浅析冶金铸造起重机用钢丝绳的选型与质量控制
2019-08-05颜振波
颜振波
(广东省特种设备检测研究院梅州检测院,广东 梅州 514000)
作为起重设备的关键零部件,钢丝绳的安全、合理使用直接关系着生产人员的生命安全、冶金铸造起重机的稳定运行,因此,相关企业必须保证钢丝绳结构选型的合理,钢丝绳的质量也需要得到重点保障,这些均需要得到相关业内人士的重点关注。
1 冶金铸造起重机用钢丝绳的选型
1.1 质量现状分析
6×19W-IWRC、6×36WS-IWRC(图1 为两种钢丝绳的横断面示意图)属于我国冶金铸造起重机所选用的钢丝绳结构,6×19W-IWRC 结构的应用极为广泛。结合实际调研可以发现,我国冶金铸造起重机主要采用Φ12 ~Φ40mm 公称直径的6×19W-IWRC 结构钢丝绳,主要级别包括1670MPa、1770MPa、1870MPa。为提升研究的实践价值,本文选择了某企业作为研究对象,结合钢丝绳质量跟踪结果可以发现,冶金铸造起重机用钢丝绳存在使用寿命短、断丝、起套等质量问题,甚至发生过断绳事故。为保证冶金铸造起重机用钢丝绳的使用质量,提升其使用寿命,冶金铸造起重机用钢丝绳的结构选型必须得到重视,如何实现钢丝绳的针对性选型是本文研究的重点。
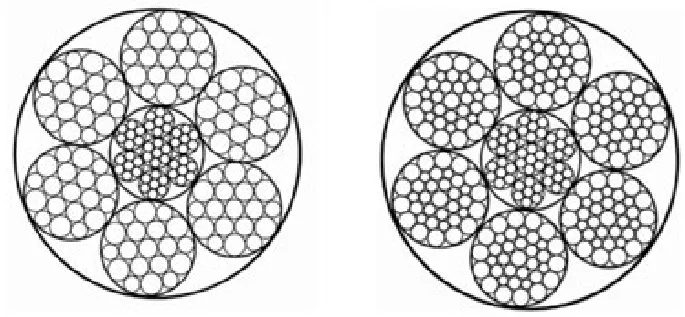
图1 6×19W-IWRC(左)、6×36WS-IWRC(右)横断面
1.2 钢丝绳结构分析
基于6×19W-IWRC 结构的钢丝绳开展分析可以发现,其结构属于瓦林吞型,即线接触圆股钢丝绳。6×19W 结构外层丝由粗、细两种不同直径的钢丝相间排列而成,外层细丝较中间内层钢丝略粗,外层粗丝约为外层细丝直径的1.33 倍。结合图1 所示的6×19W-IWRC 结构横断面,可确定式(1)所示的同一捻距下外层粗丝与细丝长度差,其中外层细丝在股内半径、粗丝在股中的半径分别为式中的 Δl、α、d 分别为外层粗丝与细丝之间的长度差、股绳捻角、股绳直径,图2 为6×19W 钢丝绳股绳结构示意图。


图2 6×19W 钢丝绳股绳结构示意图
由于d1≈1.33d2,因此可确定 Δl ≈0.8d1,如该结构钢丝绳直径为20mm,外层粗丝、外层细丝直径分别为1.5mm、1.1mm,因此一个捻距内外层粗细丝的长度差为1.2mm。以Φ20mm 的钢丝绳为例,设钢丝绳长度为200m,有效工作段包含捻距为1230 个,因此可确定外层粗丝总长要比细丝短1000mm 以上,细丝挤出很容易在捻制不紧密的情况下出现。在股绳捻距倍数为8.5 时,可得出d、DB、AD、sinα 分别为4.326d1、0.24d1、0.875d1、0.274,因此,钢丝绳外层细丝在运转过程中受到的挤出力约为0.55F,冶金铸造起重机的载荷会直接影响F 值的大小。
结合上文分析不难发现,冶金铸造起重机使用的6×19W-IWRC 结构钢丝绳较为适用于导轮很少条件,如导轮较多导致滑轮与钢丝绳结合处出现较大受挤压力,受挤压后的外层细丝很容易被挤出并无法复原,钢丝绳压断、报废问题往往会因此出现,相关生产的安全、稳定也会因此受到一定影响。
1.3 钢丝绳选型要点
考虑到6×19W-IWRC 结构钢丝绳特点,本文建议采用25F 填充式结构钢丝绳作为冶金铸造起重机用钢丝绳,这是由于该结构钢丝绳较为适用于运转频繁、大吨位、重载荷的工况,针对性选择6×25F 或8×25F 结构钢丝绳,即可更好地满足安全稳定生产需要。深入分析不难发现,25F 结构钢丝绳在内外钢丝空隙处填充了细钢丝,并采用一次平行捻制25 根钢丝的技术,较均匀的丝径、大直径钢丝绳也使得该结构能够更好地满足冶金铸造起重机生产需要。值得注意的是,为进一步提高25F 结构钢丝绳性能,钢丝绳生产过程中可采用注塑、压实等工艺手段,钢丝绳级别也应向1870MPa、1960MPa 发展。
2 冶金铸造起重机用钢丝绳的质量控制措施
2.1 钢丝绳常见质量问题
除结构不足外,冶金铸造起重机用钢丝绳在使用中很容易出现各类质量问题,如捻制不紧密、外层股谷丝断裂、油脂防护不及时,具体问题表现如下:(1)捻制不紧密。采用平行捻制各层钢丝的钢丝绳较为常见,如6×19W、6×36WS,而由于钢丝捻制紧密程度会直接影响钢丝绳的质量,科学的配丝计算、捻制过程的压紧向来受到重点关注。压瓦压紧、对辊压紧属于现阶段我国钢丝绳生产采用的主要工艺,但如果出现相关机械出现磨损、失效、变形等问题,钢丝绳的压紧质量将受到直接影响,断绳、断股等质量问题也会因此出现。(2)外层股丝断裂。在频繁运行过程中,钢丝绳会因不断拉伸、弯折出现外层股丝疲劳断丝质量问题,问题一般出现于压痕点处。结合实际调研可以发现,螺旋线过短、外层股椭圆度过大、绳芯规格偏小等情况较容易引发钢丝绳外层股谷丝断裂问题。(3)油脂防护不及时。钢丝绳内部的润滑脂可能在运行状态下被挤出,钢基体裸漏、油膜破坏也可能影响钢丝绳质量,但由于部分企业存在忽视钢丝绳定期维护或油脂防护不及时问题,钢丝绳的使用质量往往会受到直接影响。
2.2 质量控制措施应用
结合上述质量问题,相关企业可采用以下质量控制措施应对:(1)加强捻制质量。需严格控制钢丝半成品公差、开展高水平配丝计算,对辊架或压线瓦位置的严格控制、钢丝合拢处的铁线卡紧也需要得到重视。在捻制前,对辊、压线瓦必须通过检查确认保证其运行状态,压紧机械设备状态、钢丝对焊质量也要严格控制。(2)合理选用抗疲劳油脂。为解决外层股谷丝断裂与油脂防护不及时问题,抗疲劳油脂的合理选用必须得到重视,由此改善钢丝绳内部润滑条件。对于冶金铸造起重机用钢丝绳来说,应采用股绳淋油工艺,但考虑到现场高温环境影响,抗疲劳油脂必须具备运动黏度大、滴点高、耐高温等优势。如钢丝绳在应用过程中出现表面油脂干涸、钢丝本体漏出、表面粘有污物、出现轻微黄色锈蚀等情况,必须去除相关杂物并增加润滑养护频次,为保证抗疲劳油脂浸润充分,维护后钢丝绳必须静置一段时间。在具体的钢丝绳油脂维护中,维护流程可概括为:“加热融化油脂→倾倒→滴加→擦拭→喷涂→涂抹→油浴”,其中很多环节的前后顺序并不固定。为保证油脂维护过程钢丝绳内部能够快速渗入油脂,应在钢丝绳绳股处于拉伸状态时进行养护,如缠绕于滚筒或滑轮组上,由此即可进一步提升冶金铸造起重机用钢丝绳的质量,更好地满足生产需要。
3 结语
综上所述,冶金铸造起重机用钢丝绳的选型与质量控制存在较高现实意义,在此基础上,本文涉及的钢丝绳选型要点、加强捻制质量、合理选用抗疲劳油脂等内容,则提供了可行性较高的冶金铸造起重机用钢丝绳选用路径,为了更好地满足相关生产需要,油脂的合理选择、钢丝绳生产工艺的升级、钢丝绳结构的优选、股绳生产质量的控制均需要得到重视。
