钢板坯装卸作业夹具的研制
2019-07-15佟继东
佟继东
(天津港第四港埠有限公司 天津300456)
1 国内钢板坯装卸状况
钢板坯或钢坯是钢厂冶炼并经初步轧制得到的便于贸易、运输和进一步加工的粗钢产品。国内各大港口的钢板坯装卸作业目前基本采用两种工具:一是使用钢丝绳扣进行钢板坯装卸作业,由于此类货物本身为裸装,且带有棱角,作业时对钢丝绳损耗量大,从而增加了材料成本投入。此外,钢丝绳扣在使用过程中由于受到挤压,造成钢丝绳形成“硬弯”,工人在使用上很不方便,严重影响了钢板坯装卸生产效率。二是使用链条扣进行钢板坯装卸作业,链条的使用周期相对于钢丝绳扣较长,从成本投入角度讲,一次性投入之后,可以使用较长的时间,从而降低材料成本的投入。但链条在日常使用和管理上存在不便于检查的问题,主要体现在细微的裂纹上,单纯依靠人工检查是很难检测出来的,给装卸生产安全埋下较大隐患。此外,链条扣本身自重较钢丝绳扣重很多,工人在领还、使用过程中增加了劳动强度,不利于装卸效率的提高。综上可知,两种工具都存在着无法避免的劣势。
2 适用于港口作业的钢板坯夹具设计思路
港口件杂货的装卸作业方式不同于钢厂,钢厂一般配备有龙门吊或天车,其货物运行路线为横向或纵向。港口件杂货的卸车码垛作业中,货物运行是以吊车为中心,近似于圆弧型的路线。
由于吊车勾头只能在竖直方向运动,不同于门机吊索可分起升和下降2个方向运动,该钢坯夹具只需1个吊点,同时要求自身具有可以启闭的装置[1],以满足作业中对货物的夹取和开放。
根据现有 25t吊车实际工作载荷一般为 10t(在一定角度的情况下),初步确定了钢板坯夹具的自重为2t,工作负荷为8t。
3 钢板坯夹具设计
如图1所示,钢坯夹钳主要由1—吊梁、2—启闭机构、3—连杆、4—限位板、5—支撑板、6—钳臂、7—钳牙7个部分组成。
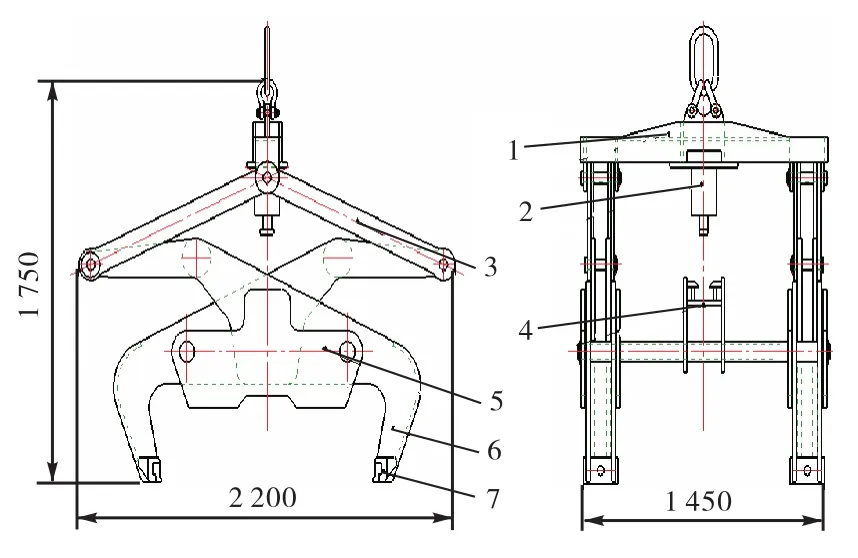
图1 钢板坯夹具Fig.1 Steel slab fixture
1—吊梁:吊梁与吊车之间以吊环加卸扣的方式连接,避免了装卸钢坯时的脱钩现象,降低了夹具本身的高度,有利于卸车和码垛作业。2—启闭机构:启闭机构具有自动转锁功能,是实现钢坯夹具自动开闭的机构,其动作不需要任何外来动力源,靠夹具自身的重力实现自动开闭(图2)。3—连杆:连杆是吊梁和钳臂的连接件。4—限位板:限位板上部加工有凹型槽,与启闭机构配合,以限制夹具的张开与闭合[2]。5—支撑板:是钢坯夹具的支撑件,支板支在钢坯的上表面以保证钢坯夹具的启闭机构顺利动作。6—钳臂:钳臂是夹具的主要增力部件,通过它把钢坯夹起。7—钳牙:钳牙是与钢坯直接接触的主要零件,决定着钢坯夹具夹持钢坯的可靠性,以槽形插接方式与钳臂联结。
如图2所示:启闭机构主要由 1—底座、2—圆筒、3—闸片、4—销轴、5—旋齿勾头 5个部分组成。其中底座和圆筒为一个整体;旋齿勾头由 5-1上齿圈、5-2下齿圈、5-3勾头 3部分组成;在圆筒上由闸片固定 2个销轴,分别嵌在上、下齿圈的中间。上齿圈、下齿、圆筒内表面均涂有润滑脂,以保证启闭机构的各部件在运动过程中动作灵活、可靠、无任何卡阻现象。
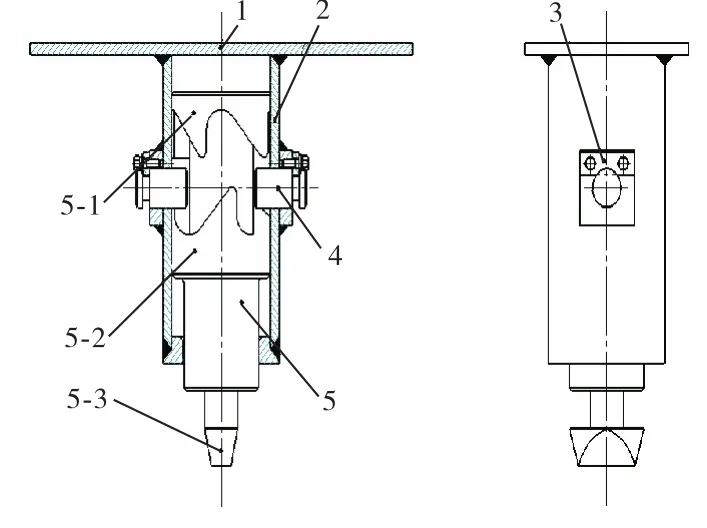
图2 启闭机构Fig.2 Opening and closing mechanism
结合图3,阐释其动作原理如下:
销轴的初始位置在 A处;当旋齿勾头整体受到向上的压力时,下齿圈与销轴发生挤压,在齿形的带动下旋齿勾头整体围绕自身中心旋转 1个角度α(α=45°),此时销轴的位置在B处;
当旋齿勾头整体受的压力撤销后,在重力的影响下,上齿圈与销轴发生挤压,在齿形的带动下旋齿勾头整体围绕自身中心又旋转 1角度 β(β=45°),此时销轴的位置在C处。
因为α+β=90°,所以启闭机构每当受到一次撞击,其勾头便会旋转90°。
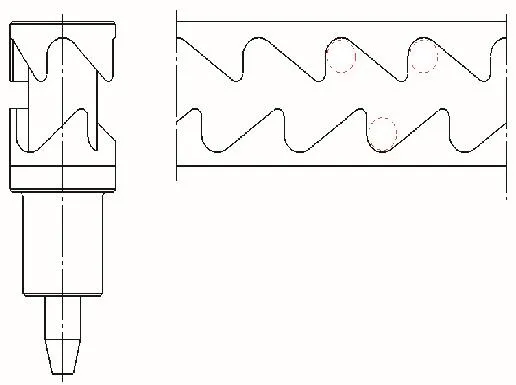
图3 旋转机构Fig.3 Rotating mechanism
4 钢板坯夹具的工作原理
①将此钢板坯夹具的“吊点”与吊车勾头用钢丝绳扣及卸扣进行连接,吊车向上绞车,启闭机构处于闭合状态,如图4所示,即启闭机构中的勾头卡在限位板的凹型槽内,钢坯夹具的钳臂保持最大开口状态。
②将钢板坯夹具骑放在钢坯上,即利用其自重产生的轻微撞击使启闭机构内的勾头旋转 90°,由闭合转为开启状态,如图5所示,继而勾头脱离限位板的凹型槽如图6所示,此时连杆和钳臂可以按其自由度运动,即夹板闭合,夹住钢坯[3]。
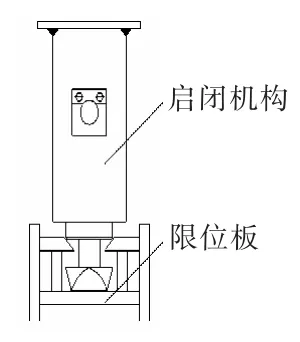
图4 限位机构Fig.4 Position-limit mechanism
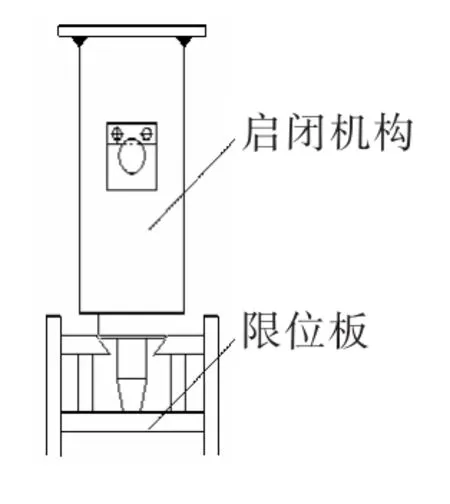
图5 开启状态Fig.5 Openstate
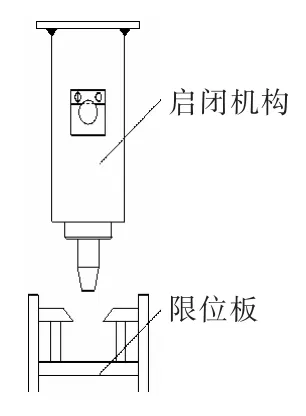
图6 闭合状态 Fig.6 Closestate
③将钢坯夹运至指定位置后,向下绞车,落货完毕后,钢板坯夹具受自重作用,钳臂张开到最大状态,同时“启闭机构”由于受到撞击,转为闭合状态(图4),即启闭机构中的勾头重新卡在限位板的凹型槽内。以上为一次操作过程。
5 钢板坯夹具的安全性操控性
①此夹具设计保证了各构件的强度、刚度、稳定性,进而保证了“钢板坯夹具”整体的安全性。
②钳牙是与钢板坯直接接触的主要零件,决定着钢坯夹具夹持钢坯的可靠性。因此,钳牙经过热处理,其硬度及耐磨性能良好。钳牙的工作端面加工有尖牙,可提高对钢板坯的夹取力,使夹具的操控性得到了保障。
6 主要技术性能指标
自重:1.9t;
负荷:8t;
外型尺寸(长×宽×高):2200mm×1450mm×1750mm;
开口范围:800~1200mm。
7 创新点
由于港口装卸的特殊性,工属具的工作动力应尽量避免由电控和液控提供,最好是利用自身重力的纯机械式。因此,在钢板坯夹具中设计了启闭机构,利用此启闭机构,并依靠夹具自身的重力,达到启闭机构自动转锁功能,以实现钢坯夹具自动开闭的目的。本钢板坯夹具的创新点是:钢板坯陆运装卸作业由传统的“人工兜挂”方式转变为“机械夹运”方式,在实际应用中减少了工人的配备数量,免除了工人穿扣、挂扣、摘扣的操作环节,较好地解决了装卸作业工人的安全问题,降低了工属具的消耗成本,同时提高了装卸作业效率。
