塑料包装容器结构设计研究
2019-07-16王如明王克俭
王如明 王克俭
(北京化工大学机电工程学院成型制造研究中心)
前 言
塑料具有质轻、易于成型和比强度高等优点,目前已被广泛用于食品包装和储运中[1]。随着社会整体生活水平的不断提高,经济的快速发展,各种汽水、果汁、蔬菜、饮料所需的塑料容器需求量与日俱增,塑料容器的结构设计越来越能体现出其优势。
塑料容器可以分为箱、瓶、罐、袋等类型,主要是根据包装的要求而设计,一般是通过注射、压铸或者真空、中空等方法制成的容器。这对于整个人类社会、对于塑料包装容器的生产企业都是十分有利的,应当予以高度重视[2,3]。德国调研公司Ceresana公司发布一项研究称,据预计,全球塑料容器市场消费量到2021年将增至4620万t[4]。
对塑料包装容器设计的主要内容有设计塑料容器的形状、尺寸、壁厚等,同时还要加强文字、商标、螺纹等。
国外包装容器的材料多为轻而坚固,不管是玻璃瓶,还是塑料瓶,都要向轻量化发展,而且要更加坚固[5]。
塑料包装容器的成型和模具设计两个方面是塑料包装容器包装设计中的重要环节。
1. 塑料包装容器的种类和应用
1.1 箱式包装
塑料包装箱一般用热塑性塑料加工而成,箱壁常采用加强筋来强化。箱式包装的形状也有很多,比如矩形、长方形等。箱式包装主要应用于玻璃容器包装商品的周转或者配套商品的运输及储存等。
1.2 盘式包装
盘式包装容器一般具有加强筋,常用压铸或挤压方法制成。它主要用于贮存和运输一些小型、易变形、怕挤压的商品,如糕点、水果、鸡蛋以及厂内小件物品的输送。
1.3 中空塑料包装容器
中空塑料包装容器常见的类型有瓶式和小口桶式,一般是用于饮料、化妆品以及液体的瓶装产品的包装,主要是通过中空吹塑的方法制成的,是塑料包装容器中比较常见的类型。
1.4 大型塑料包装桶
大型塑料包装桶的容积较大,主要是通过旋转模塑、注塑和挤出成型等方法来制造成型,能装下5~250 L的液体,结构主要有小盖密封桶、大盖密封桶、敞口盖桶。
1.5 罐、桶、盒式容器
塑料包装容器的常见类型罐式、桶式和盒式包装容器,这类容器又称为销售商品用的塑料包装容器,一般用注射成型、压制成型和压铸成型等方法制造,多为一次性使用。
1.6 塑料包装软管
塑料包装软管的管体一般采用挤出成型,而管肩管颈用注射成型,然后将两部分熔接[6]。主要用于化妆品、医药、食品、水彩、油墨以及家用化工产品等膏体、乳剂或液体的包装。
2. 塑料容器结构设计成型技术
2.1 阴模、阳模成型技术
阴模成型步骤:

阴模成型一般适合于一些浅度塑料包装容器的制作,诸如深度未达到 50 mm的塑料包装容器,都可运用此法进行制作,在选用此法时,需要注意选择材料的厚度。阳模成型与阴模成型的原理基本相似,但是阳模成型制作的容器具有模型壁厚均匀的特点,其制作出来的模型在尺寸和观赏性也优于阴模成型法。因此,阳模成型一般被运用于凹凸处较多的塑料模型制作中[7]。
2.2 栓塞推下真空成型
栓塞推下真空成型步骤:
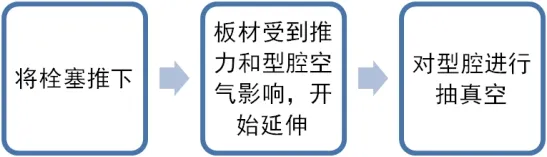
栓塞推下真空成型步骤较为简洁,而且容器壁厚均匀度控制效果较佳,同样适用于型腔较深的塑料容器制作。
2.3 阴阳模成型法
阴阳模成型法步骤:
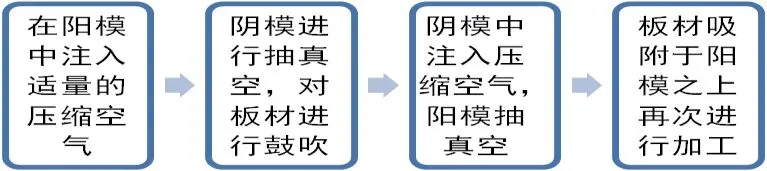
阴阳模成型法在控制塑料容器的壁厚均匀度上略显优势,其制品在质量上也更加能得到保证。
3. 塑料容器设计要点
随着产品储存运输需求的不断增加,对于塑料中空容器的结构性能也提出了更加严格的要求,然而目前国内外对于塑料容器的研究主要集中在成型设备、工艺和模具设计等方面,而对于其结构尺寸的研究较少[8-10]。这样不仅容易出现结构设计不合理、成型物料用量过度,甚至是强度不满足使用需求等情况,而且反复试验次数多,设计时间长,浪费大量原料。
3.1 容器壁厚
塑料包装容器的壁厚设计十分重要,它根据容器的用途、强度、配合、结构和重量的要求以及成型时的流动性、变形、硬化、顶出方式等情况来决定,尤其是要决定能满足性能要求的最经济的壁厚。因此不仅应该知道塑料的性质,而且要考虑成型条件[11]。如果壁厚过大,不仅造成原料浪费,而且增加了冷却时间,影响了产品质量(如出现气泡、缩孔、翘曲等缺陷)。常用塑料容器壁厚如表1。

表1 容器壁厚尺寸选择
3.2 脱模斜度
由于塑料在冷却时的收缩,会使塑料成型品紧包在阳模或型芯上。为了方便塑件从模具中取出,与脱模方向平行的塑件表面,都应具有合理的脱模斜度。如果脱模斜度过小,则脱模困难;如果斜度过大,会影响塑件的尺寸精度。其大小因塑件形状、材料种类、模具结构以及加工方法而异。一般情况下,沿脱模方向常用斜度为0.5'到 1.5'之间;当容器斜度不允许太大时,可采用外表面斜度5',内表面斜度10'到20'之间;当侧面粗糙或有滚花纹时,宜取4'到6'之间;塑料容器上的凸块、凸棱或加强筋,单边应有4'到5'之间的斜度[12]。
3.3 外观结构
塑料包装容器上的文字、符号与花纹有三种形式:凸字、凹字。其要求是:凸出高度不小于0.2 mm;宽度不小于0.3 mm,一般以0.8 mm为宜;两线间距不少于0.4 mm;凹凸字边框可比文字字体高出0.3 mm以上;字体和符号的脱模斜度大于10'。
3.4 塑料包装容器结构设计需考虑的因素
塑料的特性,如机械性能,热特性,电特性,化学特性,光学特性,其他特性,包括收缩性、比重、流动性、着色性、适印性等;成型性,如成型条件,包括成型温度、成型压力、成型周期;外观质量,包括微孔、裂痕、灼伤等;变形性,包括变形后加工及矫正措施等;模具加工,包括模具材料,模具的切削加工性能,模具加工方法诸因素;模具结构,包括分型面,镀块结合线,浇口位置,顶出方法等;容器使用条件必须考虑内装物性质,使用目的、性能,及使用状态(温度、湿度、载荷等);经济性包括成本、价值观、促销能力、消费者能够接受的程度等。
3.5 轻量化设计
外形尽可能接近于椭圆形矩形,这种造型,能以较少的材料,吹制出最大容量的容器,而且造型比较美观,使用方便;避免过多的转角、棱角和平面转折,所有部位的角度,应设计成倒角或圆角,过渡处采用圆弧;瓶身与瓶底转折处应采用大曲率转弯,这样,瓶底有利于传递垂直载荷,增加受力强度;瓶体与瓶肩接合部位,尽可能采用较大的弯曲半径;瓶类最好增加周向波纹结构或添加凸凹花纹,桶类可增加纵向的加强筋,以消除在长期负载下的偏移、变形现象。底部内凹,增加合理的加强筋[13]。
4. 塑料容器设计案例
4.1 塑料折叠容器的设计
塑料折叠容器是指以塑料为材料,在充填前或取出后,可折叠存放、缩小空间堆放体积的容器。国外的塑料折叠包装容器主要有中空吹塑的折叠箱(瓶)、注射成型的折叠周转箱等等。中空吹塑容器与中空吹塑折叠容器的比较见表2。
4.2 塑料包装容器防滑设计
塑料包装容器防滑设计是满足人们对现代包装容器多样化功能的需求,而进行的标准化和优化设计。现代包装中出现了越来越多的使用功能,这些使用功能被称之为包装容器的“后功能”[14]。最大程度的解决人们使用过程中的滑落问题,体现塑料包装容器的舒适、安全、环保。
4.3 高收缩率异型容器
为使得商品的外形更有视觉冲击力,设计师们大多在容器上设计很多的异形构造。这样传统的丝印、贴标和不干胶标签在其上面的适应性和表现力就受到了较大的局限,只有热收缩标签能够实现完美的追随容器的外形展现更强的表现力。这就需要在选择标签材质时必须要考虑到所使用的材料收缩率是否可以满足容器的最大需要收缩率,否则容易出现裙边、皱纹等不良现象[15]。

表2 中空吹塑容器与中空吹塑折叠容器的比较
4.4 抗菌塑料包装容器
日本的一家食品公司新近推出一种抗菌塑料包装容器,在食品生产等领域有广泛的用途。这种抗菌塑料包装容器是用纤维塑料和聚丙烯等合成材料,与一种用于食品薄膜抗菌剂混合制成,能防止微生物和细菌的繁殖,防止所盛装的食品等食物的变质,大大延长了其保质期[16]。
4.5 可加热的塑料容器
国外的一家金属制盒公司开发出一种用聚丙烯和聚氯乙烯(挤出成型)而制成的食品包装容器,这种容器具有很高的保气性和保水性,在高温下不变形,用这种容器包装的食品可以在121℃的温度条件下进行加热杀菌。这种容器可制成圆桶形、托盘形等任何形状,若制成薄形托盘,可以缩短加热杀菌时间,节约能源,同时还可以防止食品品质的下降。
5. 未来发展
为了满足现代社会节能环保的要求,在塑料容器结构的设计上尽量能科学、合理的根据塑料容器的属性、性能、特点等综合设计,这样才能提高塑料容器的安全性、质量和制造成本,还能在一定程度上体现出人性化包装及绿色功能的优化设计。
为了能更好的展现其优势,在塑料容器的结构设计时要充分了解其物理机械性能和相关优势,为了避免出现某些缺陷且满足一些要求的前提下,容器的形状可以做的更为简易。
