三维光学测量系统在汽车行业中的应用
2019-07-22祝小超贾龙邸太龙
祝小超 贾龙 邸太龙
(中国第一汽车股份有限公司 研发总院,长春 130013)
主题词:三维 光学测量 激光 三角测距
1 前言
随着5G时代的来临,信息化、数字化成为企业发展必然趋势,而在产品研发领域,产品应用三维信息化模型的优势日渐突出。随着近年来光电技术和计算机图像处理技术的不断发展,用非接触的方式对物体轮廓进行快速测量已成为新常态。这种非接触式测量不会造成被测物体表面损伤或变形,并且避免了三坐标测量中测头位移传感所产生的系统误差,可以实现对被测物体表面轮廓和特征进行快速和精准扫描。通过计算机对扫描得到的点云进行三维重建,可构建出被测物体的三维模型,这是一般测量手段无法做到的[1-2]。
但是,三维光学测量系统仍然存在诸多限制,比如很难对高反光表面和透明、半透明物体进行扫描,扫描时需喷粉或粘贴具黏性、可反射的贴片等。
2 三维光学测量系统概述
2.1 三维光学测量系统发展历程
三维光学测量系统兴起于上世纪七十年代,主要分为三维激光扫描系统和照相式三维扫描系统[3]。
激光以其单色性、亮度高、发散小等优点成为早期三维光学测量系统的首选光源。第一代三维激光扫描系统采用激光光点进行扫描,但单一激光光点测量效率低,于是以一条线性激光条纹取代单一激光光点对被测物体进行扫描,发展出第二代三维激光扫描系统,大幅提高了测量速度。随着光电技术和计算机数据处理技术的进步,目前采用7线、14线甚至更多激光线的产品已经投入使用,扫描速度和精度也大幅提高。
照相式三维扫描系统以结构光为光源,第一代产品光源为白光,但白光的抗环境干扰能力弱,对环境光线要求高,扫描操作标定比较麻烦,扫描速度较慢。2010年以色列Cognitens公司率先发布新一代照相式三维扫描仪-蓝光三维扫描仪。蓝光的波长更短,并且光源为LED冷光源,光源能耗更低,抗干扰能力强,以及对环境要求低、不需喷粉等特点,已经得到广泛应用。
2.2 测量技术原理
测量原理主要有脉冲测距、相位差测距和三角测距法。
2.2.1 脉冲测距原理
测量系统由激光发射系统和探测系统组成。工作时,激光发射系统发射一束激光,光束经被测量物体漫反射后被探测系统捕获,测量系统计算出光束往返一次的时间(图1)。

图1 脉冲测距原理
如果光在空气中传播速度为c,在测量系统和被测量物体之间往返一次所需时间为t,则被测量物体与测量系统之间距离D可表示为:

脉冲激光的单色性好、发散小、亮度高、功率大、测量精度为米级,适用于中远距离测量,如地形地貌测量、地质勘探、天体之间距离测量等技术方面。
2.2.2 相位差测距原理
相位差测距原理是对发射光波的光强进行调制,然后激光发射系统发射一束激光,光束经被测量物体漫反射后被探测系统捕获,测量系统测量出发射和捕获激光的相位差,间接测量出时间(图2)。这种方式较直接测量往返时间的处理难度降低了许多。
如果光在空气中传播速度为c,调制信号的周期时间为T,发射与接收波形的相位差为Φ,则被测量物体与测量系统之间的距离D可表示为:

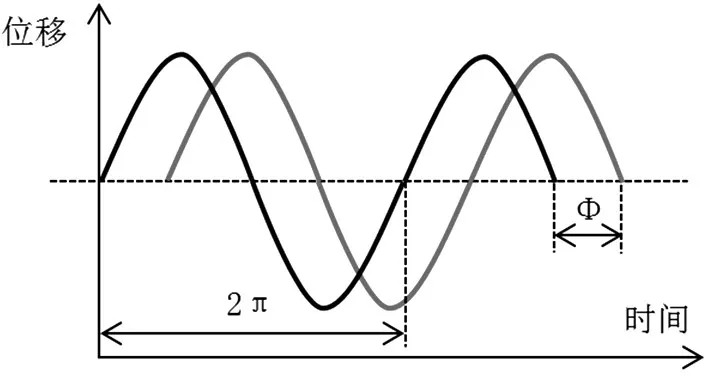
图2 相位差测距原理
相位式激光测距可以达到毫米级别的测量精度,但受周围环境影响较大,并且大测程和高精度不能同时满足。
2.2.3 三角测距原理
光源以一定角度β射出一束激光,激光被目标物体反射,然后被摄像头捕捉到(图3)。
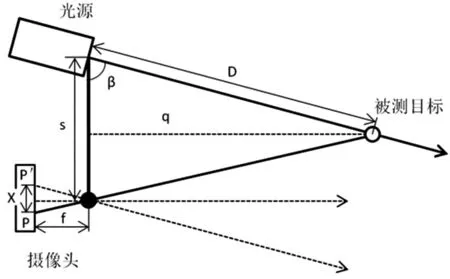
图3 三角测距原理
已知摄像头焦距是f,由相似三角形原理可得到测量系统与被测物体之间的距离D为:

三角测距具有结构简单、效率高、灵活方便等优点,测量精度可达微米级,广泛应用于物体表面特征与轮廓、孔位、高度、宽度等项目的测量中,如汽车行业中造型设计、逆向工程、零部件测量和土地测量、扫地机器人等。
2.3 三维光学测量系统分类
根据传感方法不同可分为三维激光扫描系统和照相式三维扫描系统[3],照相式三维扫描系统根据光源不同可分为白光三维扫描系统和蓝光三维扫描系统。
2.3.1 三维激光扫描系统
三维激光扫描技术是上世纪九十年代中期开始出现的一项技术,现在已经由点扫描发展为多线扫描技术。
三维激光扫描系统有固定式和手持式,如果将测量头搭载在关节臂三坐标设备上使用,则为便携式。三维激光扫描系统由激光发射系统和探测系统构成,测量过程中由激光发射系统发出一束激光,光束投影到被测物体表面并在被测物体表面产生形状和移动变化时,探测系统就可以捕获得到被测物体的相关特征元素并由计算机进行三维重构[5]。
三维激光扫描系统扫描速度快,测量精度高,环境适应能力强。
2.3.2 照相式三维扫描系统
照相式扫描系统由光栅投影设备和2~3个高分辨率CCD数码相机组成,其采用结构光将光栅条纹投射到被测量物体表面,并进行形状变化和位置移动,由2~3个高清数码相机对光栅进行快速拍照,捕捉到各种光栅条纹[4]。对照片进行数字化处理,利用光栅测量原理和拍照定位技术,可在极短时间内采集到被测量物体表面的点云(图4)。

图4 照相式三维扫描系统
测量时被测物体可以进行空间移动和旋转,可实现多个视角360度测量。并且扫描范围大,可轻松完成大型工件的测量。
照相式三维扫描仪扫描速度极快,数秒内可得到100多万点,测量精度可达0.03 mm,扫描深度可达300~500 mm。
2.4 数据集成与处理
三维光学测量系统能够提供被测物体表面轮廓和特征的点云数据,通过计算机技术构建被测物体三维模型,在此基础上可实现测量数据的集成与处理。利用云技术和大数据分析技术(图5),可形成测量数据库,并实现实时监控、统计分析(SPC)、零件的合格率(PIST)和重复性(R﹠R)批量验证、3D装配尺寸分析等功能。
3 在汽车行业的应用
汽车行业的三维光学测量系统主要利用三角测距原理,可得到高品质的物体表面轮廓点云,可用于汽车产品造型优化、逆向工程、数据集成与处理、快速成型、零部件和整车产品测量等方面。
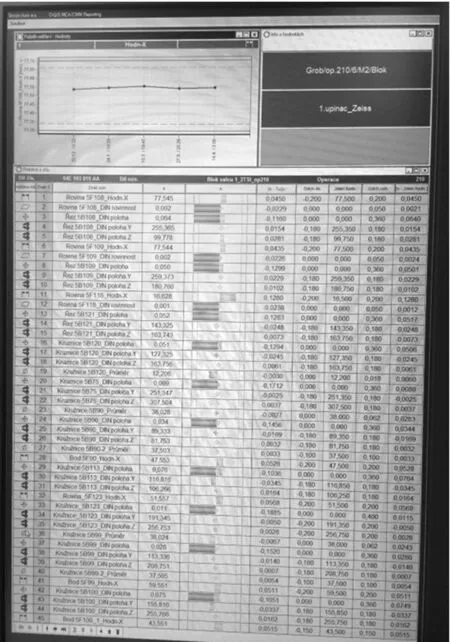
图5 测量数据分析
三维光学测量系统可在以下方面应用:
(1)扫描油泥模型,建立表面三维数据,为后续造型优化提供依据;
(2)扫描竞品,与企业自身的产品进行比较,建立数据库;
(3)快速扫描零件,检验是否合格,建立测量数据数据库;
(4)进行产品有限元分析;
(5)扫描数据的分析与处理。
4 发展趋势
三维光学测量技术的日益成熟和发展,为汽车行业提供了高效的三维数字解决方案。而随着汽车精细化要求越来越高,各应用领域对测量系统的特殊需求也在提升,所以三维光学测量系统需实现针对特定应用场景进行个性化定制。
产品研发及生产节奏不断加快,对测量系统的便捷性、灵活性要求不断提高,三维光学测量系统正向小型化、移动式和无线传输方向发展。
