PLC在智能包装机的应用研究
2019-07-18于佳孙荣国沈阳工程学院辽宁联合航空发展有限公司
□于佳 孙荣国 沈阳工程学院 辽宁联合航空发展有限公司
随着微机技术的不断深入发展,以微机技术为基础的可编程控制器得以深入发展和成熟,且在包装行业中的应用尤为突出。在当今竞争日益激烈的市场环境中,各包装机械厂家为赢得更广泛的用户群体,他们在成本控制、系统稳定性和流程控制等方面投资甚多,以求在众多的竞争对手中取得优势。
随着微机技术的不断深入发展,以微机技术为基础的可编程控制器(Programmable Logical Controller)得以深入发展和成熟,并以其可靠性高、能经受恶劣环境的考验、功能强大和使用简单方便等多种优越性,迅速占领了工业自动控制领域,成为工业自动控制的优选产品,且在包装行业中的应用尤为突出。在当今竞争日益激烈的市场环境中,各包装机械厂家为赢得更广泛的用户群体,他们在成本控制、系统稳定性和流程控制等方面投资甚多,以求在众多的竞争对手中取得优势。本文着重介绍一种基于PLC的智能包装机结构及其控制系统,以期对控制系统中传动系统设计和PLC程序设计做详细的介绍。
为满足市场对包装的需要,研发人员利用PLC技术、变频器技术等开发了智能全自动包装机整体结构及运动控制系统,该系统在满足包装机对运动控制要求的同时,还能提高包装质量、精度和效率,降低次品率,最终研制成一种智能全自动包装机,并推广使用。所述控制系统及包装机有较高的可靠性、可操作性和可维护性,满足了用户的实际使用要求,生产效率较手工包装提高了5倍以上。
1 产品设计
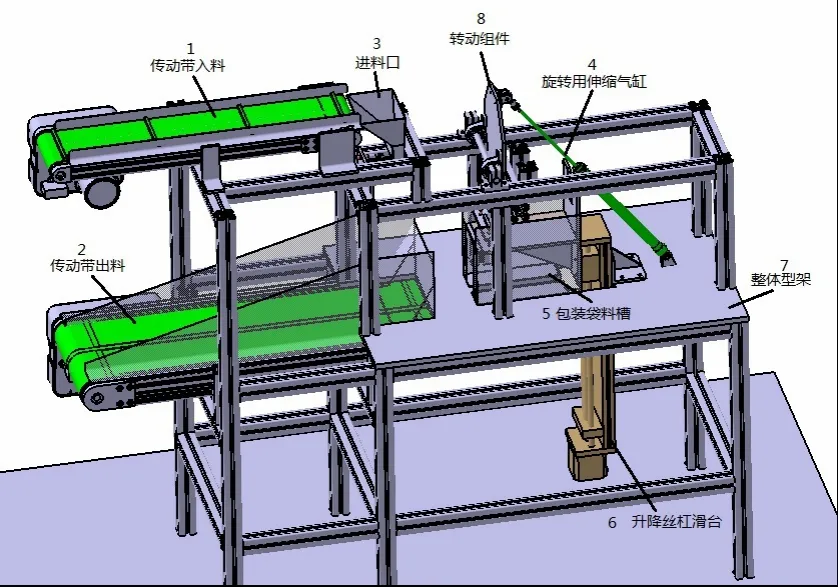
图1 智能包装机示意图
本设计提供一种智能包装机,主要由①送料传送带入料组件、②送料传送带出料组件、③进料口组件、④旋转用伸缩气缸转动取包装袋组件、⑤包装袋料槽、⑥升降丝杠滑台组件、⑦支架平台组件等组成(如图1)。该设备可实现自动包装功能,操作人员只需把产品放入送料传送带组件的指定区域内,该设备即可完成送料、包装袋的取袋、送袋、开袋、通过入料口入袋、包装成品的落袋、包装成品的出料传送到指定位置,从而完成一次工作循环。一人可同时操作多台装置,效率相比人工包装提高5倍以上,帮助完成工厂的提质增效的目标。
本设备的动力为电源、气源;本控制系统是利用可编程控制器、人机界面、滚珠丝杠电机实现包装机全自动稳定可靠运行,达到准确控制、提高产量和降低成本的目的。
2 系统控制部分
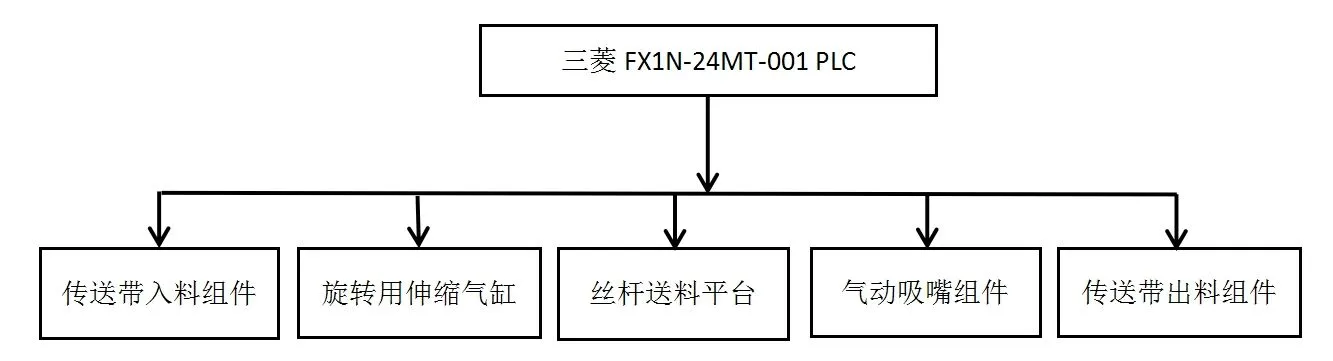
图2 控制系统结构框图
根据现场生产要求,该控制系统主要由两部分组成—控制部分:三菱FX1N-24MT-001可编程控制器(PLC);执行部分:传送带、滚珠丝杆、旋转伸缩气缸、气动吸嘴等组成,系统结构框如图2所示。
2.1 系统控制部分
系统关键控制器PLC选用三菱FX1N-24MT-001—三菱电机推出的功能强大的普及型PLC,具有扩展输入及输出,模拟量控制和通讯、链接功能等扩展性,是一款广泛应用于常规的顺序控制三菱PLC。由于FX1N-24MT-001具有结构紧凑小巧、执行速度快、功能强大及价格低廉等优点,符合本系统各方面要求。在该系统中,表格式的伺服控制编程方式轻而易举地实现了伺服控制,其高速脉冲直接驱动伺服电机,I/O点分配如图3所示。
2.2 系统执行部分
2.2.1 传送带组件
传送带组件主要由入料传送带和出料传送带组成,入料传送带通过设定转速来决定其生产袋数,其转速则由变频器编程控制设定的频率值来决定。
2.2.2 滚珠丝杆平台组件
杆平台组件主要提供包装袋的进给,根据并配合入料传送带的入料包装速度,持续提供包装袋。包装袋需人工填装至平台上(一次约2000袋),如包装袋耗尽则系统自动报警并停机,待人工重新完成装填,装置将会开机继续运行。
2.2.3 旋转伸缩气缸组件
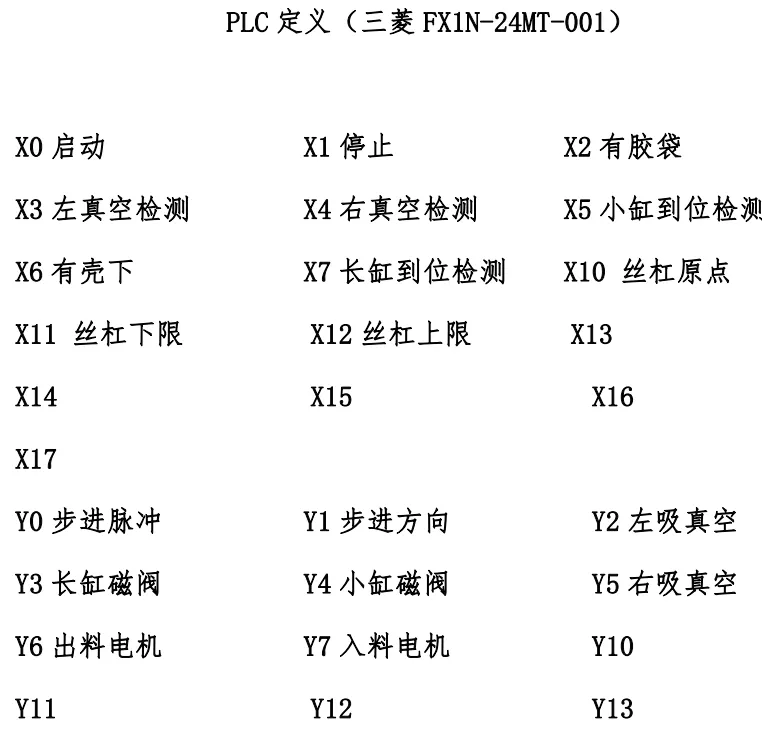
图3 PLC系统I/O点分配
旋转伸缩气缸组件主要为固定气动吸嘴组件,初始状态为气缸推出,使气动吸嘴组件铅锤向下,吸取包装袋的待机位置。实际工作时,气缸收缩拉紧,带动气动吸嘴组件旋转至水平,使包装袋开口向上即与进料口位置对接。重复以上运动,即可完成吸取和运送包装袋的功能。
2.2.4 气动吸嘴组件
气动吸嘴组件由固定气动吸嘴、转动气动吸嘴、转动平台等组成,工作流程为:由旋转伸缩气缸带动转动平台转至滚珠丝杠平台处加气吸取包装袋,转动90度至进料口,固定气动吸嘴加气吸取包装袋另一侧将包装袋口打开,待产品落入袋中,断开气源使包装袋自然下落至出料传输带上,即完成一个工作循环。
3 总结
本文所设计的系统简单易操作、加工产品范围广、产量与同类产品有很大程度上的提高,运用PLC技术、变频器技术、电感式接近开关等开发了智能全自动包装机整体结构及运动控制系统。本系统经过一年多的现场运行及完善,系统故障率低,稳定性高,产品次品率低,且耗电量也大大降低,不失为一种环保节能型结构系统。