Experimental investigations on wear properties of Palm kernel reinforced composites for brake pad applications
2019-07-16SatishPujariSrikiran
Satish Pujari, S. Srikiran
Department of Mechanical Engineering, Lendi Institute of Engineering and Technology, Vizianagaram, Andhrapradesh, India
Keywords:Friction materials Palm kernel fiber Nile rose Wheat Brake pad Wear test Hardness test Oil absorption test
A B S T R A C T The use of asbestos material is being avoided to manufacture the brake pads as it is harmful and toxic in nature. Further it leads to various health issues like asbestosis, mesothelioma and lung cancers. These brake pads can be replaced by natural fibers like Palm kernel (0-50%),Nile roses(0-15%) and Wheat(0-10%) with additives like aluminum oxide (5%-20%) and graphite powder (10%-35%). Phenolic resin of 35%is utilized as a binder. Particulated Nile roses are used to increase the friction coefficient and wheat powder is used to reduce the wear rate.Aluminum oxide and graphite are abrasive in nature.This helps to make brake pads with high friction co-efficient and less wear rate with low noise pollution.The wear of the proposed composites have been investigated at different speeds.Various tests like wear on pin-ondisc apparatus, hardness on the Rockwell hardness apparatus and oil absorption test have been conducted. Phenolic resin produces good bonding nature to fiber. Thus, Fibers found to have performed palatably among all commercial brake pads.The objective of the research indicates that Palm kernal shell could be a conceivable alternative for asbestos in friction coating materials.
1. Introduction
In the current days, various studies were meticulously experimented to examine the usage of natural fibers as an alternative for the fibires that are artificial in Fiber Reinforced Composites. Low density,low cost,high flexural modulus,as well as impact strength,specific strength, renewable, non-corrosive and easier to manufacture are the merits that are observed with fibres that are naturally available. Their biodegradability have helped in their widespread application, including in the automotive, aerospace and transportation industries [1]. Natural fibers play an essential role in the development of high performance biodegradable composites. Further, they are the needful material in addressing the existing perpetual environmental and 3R (Recycle-Reuse-Reduce)issues due to its easy to degrade. These points of interest make natural fibers potential replacement for synthetic fibers in composite materials. Mechanical properties of natural fibers are great and may contend with synthetic fibers in specific strength and modulus [2,3]. A superior understanding of the chemical composition and surface adhesive bonding of natural fiber is necessary for developing natural fiber reinforced composites. The components of natural fibers include cellulose, hemicelluloses,lignin, pectin, waxes and water soluble substances [4].
Efficiency of a brake structure in a automobile is mainly determined by the tribological characteristics of a friction couple.Among the components in a brake assembly,the material used for friction is taken into account as a pivotal part of the performance of a vehicle. The modification of brake performance by changing the friction material is relatively easier for the vehicle manufacturer rather modifying other specifications of a brake system. Huge efforts have been adopted to develop friction materials having optimized tribological characteristics of various braking conditions.Monolithic materials did not fulfill the diverse requirements of a commercial brake friction material as the parameters like safety and comfort of brake performance not taken into concern.Various materials have been used to produce brake friction materials,expecting that each ingredient provides positive roles for brake performance under different braking environments [5,6]. Brake pads are essential parts of the braking system. The brake pads for the most part, comprise of asbestos fibers embedded in polymeric matrix along with several ingredients. The utilization of asbestos fiber is been stayed away from because of its cancer-causing nature,it can cause lung tumor and other medical issues.Another asbestos free friction material and brake pad materials like Kevlar,glass fiber and graphite were developed. It is envisioned that future improvements in the pattern of brake friction material will firmly impersonate the present patterns of the automotive industry[7-10]. A derived unoriginal material for asbestos which is prepared by palm kernel shell has been reported by some surveyor.A non - asbestos friction material was established by wastage in agriculture - Palm kernel shell (PKS)- along with other constituents, considered as a substitute in the manufacture of a disc brake[11]. The presence of PKS particles delivers a higher thermal stability,increased abrasion and sliding wear resistance and delays the transition from mild to severe wear[12].The purpose of the work is to develop an asbestos free brake pads using natural materials like Palm kernel, Nile rose and Wheat.
2. Experimental
2.1. Materials
Palm kernel fiber,Wheat fiber and Nile rose fiber were acquired from local industry, visakhapatnam. These collected fibers treated with sodium hydroxide and were ground into powder of required size. In the work Palm kernel fiber of Palm Kernel that is particulated is mixed with aluminum oxide (Al2O3) powder and graphite powder in definite proportions is called as Type-1 composites and particulated Palm kernel fiber mixed with powders of Nile rose,Wheat,Aluminium and graphite in definite proportions is called as Type-2 composites. Phenolic resin was used as a matrix.
2.2. Alkali treatment
The collected Palm kernel, Wheat and Nile rose fibers were suspended in a solution of caustic soda (NaOH) for one day to remove the remnant of red oil left after extraction.The fibers then watered to remove the caustic soda and is exposed to sun light for one week.The dehydrated fibers were ground into powder form of grain size of <100 μm using a hammer mill [13].
2.3. Composite preparation
Palm kernel was base material, phenolic resin was binder material, aluminum oxide and graphite were abrasive and friction materials. Palm kernel, Nile rose and wheat fibers were collected from the waste palm oil fruit, rose stem and wheat plant respectively. These collected fibers undergone for alkali treatment and then ground as a powder.The prepared powders of different fibers are mixed with particulated aluminum oxide and graphite as Type-1 and Type-2 composites in different volume fractions and are named as sample numbers like S1,S2,S3,S4and S5respectively. The hand lay-up method is implemented for the preparation of specimens having various sizes. Type-1 and Type-2 Composites with different volume fractions of the fibers are exhibited in Table 1 and Table 2 respectively.

Table 2Composite material of Type-2 with different volume fractions of Palm kernel powder.
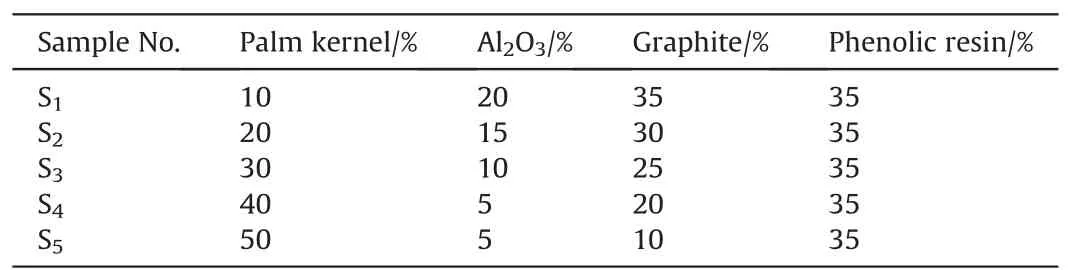
Table 1Composite material of Type-1 with different volume fractions of Palm kernel powder.
2.4. Tribological properties
The wear characteristics of Type-1 and Type-2 composites as a function of volume fractions of Palm kernel, Nile rose and Wheat fibers at various speeds of 350 rpm, 450 rpm and 550 rpm measured by using a pin on the Disc Wear Testing Machine in accordance with the ASTM G-99 standard [14]. The sample is of cylindrical in shape of size 8 mm in diameter and 30 mm length were prepared for all compositions of the fibers which is as shown in Fig.1. These tests were carried out at a load of 20N at different speed conditions. The accompanying condition is utilized to calculate the wear rate [15]

where Wsis specific wear rate in mm3/Nm, Δm is a weight difference in gm, L is sliding distance of the specimen in m, F is applied load in Newton and ρ is the density of the fibers in gm/mm3.
2.5. Mechanical properties
The Hardness of the composites as a function of volume fraction of Palm kernel,Nile rose and Wheat fibers were measured by using a Rockwell hardness testing machine in accordance with ASTM D-785 standard [16]. The samples of size 25mmX25mmX6mm were prepared for different compositions of the fibers as shown in Fig.2.

Fig.1. Wear testing specimens at different volume fractions of the fiber.

Fig. 2. Hardness testing specimens at different Volume fractions of the fiber.

Fig. 3. Oil absorption testing specimens at different volume fractions of the fiber.
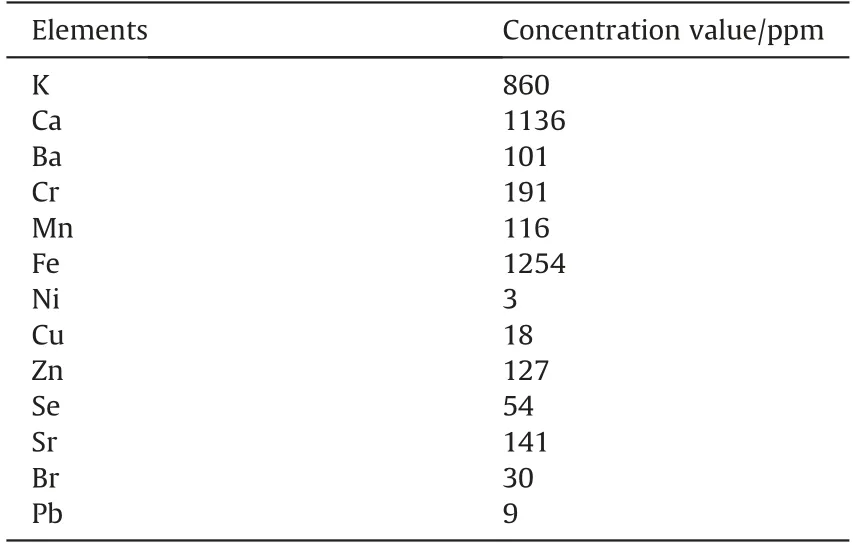
Table 3Composition of Palm kernel fibers [18].
2.6. Physical properties
Oil absorption tests conducted as a function of volume fraction of various used fibers,to find the ability of the composites to absorb different oils.The samples prepared as per ASTM D570-98 standard[17]with a size of 7.6cmX2.54cmX0.5 cm as shown in Fig.3.The test was conducted for 5 days at a room temperature. The following equation used for the calculation of oil absorption coefficient

where Wi and Wf are the weights of the samples before and later immersion of the specimen in SAE 10 oil.
3. Results and discussions
From the existing literature it is found that Palm kernel fibers mainly contains semi-metals and nonmetals. These elements are equally found in asbestos.The element composition in Palm kernel fibers is shown in Table 3.
The comparison of asbestos and Palm kernel based brake lining formulations collected from the literature is shown in Table 4.Tables 3 and 4 suggested that Palm kernel fibers can be used as fibers in the production of brake pads.
3.1. Tribological properties
The specific wear rate of Type-1 composites at different volume fractions of particulated Palm kernel at different speeds is presented in Table 5.
The specific wear rate of Type-2 composites at different volume fractions of particulated Palm kernel at different speeds is presented in Table 6.
The wear results of Type-1 composites show that, the specific wear rate increases as fiber content increases upto certain extent,latter the specific wear rate decreases,which is shown in Fig.4.It is because the fiber,matrix adhesion.In case of higher fiber contents the tested composites may be attributed to strong adhesion of fiber with resin[20].
The wear results of Type-2 composites show that the trend of graph some times decreasing and some times increasing, which is shown in Fig. 5. It depends upon the adhesion properties of particulated Nile rose and wheat with resin.At the strong adhesion of the natural fibers with resin gives good wear resistance of composites[21].
3.2. Mechanical properties
The Hardness values for Type-1 and Type-2 composites at different volume fractions of the fiber are shown in Table 7.

Table 4Comparison of Palm Kernel Fibers brake lining formulation with Asbestos[19].

Table 5Specific wear rate of Type-1 Composites for different volume fractions of the fiber at various speeds.

Table 6Specific wear rate of Type-2 composites for different volume fractions of the fiber at various speeds.
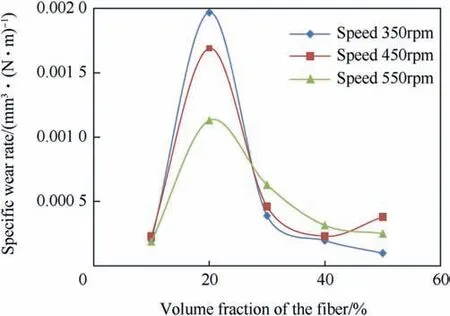
Fig. 4. Effect of volume fraction of palm kernel on wear rate of Type-1 composites.
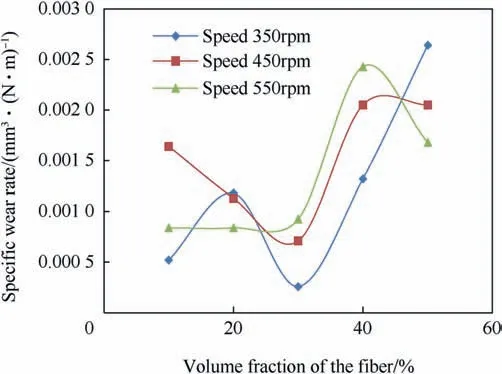
Fig. 5. Effect of volume fraction on wear rate of Type-2 composites.
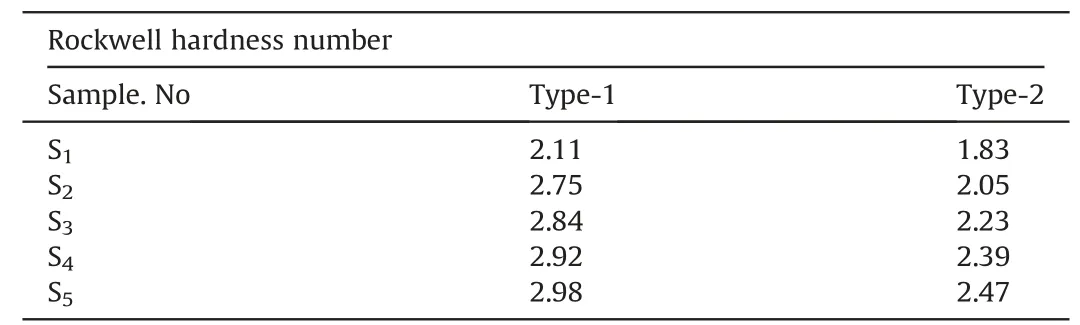
Table 7Rockwell hardness number of Type-1 and Type-2 composites.
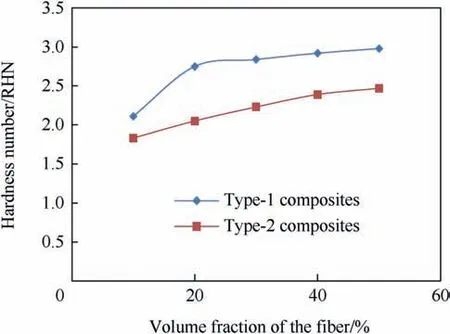
Fig. 6. Effect of volume fraction of the fiber on Hardness of various composites.
Comparison of outcome of fiber volume fraction on the hardness of Type-1 and Type-2 composites shown in Fig.6.It is observed that the hardness of the composites increases with the increase in the fiber content. Usually, the fiber content increases the modulus of the composites which consecutively upturns the hardness of the fiber.This is because hardness is a function of relative fiber volume.From the figure it is concluded that Type-2 composites having more hardness value of Type-1 composites at maximum volume fraction of the fiber content.
3.3. Physical properties
In the study it is to report the effect of the parameters such as volume fraction and oil absorption content for five days for Type-1 and Type-2 composites. Table 8 and Table 9 represents the oil absorption values of different composites for different volume faction of the fiber.
The results show that, when the volume fraction of the fiber increases the oil absorption content of the composite increases.The oil absorption values of Type-1 and Type-2 composites for different volume fractions of the fiber are presented in Fig. 7 and Fig. 8.
The trend of the graphs indicate that, Type-1 composites have less oil absorption capacity comparatively to Type-2 composites.Itis because in Type-1 composites Palm kernel absorbs more resin and this resin absorbs less oil. Where as in Type-2 composites the wheat and Nile rose attracts more oil which leads to more oil absorption.
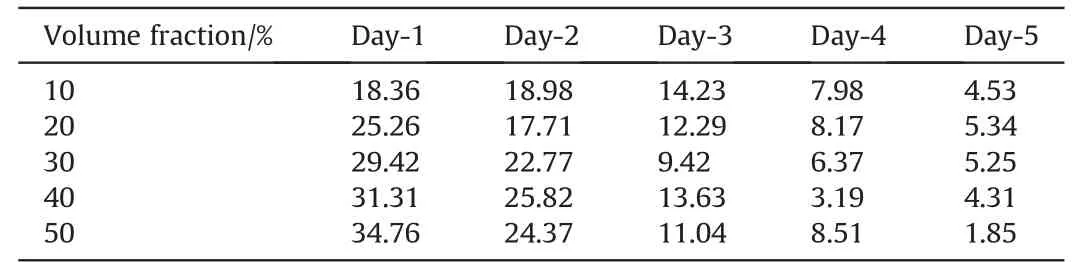
Table 8Oil absorption values of Type-1 composites for different volume fractions of the fiber.
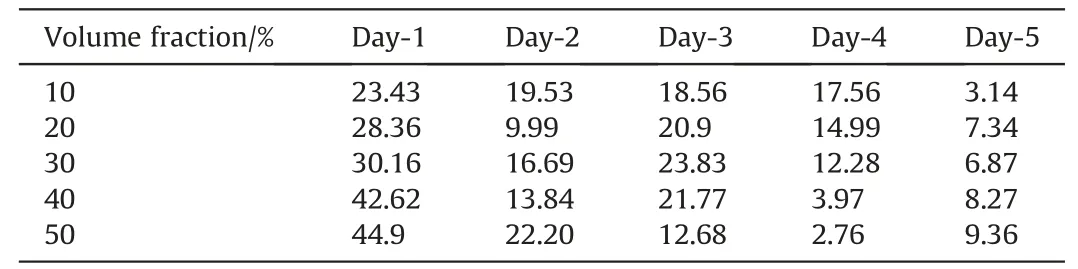
Table 9Oil absorption values of Type-2 composites for different volume fractions of the fiber.
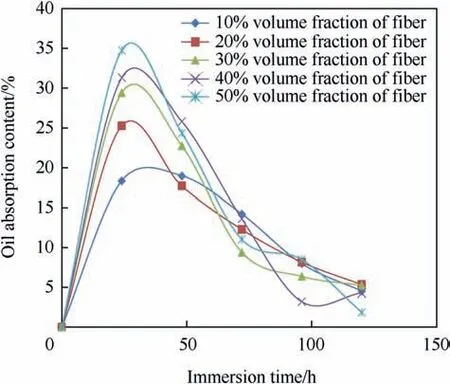
Fig.7. Oil absorption for different volume fractions of the fiber for Type-1 composites.
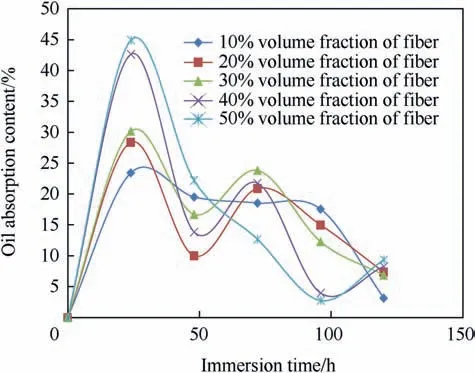
Fig.8. Oil absorption for different volume fractions of the fiber for Type-2 composites.
4. Conclusions
(1) Better wear properties occurred by adding of 5% wheat in 30% volume fraction of fiber of Type-2 composite. But in Type-1 composites for achieving better wear properties the volume fraction of the palm kernel should be 50%.
(2) The maximum value of hardness occurred in Type-2 composites at 10% wheat and 15% Nile rose added to 25% palm kernel,which is nearer to the value of 50%of palm kernel in Type-1 composites.
(3) The least oil absorption content occurred for 50% of palm kernel for Type-1 composites after immersion of specimen in oil for five days.Where as for Type-2 composites the addition of 2% Nile rose, 3% of wheat for 5% palm kernel the oil absorption value is less.(4) Based on the observations in the present work, it can be concluded that the tested natural fibers can replace asbestos in reinforcing the friction composites.
杂志排行

Defence Technology的其它文章
- Body armour - New materials, new systems Ian G. Crouch*
- Special materials in pyrotechnics VII: Pyrotechnics used in thermal batteries☆
- Real-time calculation of fragment velocity for cylindrical warheads
- Heavy metal free primers: Polymorphism of gadolinium and titanium in the context of GSR glass phase Felice Nunziata
- Mitigation of EDFA transient effects in variable duty cycle pulsed signals
- Ballistic impact properties of woven bamboo- woven E-glassunsaturated polyester hybrid composites