立式加工中心直线导轨装配工艺方法研究
2019-07-29蒙军张磊
蒙军,张磊
(中交西安筑路机械有限公司,陕西 西安 710200)
1 装前准备
1.1 导轨安装
直线导轨如果有相同的出厂编号按规定职能安装在同一水平面上,我们把带有“KB”标志的直线导轨标定为主基准直线导轨,从上述情况看,直线导致的安装位置都是在出厂前都已经规定好的,出厂编号就是工作人员确定直线导轨安装位置的依据。在加工基准面时,导轨滑块必须按照规定的进度对准基准面,X轴滑板的基准线就可以以它为基准面定位。
1.2 基准面的解释
导轨滑块有两个面,其基准面是没有商标的一面,直线轨道的基准面和导轨滑块有区别,直线导轨的基准面有一根线的标志。
1.3 检测水平的校正
电子水平仪、气泡水平仪是调试立柱水平的主要测试仪器,还需要借助等高量块和大理石平尺辅助校正,等高量块的数量为量块,大理石平尺要满足跨距的技术要求,将他们放在安装的基准面上进行调试。
2 机床结构及特点
2.1 立式加工中心机械结构
立式加工中心的分类标准有很多,但是多数都按照机械结构进行分类。以机械结构为依据主要有3种,首先,第一种是工作台随着机械运行转动,而立柱是固定在一个位置上的,也叫作定柱式加工中心。这类加工中心采用十字形结构的滑台作为工作台,在Z轴的方向上主轴箱以立柱为中心上下运动,工作台由鞍座带着前后移动的方向定位成Y轴,工作台由鞍座带着左右移动的方向定位成X轴;第二种和第一种的不同点就是,工作台是固定的,立柱是活动的,它的三维方向分别是:机床底座安装的是X轴,在X轴的鞍座上安装的是Y轴,立柱也在Y轴的鞍座上安装,随立柱上下运动的是Z轴;还有一种就是龙门式的加工中心,又可以分为定梁式、动梁式、动柱式、天车式的四种结构。
2.2 导轨特点
立式加工中心使用的导轨根据工艺性、性能不同、使用范围不同有两种分类。第一种就是贴塑滑动导轨,这类导轨具有结构单一、静态刚度性能优良、抗震性能好、生产制造工艺简单,但是它的摩擦因素比较突出,低速运行时造成爬行问题,从而降低了定位精度。从目前的情况看,直线滚动导轨被多数机床使用,直线滚动式的导轨不同于贴塑滑动导轨,它的摩擦因素不高、且精度高、运动稳定性好、安装调整方法简单,如果出现故障随时能更换。而贴塑滑动导轨处理工序相对困难,还要导轨贴塑处理。导轨随着使用时间的增加,出现润滑效果不好、维护不方便、零部件损毁、如果有比较大的冲击力会造成机械部件损坏的影响,尤其是加工中心使用超过10a以上,这些问题更严重。上述问题在集体的实际操作表现为:直线导轨运行障碍、滚珠丝杠运行障碍,不仅影响加工精度,甚至会导致整个机器都不运行,影响了正常生产。机床的精度检验、机械的准确装配、伺服系统调整、各项参数设置、负荷大小的检验都是导轨检修和更换时必须掌握的相关技术。
3 导轨的装配工艺方法研究
(1)打磨毛刺、清除杂物、清洁安装工作面是导轨安装前必须要做的工作。(2)把导轨和立柱导轨表面轻轻贴合,保证和结合面能够严密紧实,螺栓紧固是循序渐进的拧紧。(3)楔形块用扭矩扳手进行预拧紧,如图1所示,导轨的侧基准和安装面要按照规定的顺序靠上去直到没有缝隙为止,用0.002mm的塞尺检查缝隙大小,预紧力达到规定力矩3/4的时候,螺栓从中间向轴两边的顺序进行拧紧,如图2所示,为了能达到稳定的精度采用这样的拧紧顺序更有效。

图1 安装示意
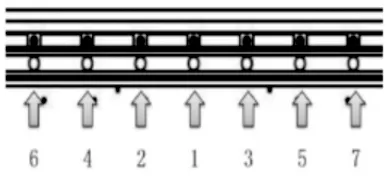
图2 安装示意
导轨正面的装配螺栓、副轨道也都按照步骤(3)的规定的顺序进行紧固安装。
最后一步就是孔盖的打孔如螺栓,看到直线轨道和顶面在一个水平面上为止。
4 直线导轨装配误差检测工艺方法研究
4.1 影响主副导轨平行度因素分析
滑板在运动过程中,影响X轴伺服电机的负载能力、X轴的综合直线度、X轴的定位精度、X轴的角度偏差这四个方面都被机床的直线主导轨与副导轨的平行度高低影响着。
4.2 主副导轨平行度测量方法
首先,我们要将垂直方向上和水平方向上的平行精度定位准确,因为这两个精度是线性导轨涉及的参数;其次,在实际情况中,导轨是存在不同的几何误差的,所以测量两个平行度时,首先建立参考原则以便装配检查,如果满足条件,定义公共基准线时可以在导轨范围外选择双零级平尺。检验导轨平行参数应该遵循的原则有:通用测试参考标准建立时,大理石导轨是主导轨调整的首选;第二,按照千分表调平,千分表粗检,扭簧计测试的顺序进行选择仪器。再者,数据处理和测量误差的过程中还是避免不了出现一些误差,这就导致了粗差的出现。然而,主轨和副轨也有平行度测量的误差,在实际测量和处理数据时,不能筛选和删除一些看似不合理的数据和坏值,如果随意删除会造成结果不能接近实际值。数据处理时都是随意性的,测量的结果也就有了真实性和可靠性而言,在这期间,特殊的数据信息也包括在里边一同处理了。
5 X轴角度偏差检测
5.1 直线度与角度偏差差异分析
在日常生产装配过程中,在操作员通过测试以确定导轨的直线度后,角度偏差被认为是合格的,并且两者经常混淆。通过以下原理获得直线度:由行程位置的水平产生的读数之间的差异是直线度偏差,并且角度偏差的原理是电子水准仪和线性轴固定在一起并且偏航。电子水平方面角度数量的误差也同时可以获得。所以,曲线运动的斜率就是线性引导连接件在每个点上的角度偏差,这就能反映出线性曲线在每个点上升和下降的趋势。角度偏差是评估单位长度的依据,限制线性引导连接件局部位置的斜率误差。
5.2 角度偏差
从X轴上测量的角度差和直线度测量的差值是不同的,所测量的项目图,如图3所示。
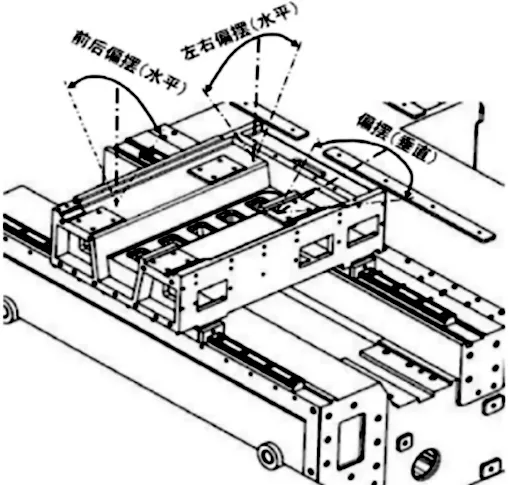
图3 测量示意图
(1)完成滑板的安装后,确认立柱的安装水平,将滑板推到行程的中间位置,并将水平仪放在滑块的中心。垂直和水平方向上的水平读数不大于0.04/1000。
(2)基准水平仪放在柱子上。
(3)当X轴沿轴方向移动并且柱和滑块产生角运动时,必须同时记录和处理两个角运动的数据。
(4)X轴行程为650mm。为了便于测量,测量点以50mm的间距测量,并且滑板被推动并记录在13个测量位置。
5.3 处理数据处理原理
记录水平的读数,例如,列上的读数是a1(代数值),滑板的读数是b1(代数值);在下一个位置,它被记录为a2,b2,依此类推。a3和b3......an和bn。最后,计算c1=a1-b1...cn=an-bn,并计算n个数据,并且所获得的误差是c1-cn的最大值和最小值之差的绝对值。
6 结语
直线导轨是机器的主要运动部件,因此安装精度和精度稳定性是关键。当前安装过程中,没有详细的线性指南安装程序。因此,本章研究了轨道安装方法和装配精度测量方法,并采用莱达标准数据处理方法和角度偏差计算方法,提高了导轨的装配精度和装配效率以及导轨的精度。