[2]。在此时代背景下,本文通过构建模型,对板带轧机振动问题展开全面分析。
1 板带轧机振动问题分析
目前,对于板带轧机振动问题的分析,主要以轴承、传动轴、电机、液压缸等零件作为重点研究对象,通过构建振动模型,探究振动响应特征,提出一些抑制措施[3]。由于国内在此方面研究较少,所以,大部分研究通过引进国外建模思想展开研究[4]。本文在对板带轧机振动问题进行研究时,引用空间动力模型,对基于四辊热轧板带轧机振动展开研究。
2 基于四辊热轧板带轧机振动研究
2.1 模型的构建
本文依据轧板带轧机结构特点,模拟动力学模型,如图1所示。该模型由两部分组成,即主系统及分支系统。前者包含2个万向接轴和4个轧辊,后者包含液压缸、轴承座、机架3部分。
模型中,轧机梁由万向接轴和轧辊组合而成,以此承接作用力。轴承座为刚体,本文以传动侧轴承座为例,对轧机振动模型结构进行介绍。上轴承和下轴承与机架、轧辊建立连接,用不同颜色分别标记多个位置作用点。其中,红色点代表承辊轴受下垫板和液压缸作用力分布点;粉色代表轴承座与轧辊之间相互作用力分布点;绿色点代表轴承座受机架挡板相互作用产生力分布点;紫色点代表轴承座与机架侧面相互作用产生力分布点。粉点作用力是绿点、紫点、红点作用力的集中点。在探究传动侧轴承座受力时,考虑到其未受挡板作用,在原有基础上去除绿点作用。利用模拟软件将受力转化为多个弹簧受力,沿轧辊轴线方向布设,利用洋红色点标注。
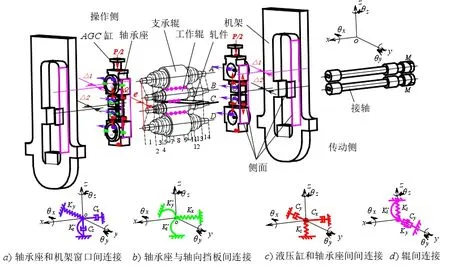
图1 基于四辊热轧板带轧机振动模型
2.2 振动响应分析
本文选取轧制1.6mm情况下振动展开响应分析,采用时域分析法,描述各个阶段负载变化情况,并对信号进行解读。
2.2.1 轧制过程时域描述
如图2所示为板带轧制扭振应变时域曲线,该曲线记录各个阶段负载变化。

图2 板带轧制扭振应变时域曲线
在图2中,记录了轧件咬入瞬间和甩出瞬间时域变化信号,咬入瞬间,轧机负载,当其转换到甩出状态一瞬间,生产卸载信号。除此之外,中间信号变化曲线分为4个阶段分别分析,具体划分如图2所示。第1阶段:板带轧制操作,维持时间大约25秒,随着轧机的振动生成变化波形,稳定一段时间后呈现出上涨趋势;第2阶段:自激起振,生成波形振动幅度较大,维持大约20秒,从整体来看,此阶段曲线为连续葫芦状;第3阶段:轧机扰动阶段,生成曲线振幅逐渐减小,拍振消失,维持时间8秒;第4阶段:振幅增加自激振动,与前几个阶段相比,此阶段振幅较大,并且伴随着噪声,此阶段曲线维持时间大约37秒。
2.2.2 信号解读
由于第3阶段维持时间较短,曲线振幅较小,拍振消失,板带轧机振动不明显,因此,本文在对信号进行解读时,忽略此阶段,分别对1、2、4阶段信号展开研究。
(1)第1阶段信号解读:此阶段随着轧制时间的延长,产生的应变信号振幅微幅增加,形成稳定信号。由于轧机辊系稳定性较差,在整个轧制期间,各个轧辊之间动态交叉较为频繁,导致应变信号和扭矩发生变化,呈现出明显增加趋势。由此可以推理,板带轧制初期,各个轧辊之间存在较为明显的动态交叉变化趋势。
(2)第2阶段信号解读:该阶段信号上接轴和下接轴生成曲线相似,本文以上接轴为例,分析扭振应变信号特性。整个阶段拍振呈现出明显的下降趋势,与此同时,拍振频率随之增加,依据空间振动理论可知,当自激频率等于固有频率时,拍振下降。
(3)第4阶段信号解读:通过观察该阶段的时域曲线分布情况可知,轧机共振频率变化较为明显,并且部分曲线与第1阶段共振频率大小相同。所以,此阶段轧机系统出现自激振动情况,其他时域阶段存在轧件咬入冲击及系统激励情况。
2.3 板带轧机振动抑制思路
通过分析板带轧机振动时域分布情况,本文基于轧制自激振动理论,提出以下两种振动抑制思路。
2.3.1 静定稳定轧机设计研究
本文通过对比分析静定稳定型轧机振动特性及非稳定型轧机振动特性,合理选取轧机结构设计方法,并提出设计思路。如表1所示为两种情况下轧机振动特性统计表。
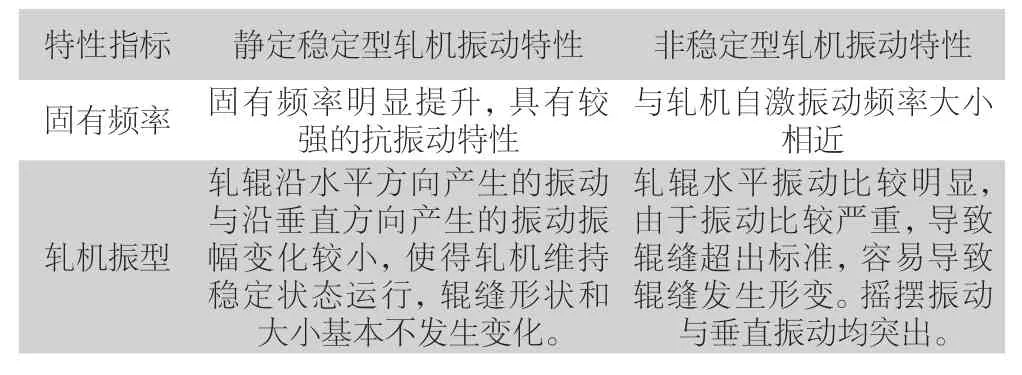
表1 两种情况下轧机振动特性统计表
通过观察表1中两种情况下轧机振动特性可知,静定稳定型优势更大一些。由于当前使用的轧机机构存在严重缺陷,容易引发振动。对于此问题可以采用静定稳定型结构展开改进研究,以此提高轧机性能。
2.3.2 压下规程改进研究
依据轧机生产工艺要求,可以采用压下规程制定改进方案,当轧机最大压下率控制在临界值以下时,便可以降低轧机振动产生频率[5]。
另外,通过调整轧机参数也可以有效抑制轧机振动,该项方案的原理是通过调节变形区长度,改变轧机滑动速度,控制前滑值,以此优化影响因素,使得轧机振动免遭其作用,达到降低振动幅度的目的。
3 总结
本文主要围绕板带轧机振动问题展开研究分析,由于板带轧机振动所受影响因素较多,简单的工艺分析无法准确定位振动根源,本文通过构建模型展开全面分析。依据轧板带轧机结构特点,构建动力学模型,此模型时域曲线反映了4个不同阶段轧机振动时域特点。根据此特点,从静定稳定轧机设计、压下规程改进两个方面提出轧机振动问题解决思路。
