电站锅炉膜式壁堆焊工艺技术研究
2019-07-25胡婧
胡婧
哈尔滨锅炉厂有限责任公司 黑龙江哈尔滨 15004
随着我国电站锅炉膜式壁堆焊工艺技术水平的不断提高,保障电站锅炉生产运行的性能安全和提升运行效率越来越重要。在这种情况下,更加科学优化的电站锅炉膜式壁堆焊工艺技术就显得非常重要,对于推动我国向更加先进的锅炉膜式壁堆焊工艺推进具有很重要的作用[1]。
1 电站锅炉膜式壁堆焊工艺技术研究的意义
电站锅炉膜式壁堆焊工艺技术是通过使用焊接热能把达到使用要求的材料热敷在焊件物件的上,从而达到冶金相互紧密结合的目的。堆焊物件的目的并不仅仅是为了保持不同物件相互链接起来,它的目的还有:利用焊接的方式在焊接物件的外面形成耐磨性能好、抗腐蚀性能强以及耐热的特殊金属材料层;或者可以恢复受损构件以及延长焊件的大小尺寸。从而达到大大提升物件的工作寿命、降低焊件的维修和制造成本;并且还可以有效缩短维修受损焊接的时间,从而减少电站锅炉的停机时间,提高电站锅炉的生产效率。除此之外,电站锅炉膜式壁使用堆焊工艺可以更加合理的使用材料,获得更加优良的性能。因此,优化电站锅炉膜式壁堆焊工艺技术研究很有必要。
2 有限元计算模型
2.1 热源计算模型
在焊接物件的焊接过程中,影响焊接质量主要因素之一就是焊接的热过程。所以,准确的测定焊接的热过程是保证焊接质量的基础。物件的焊接是局部快速升温,然后迅速冷却的过程。随着热源位置的改变,焊件的温度跟随热源位置的变化而变化。此时,焊件的物理性能发生剧烈变化,同时存在融化和变相的潜热情况发生。这个时候,它的温度场就需要采用三维瞬态焊接温度场作为对象。
非线性瞬态热传导问题的控制方程为:即:公式(2-1)

(其中,ρ是材料的密度、c是材料的比热、λ是材料的导热系数。)
当焊接焊件导热时存在三类边界情况:
第一种焊件材料边界情况,可以得到焊件材料边界的温度值,即:公式(2-2)
TS=TS(x, y, z, t)
第二种焊件材料边界情况,可以得到焊件材料边界的热流密度分布,即:公式(2-3)
第三种焊件材料边界情况,可以得到焊件材料边界上热交换,即:公式(2-4)

第四种焊件材料边界情况,特殊情形五热交换,即:公式(2-5)
(其中,n 是焊件材料边界外法线指向方向、q是焊件材料单位面积上的外部环境输入材料内部热能能力、α是焊件材料热交换系数、Ta焊件材料的周围其它介质材料的温度。)
当使用有限元这种方式来解膜式壁堆焊热传导相关问题的时候,为了求解方便,常常需要把求解问题转为成求泛函极值的变分问题,对焊件分割有限元,从而类似成简单的线性方程。
2.2 网格划分与单元的选取
(1)网格划分原则。电站锅炉膜式壁堆焊是一个温度变化速率很快的过程,变化范围大。所以,在堆焊的过程中,可以采用不均匀网格划分方式来对物件进行划分,具体来说是:需要采用网格划分把物件焊缝和它周边进行很精密的划分,而在物件焊缝较远的地方网格划分可以不用那么精密。物件焊缝以及周边网格划分的大小尺寸是焊接熔池宽度的1/4至1/3之间。
(2)单元选取原则。根据弹性力学原理可以得出,物件的板厚 t 与物件的板面尺寸min值 b 的比值范围是:

在我们的实际工程运用很广泛,因为在几何上存在一个方向轴的尺寸相比两外两个方向轴倍数相差很大的原因。所以可以采用结构力学的原理提出一个假设条件,把三维问题简化成简单的二维问题。这种简化大大方便了求解的过程,缩减了原本很大的计算工作量,并且还可以有效的避免在方程系的求解过程中,系数矩阵偏大的问题。
(3)熔化相变潜热。当焊接材料发生状态变化的时候,会有潜热能量的产生和吸收。固态物质变相的时候,它的潜热能量相比融化的时候相差很多。通常来说,0.5Mo钢材料不会发生固态相变情况,所以在计算的时候不用考虑固态变相时候发生的潜热能量变化。
3 电站锅炉膜式壁堆焊变形规律研究
电站锅炉膜式壁堆焊变形可以分为堆焊焊件纵向变形、堆焊焊件横向变形、堆焊焊件角变形、堆焊焊件弯曲变形以及堆焊焊件扭曲变形等等变形形式;还可以分为整体和局部这两种变形形式,通常来说,堆焊焊件整体变形对结构的影响很大,矫正恢复比较困难;堆焊焊件局部变形对结构的整体性相对来说影响偏小,容易恢复矫正。因为数值计算科学技术的大力发展,对于研究堆焊焊件的变形常常使用有限元法[2]。
纵向不同界面变形满足公式(2-6)

(其中,k是分布系数、Vmi是纵向不同界面的时候单道焊堆焊变形、θ是周向距离,它的单位是度。)
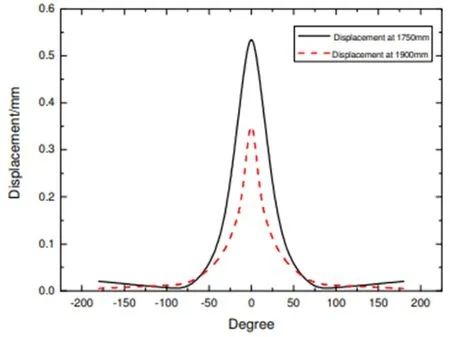
图1 模拟件堆焊后的周向变形
如上图所示,当物件的轴向是1800mm的时候,当V / Vmi=0.95 的时候,分布系数 k=530;当 V / Vmi=0.5 的时候,分布系数 k=810;当 V / Vmi=0.2 的时候,分布系数 k=950。
物件的焊接速度也是一个非常重要的指标。在焊接的其它因素确定的时候,当物件的焊接速度偏快的时候,在单位时长内,传递到物件的热量相比焊接速度慢有所减少,致使焊接物件的温度达不到焊接所需要的问题条件,这样就无法保证焊接金属达到焊接所必须的热塑性状态。与此同时,物件的焊接形变也会相应的减小[3]。物件的焊接形变量会跟随热量输入量的多少等比例变化。所以,适当的提高物件焊接速度可以有效的降低物件焊接的变形程度。
4 结语
对影响电站锅炉膜式壁堆焊工艺技术的因素,如热输入、焊接速度、工装参数、焊接顺序等进行了深入探讨,总结了其规律。有利于优化电站锅炉膜式壁堆焊工艺技术,它不仅可以很大的提高电站锅炉的工作效率,增加本锅炉厂生产的安全性,从而增加本锅炉厂的经济效益。
