Investigating the surface integrity of aluminium based composites machined by EDM
2019-07-16SureshKumrUthykumrThirumliKumrnTemelVrolAykutCnkci
S. Suresh Kumr , M. Uthykumr ,*, S. Thirumli Kumrn , Temel Vrol ,Aykut Cnkci
a Faculty of Mechanical Engineering, Kalasalingam University, Krishnankoil, 626126, India
b Materials and Metallurgy Department, Karadeniz Technical University, Turkey
Keywords:Composites EDM Surface Crater HAZ
A B S T R A C T In the present work, the surface characteristics of Electrical Discharge Machined (EDM) Al (6351)-SiC and Al (6351)-SiC-B4C composites are investigated. The composites are prepared by employing the conventional stir casting technique, as it can produce better particle dispersion in the matrix. The detailed experimental study is performed on the composites by varying current(I),duty factor(τ),pulse on time(Ton),and the gap voltage(V)in order to analyze the Heat Affected Zone(HAZ)formed in the sub surface and the average crater diameter formed on the machined surface of the composites as an output function.The formation of recast layers,presence of bubbles and the surface texture of the composites at various machining conditions are observed. The results show that the increased Metal Removal Rate(MRR) increases the depth of HAZ and the average crater diameter on the machined area. Further, the addition of B4C particles to the composite produces more surface defect than the Al-SiC composite.
1. Introduction
The enhanced materials properties like low density,less weight,good wear resistant,high strength and lower thermal coefficient of expansion are possessed by a novel materials called Metal Matrix Composites (MMCs) [1]. Hence, it attracts the people of various industries namely structural engineering, aerospace and automotive industries. In recent days, the focus of the researchers has shifted to aluminum and its alloy based MMCs,owing to their wider usage in automotive sectors [2]. Among the various processing techniques, the conventional stir casting is a suitable manufacturing method to fabricate MMCs, since this process is more economical and simple and also appropriate for mass production[3].The aluminum based composite fabricated through this technique has improved particle dispersion in the matrix owing to proper stirring.The conventional machining process is not effective to machine a composite material which is caused by the existence of ceramic particles in the matrix. Amongst the non conventional machining processes, EDM is suggested for cutting particulate reinforced MMCs,as it produces a good dimensional tolerance[4].In addition, they produce some surface defects which are unavoidable owing to the more heat energy developed during machining. Thus, it's very tedious process to determining the optimal machining condition to improve the surface texture of the material and reduce the surface and subsurface defects.
EDM is a electrical energy based non-conventional machining process in which the metal removal takes place by a discrete pulse discharges occurs between the electrodes[5]During the discharge of electrical pulses,a small size cavity called crater is formed on the surfaces of both tool and work materials. This results in the formation of more number of craters oriented in random direction on the surface.In other hands,the accumulation and joining of craters are progressed on the electrode surfaces[6]. In addition to the craters formation,HAZ is developed in the sub surface of machined area.
The minimization of the depth of HAZ and the average craters diameter on the machined area determine surface texture of the materials [7]. have conducted an experimental and numerical investigation in the Inconel 718 material and have developed a model to predict the formation of white layer in the machined surfaces [8]. examined the surface modification of various MMCs using powder mixed EDM process with copper and graphite electrode and concluded that the significant amount of metal transfer is achieved with former one [9]. framed a finite element model to measure HAZ in the machined surface under various machining conditions [10]. studied the significance of process parameters on the modification at surface of the 50CrV4 and X200Cr15 material by EDM process and have proved that lower pulse duration and discharge current produces smaller metal removal rate and thinner HAZ[11].have conducted the experiments on the H13 and D2 tool steel material through the EDM and have found that the pulse duration influences more on the formation of recast layer and voids[12]. used stir casting route to produce Al based composite materials and it is also machined through EDM process.They examined the formation of recast layer, craters and voids in the machined surface of the composite at various machining conditions[13].have discussed about the experiments carried out using EDM with an objective to examine the surface integrity of C-40 steel and have reported that the surface finish was decreased and the presence of thick white layer on the machined area is increased with the increased current. Schulze et al. have [14] compared the experimental and simulated morphology of craters formed in the EDM process and identified the initiation and movement of plasma channel in the spark gap.However,no literature are reported with an objective to measure and minimize the HAZ and crater formation in the matrix by varying the weight percentage of reinforcement particles.
The objective of the experimental work is to evaluate the depth of HAZ, average crater diameter and the surface roughness of the aluminum based composite machined through EDM process at different condition. The Scanning Electron Microscopy (SEM) is used to characterize the subsurface microstructure and surface topography of the material after machining.Moreover,it is required to identify the surface defects and the variation of surface roughness.
2. Material and methods
2.1. Preparation of the composites
The stir casting process is employed to produce Al(6351)-5 wt.% SiC and Al (6351)-5 wt.% B4C-5 wt.% SiC composites. The silicon carbide particles are having improved mechanical properties namely lower density with higher hardness and ability to withstand at elevated temperatures. Since, B4C particles are having neutron absorbing characteristics [15], B4C reinforced composite materials can be well suited in nuclear applications.
The Al 6351 alloy in the form of rod is kept in the crucible for preheating.The ceramic reinforcement particles are also preheated to a temperature around 1000°C to 1200°C in order to oxidize the particle surfaces[16].The particle size of SiC and B4C are 69 μm and 149 μm correspondingly. Further, the alloy is heated and the preheated ceramic particles are added to the melt and stirred with an electric motor at a speed of 500 rpm for 5-10 min, to ensure the even distribution of particles in the matrix.The slurry is maintained at 700°C±20°C while pouring into the 100 mm diameter mould.The typical produced composite and the tool electrode used for the machining are shown in Fig.1.
2.2. Methodology
The experimental facility employed for the machining is shown in Fig. 2. The composites are machined with EDM at various machining conditions such as current, pulse on time, duty factor and the gap voltage. The 27 experiments in each composite have been carried out with copper electrode under straight polarity condition.A depth of cut of 2 mm is set for the machining of all the work samples. The selected parameters for experimentation are presented in Table 1.
Fig.1. Composite specimen.
Fig. 2. EDM facility used for the experimental work.
The HAZ is the sub surface area into which the heat energy is transmitted from the machined region. Due to this, there are possibilities of micro cracks formation in the sub-surface of the composite. The HAZ depth is measured from the SEM image by taking average at different locations.Increased distribution of heat energy leads to the formation of the bubbles and voids. They are also formed due to the evacuation of molten slurry from the sub-surface at high spark energy conditions. Further, the recast layer is also formed due to the unexpelled molten material.When skim cuts are used,less energy is applied on the surfaces which will reduces the recast layer.
The Surface Roughness (SR) is the expression of the surface quality of the product which is measured using Mitutoyo make Surftest SJ-401. The average roughness value is selected in this study and is measured by a profilo meter. The larger crater diameter on the machined surface leads to rough surface. Thus,controlling the spark energy to produce better finished components is an important task.The crater diameter is measured from SEM image of the machined surface by calculating the average of the different craters formed.The material removal rate is the ratio between the losses of material from the workpiece with regard to the machining time.The weight loss obtained in the work piece is calculated by weighing them before and after using high precised balance.
3. Results and discussion
3.1. Properties of the composite material
The Energy Dispersive Spectroscopic (EDS) image witnesses the homogeneous distribution of reinforced particulates in the matrix for the fabricated composite materials and it is presented in Fig. 3.

Table 1Experimental conditions.
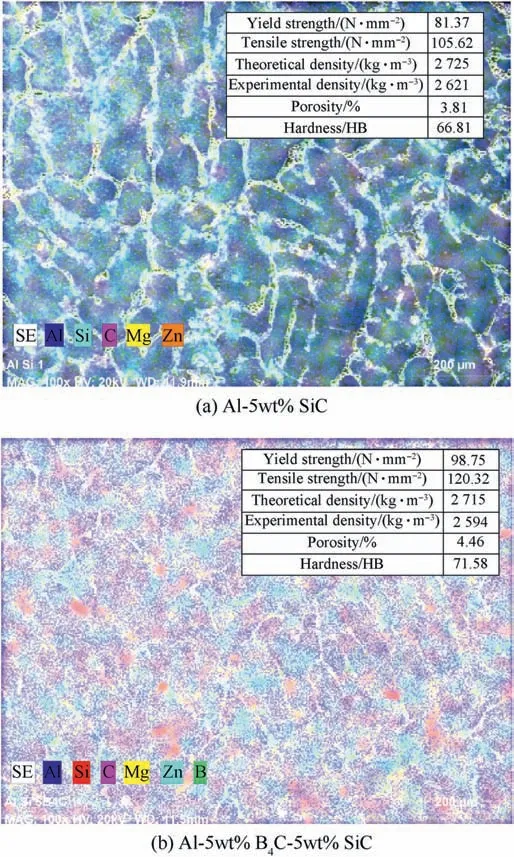
Fig. 3. EDS analysis.
The mechanical and physical properties of the composites are found as per ASTM B557-10. The inclusion of B4C particulates into the matrix results with an enhancement of mechanical properties.Further,the addition of hard B4C particulate increased the hardness of the composite.The porosity is found based on the theoretical and experimental density. The theoretical density is obtained by the rule of mixture and the experimental density is found by the density meter.The porosity is found to be increasing when content of B4C particles are increased in the matrix.This is due to the poor wettability of the reinforcement.However,the porosity is found to be <5%which confirms the effectiveness of casting process and it is free from defects.
3.2. Subsurface microstructure
The Electrical Discharge Machined surfaces of the composites are sectioned in transverse direction and are polished for the microstructure observations in the subsurface and machined areas.The etchant used for this process contains 100 ml of HNO3and HCl.The etched surface is then subjected to metallurgical examination through SEM.
The spark energy produced between the electrodes is low at lower pulse duration and current which produces lower MRR.The increased pulse time induces high heat which penetrates into the sub-surface of the composites and produces HAZ.In addition to the HAZ,the molten state of material formed by a prolonged electrical discharge will not be flushed away from the spark gap due to the deficient time and it is re-solidified in the machined area. This forms a thick carbon layer on the surface and witnessed as a recast layer. However, the micro cracks in the form of bubbles and voids are confined in the recast layer.Fig.4(a-d)and Fig.5(a-d)shows the SEM image denotes the formation of recast layer and bubbles in the Al-SiC and Al-SiC-B4C composites respectively at different machining conditions.
The increase in the depth of HAZ in the machined area has been noticed with an increase in the metal removal rate for both the composites.This is caused by the increased electrical spark energy discharged into the material. This causes the temperature rise between the spark gap. In consequence, the temperature distributed to the sub-surface of the composites will damages the materials and forms the voids and the bubbles during the machining process.
The depth of HAZ increased with an increasing MRR. This is because of the higher spark energy discharge at higher current and pulse duration. However at similar conditions, the Al-SiC composite produces less HAZ depth in the sub-surface compared to the Al-SiC-B4C composite. This is caused because of the existence of ceramic reinforcements in the composites which absorbs more discharge energy at higher pulse current and prolonged spark duration.
3.3. Surface topography
The SEM image of the EDMed surface showing the presence of craters in the Al-SiC composite materials at the different machining conditions is shown in Fig. 6(a-d). The increased current and the pulse duration generate enormous heat energy in the material. This produces continuous bombarding forces in the machining surfaces.Due to this force,the materials are melted and partially vaporized and they are removed by proper flushing of dielectric medium in the spark gap. Moreover, the ridge-rich surfaces and the craters are also formed on the machined surfaces by the molten material which is blasted out by the discharge pressure.Subsequently it reaches the solidification temperature due to the presence of dielectric fluid. In addition to this, the metal removal produces a number of smaller cavities on the machined surfaces which are grouped together to form craters.The increased current and pulse duration influences the creation and size of the craters and also exhibits deeper craters with ridge-rich surface in the machined areas.
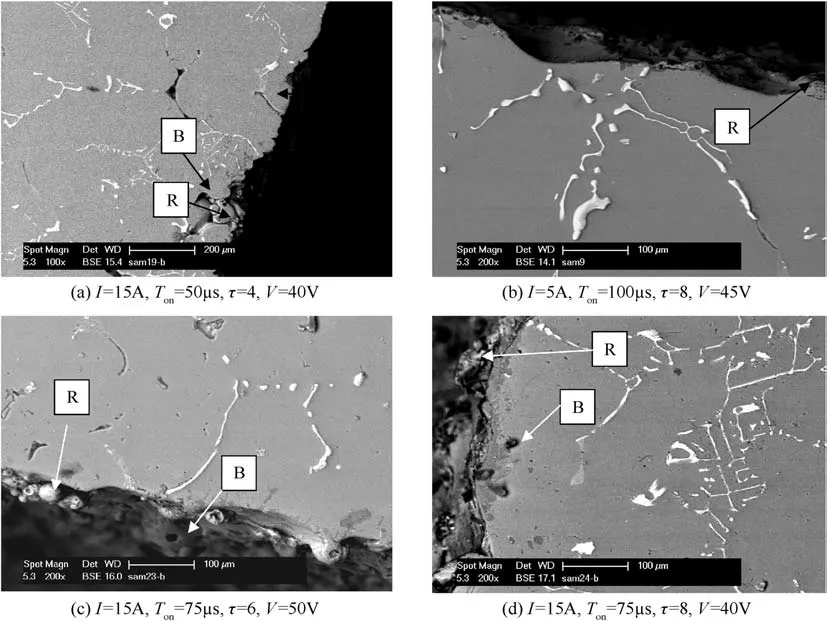
Fig. 4. (a-d) Micrograph of Al-SiC composite (R=Recast, B=Bubble).
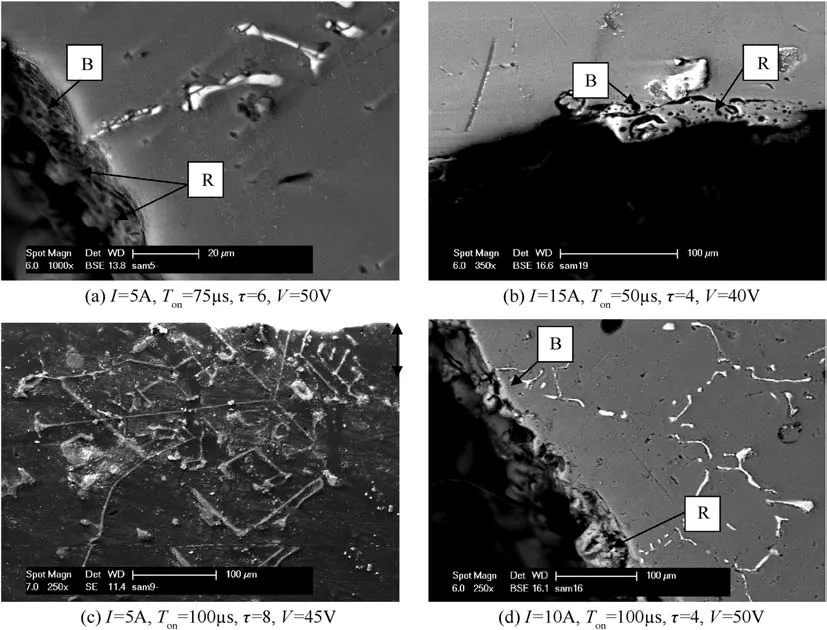
Fig. 5. (a-d) Micrograph of Al-SiC-B4C composite.
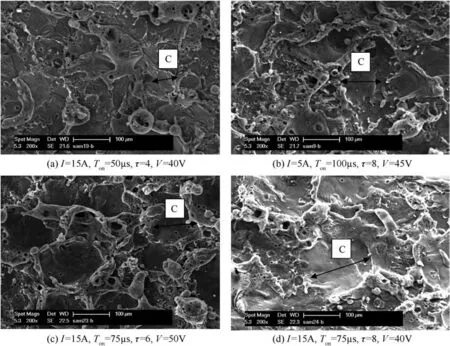
Fig. 6. (a-d) Crater formation in Al-SiC composite (C=Crater).
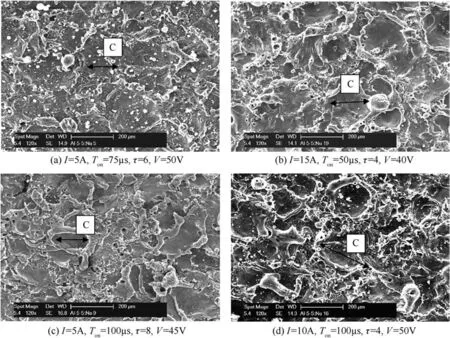
Fig. 7. (a-d) Crater formation in Al-SiC-B4C composite.
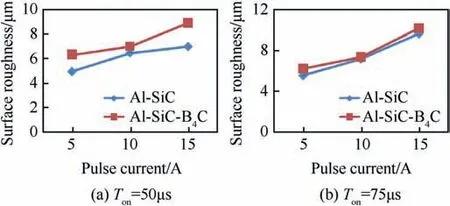
Fig. 8. Pulse current vs SR.
Fig.7(a-d)confirms the occurrence of the craters developed on the machined areas of the Al-SiC-B4C composite.The image shows that even in the same sample when the machining conditions are constant,the crater shape is not identical.This is due to the various interactions occurring among the debris,dielectric circulations and the continuous electrical spark.In addition,the shape of the craters changes from the conical shape to the cylindrical form when the applied pulse current and gap voltage increase.
The diametrical size of the different craters formed in the machined region of the two composite materials is measured and the average value of the crater diameter is considered. The Al-SiC composite produces less crater diameter in the machined surface compared to the Al-SiC-B4C composite. This is owing to the absence of B4C particulates which reduces the probability of the development of the craters and subsequently the combination of craters in the machined areas. However, the higher flushing efficiency minimizes the crater diameter irrespective of the composite specimen.
3.4. Surface roughness
The SR measured on the machined part is increased with the current at constant pulse on time since; it increases the pulse energy[17].Normally,the pulse current influences more on affecting the surface finish of the composites. It increases the spark energy discharge on the localized area of the composite material which leads to the development of more number of craters on the machined part.In addition to this,the hard B4C particles reinforced to the material desires more spark discharge in order to melt and partially vaporize the composite. These craters are grouped together and form poor finish. The increase in SR for the pulse current at various pulse duration is shown in Fig. 8(a and b).
4. Conclusions
The characteristics of the machined part of Al-SiC and Al-Si-C-B4C composites are analyzed with an objective to identify the surface and sub surface defects. The following observations are drawn based on the experimentation.
· The reinforcements are evenly distributed in the aluminum matrix and are ensured through the EDS image. The improvement in the properties are noticed when the B4C particles are included in the composite.
· The Al-SiC-B4C composite produces greater HAZ depth in the sub surface, compared to Al-SiC composite. It is owing to the observation of higher discharge energy at higher pulse current and prolonged spark duration condition.
· The crater diameter is found to increase for both the composites when MRR is increased.The existence of B4C particulates in the matrix produces larger crater diameter on the machined area compared to Al-SiC composite.
· The visible raise in the SR is noted with increased current during the machining process.Further,the addition of B4C particulates in the composite increases SR.
杂志排行

Defence Technology的其它文章
- Body armour - New materials, new systems Ian G. Crouch*
- Special materials in pyrotechnics VII: Pyrotechnics used in thermal batteries☆
- Real-time calculation of fragment velocity for cylindrical warheads
- Heavy metal free primers: Polymorphism of gadolinium and titanium in the context of GSR glass phase Felice Nunziata
- Mitigation of EDFA transient effects in variable duty cycle pulsed signals
- Ballistic impact properties of woven bamboo- woven E-glassunsaturated polyester hybrid composites