全自动磨边机半框眼镜加工流程图解
2019-07-13郝志红
郝志红
随着人们生活水平的提高,眼镜成为人们必不可少的一种光学器具。眼镜款式在加工上大致可分为全框、半框和无框眼镜三大类。2019年3月刊本栏目图解了金属全框眼镜的加工流程,本期继续介绍一下全自动磨边机半框眼镜的加工工艺流程。
NEKSIA扫描仪分为镜架扫描和光学扫描。镜架扫描为自动三维双眼扫描,主要针对镜架沟槽的高精度扫描;光学扫描为自动识别衬片和样板两种模式。在加工半框眼镜时使用扫描衬片模式,衬片来自半框眼镜架的自带衬片。如果自带衬片有损伤或者不能扫描,也可以根据镜架的样式做一个标准模板。
案例处方:
姓名:张某
性别:女
R:+3.50DS
L:+5.00DS,左右眼瞳距(PD)均为30cm
顾客选择一般树脂镜片,折射率1.499,眼镜架为金属半框眼镜架。镜架的尺寸标注为53□15 130。
1 加工半框眼镜流程(以右眼为例)
拿到订单首先核对处方,需要核对以下信息:
①眼镜片的种类、材质、品牌、折射率、颜色、顶焦度、散光轴位、棱镜度数及基底朝向、下加光、远用或者近用瞳距等信息;检查镜片表面是否有瑕疵等缺陷。
②眼镜架型号、种类、颜色、材质等信息;眼镜架外观是否有脱色、裂痕等缺陷。
③加工要求,是否染色,有无抛光、镶钻、切边,是否加急等要求。
④工作过程记录(扫码输入信息、加工师信息、加工检验等)。
2 确定眼镜片的加工基准点和加工基准线
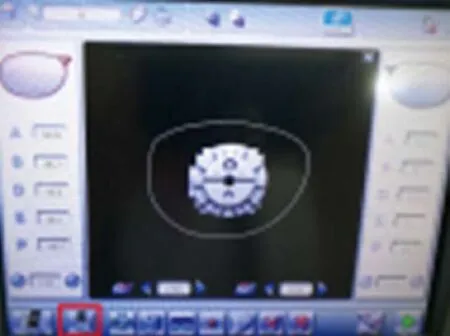
①全自动磨边机操作前需要使用自动焦度计根据顾客的处方,确定顶焦度及散光轴位后在镜片上面打印点。
②三个黑色印点所对应的直线即为镜片的加工基准线,中心的点即为镜片光学中心的位置。
③在镜片表面增加防滑膜,防止镜片划伤;同时在镜片上面标记左右眼及上下方向。

3 使用全自动扫描仪进行扫描
3.1 扫描衬片
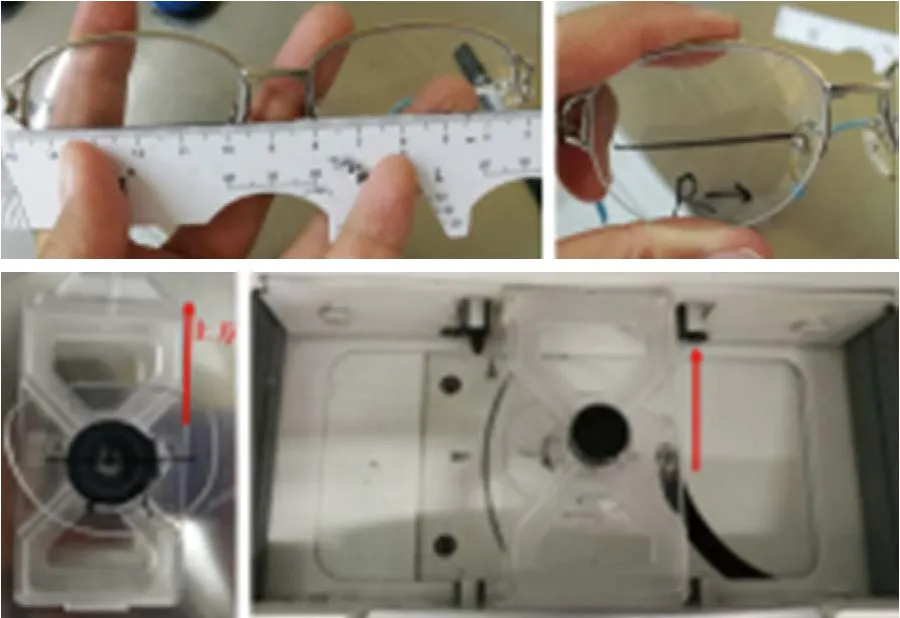
与加工全框眼镜相比,半框眼镜需要扫描衬片。在卸下衬片之前需要在衬片上画出一条水平参考线,以保证水平方向,将衬片安装到衬片架上,保证衬片的水平线与衬片架上的吸盘中心线水平或者对齐,尽量在衬片的中间位置。衬片放置的时候要注意到上下的方向,这一款全自动磨边机不能自动识别上下位置,所以需要人工把上下位置标注好。有些高端的全自动磨边机是有照相功能的,可以自动识别衬片的上下位置。
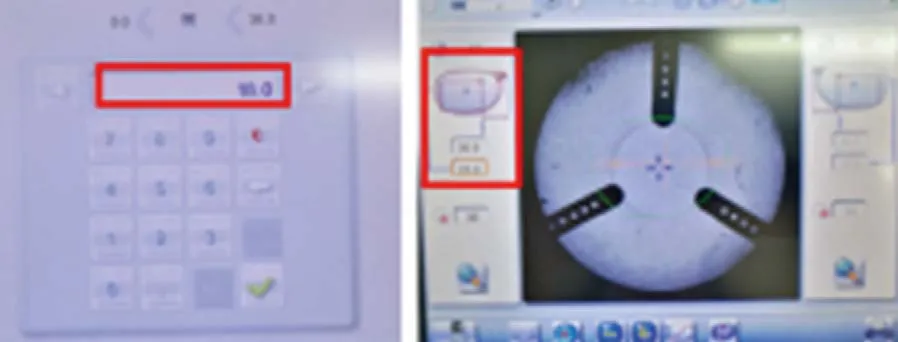
3.2 输入瞳距和瞳高
系统扫描衬片,需要输入镜架的鼻梁尺寸。一般情况下,加工师需要测量鼻梁尺寸与标注的是否一致,如果不一致,须按照实际测量尺寸输入。扫描完成后,系统会在界面处显示衬片的形状和尺寸。此时输入处方中的单眼瞳距、单眼瞳高,如果处方中没有特殊备注单眼瞳高的,一般情况下,远用眼镜的瞳高上移1mm~2mm;根据处方要求,顾客瞳距为60mm,瞳高为20mm。如下图所示,输入顾客瞳距的1/2,即为30mm,顾客瞳高20mm。
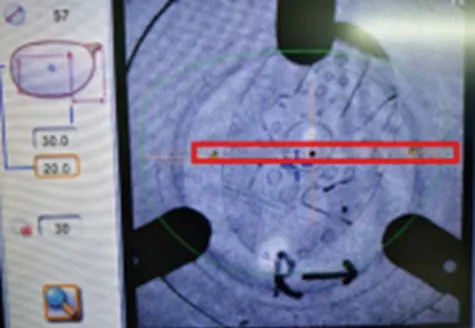
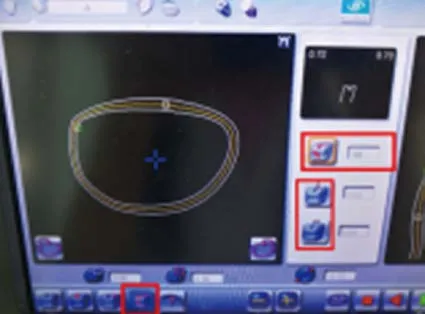
3.3 确定镜片加工中心
将吸盘安装到相应的吸盘座上,根据扫描得到镜圈尺寸,系统会根据输入的瞳距值计算出水平移心量,同时自动将加工位置进行调整;3个红色印点的位置要与水平线位置对齐,同时出现3个黄色x号标记,表示已经与3个印点重合。不要移动镜片,点击吸盘按键,将吸盘吸附在镜片上,吸盘吸附的位置即为镜片的加工中心位置,图中蓝色十字标记即为镜片加工中心的位置。为防止吸盘脱落,可以再次将吸盘按压一下,同时在镜片凹面贴上防滑贴以保护光学中心位置。

4 使用全自动磨边机进行磨边
4.1 数据传输到磨边机
点击电脑按键,将扫描仪上面的数据传输到磨边机,相应的镜框形状和镜型尺寸都会进行传输。
4.2 选择材料
根据镜片材料选择合适的类型,选项有一般树脂(1.5)、PC、高折树脂>1.5)、聚氨酯、玻璃、Trybrid材料;此时我们选择一般树脂镜片1.5标记的选项。

4.3 选择边型
选择类型有尖边、开槽、平边3种类型,分别适应于全框、半框和无框眼镜;此时我们选择开槽模式。

4.4 磨边模式
磨边模式分自动和手动两种,根据镜框的类型、材质和镜片的折射率、材料等信息,可以选择自动和手动两种。自动模式凹槽前后比例为50%,手动情况下可以自行设置凹槽前后比例的位置。本案例中镜架为金属半框,处方中右眼镜片顶焦度为+3.50DS,折射率为1.50,中度远视镜片,低折射率材料,一般情况下尖边比例会设置为50%,开中心槽。也可以选择手动模式,凹槽前后比例调整为50%,此时根据鱼丝线与衬片的吻合程度也可以适当地调整一下槽的深度和宽度。

4.5 周期类型
周期类型有标准周期和双星周期。标准周期适用于所有类型的材料。双星周期提供比标准周期更复杂的磨边模式,一般适用于薄镜片、疏水性镜片、渐变焦和抗疲劳镜片。本例可选择一星模式(标准周期)。

4.6 抛光类型
有抛光和不抛光两种。抛光的情况下镜片边缘位置会比较光亮,增加镜片美观度,但有些顾客对光度很敏感,会要求不抛光处理。本例处方中没有特殊说明,所以选择抛光。

4.7 倒角模式
前表面倒角与后表面倒角一般使用手动倒角,所以选择XX。

4.8 修正值设定
根据磨边机使用周期和砂轮寿命,调整相应的修正值;砂轮和设备都没有磨损的情况下,修正值参数设置为0.0,这款磨边机已经使用过一段时间,通过加工师的经验和实践,半框眼镜修正值设置为-0.15,才能与镜框相符合。如果衬片安装在镜架上面比较紧或者比较松的时候,适当地调整修正值的大小可以避免镜片与镜框造成过大的内应力。在实际加工过程中,具体的修正值设定根据具体情况作出调整。

4.9 自动磨边和开槽
将装有吸盘的镜片安装在镜片轴上,启动自动磨边键进行磨边。
4.10 试安装镜片
镜片成型后,将上边缘与镜片卡住,拉一下鱼丝线比对一下大小,如果大小合适,则可以卸掉吸盘;如果镜片较大,可以调整修正值再继续磨边,直到大小合适为止。

5 手工倒安全角
根据镜片的厚度和材料等因素作相应的调整,一般情况下以尖边接触砂轮,倾角约为30°左右,安全角要美观,以不划手为宜。镜片比较薄时,镜片前表面轻轻地倒一圈即可,镜片后表面在耳侧的地方与桩头相连接,如果眼镜片边缘较厚,影响装配,可以稍微多倒一些,也避免与脸颊接触,造成划伤。

6 抛光
在抛光机涂上专用的抛光蜡,随着抛光轮快速旋转使抛光蜡均匀地涂在抛光轮上。
全框和半框的镜片,抛光安全角,倾斜角约为30°左右操作,抛亮即可,如果遇到顾客处方中有说明不需要抛光的则不做抛光处理。

7 装框
将上部分与金属框安装好,固定,再使用丝带将鱼丝线带入凹槽中;
将丝带轻轻地快速抽出,避免丝带的毛线留在鱼丝线处;
检查安装情况、鱼丝线的深浅、镜片的固定状态和周边的缝隙。
8 整形
8.1配装整形要求
①配装眼镜左右两镜面应保持相对平整,镜面角170°~180°;
②配装眼镜左右两托叶应对称;
③配装眼镜左右两镜腿外张角80°~95°,左右对称;
④两镜腿张开平放或者倒伏均保持平整,镜架不可扭曲;
⑤左右身腿倾斜角8°~15°,左右偏差不大于2.5°;
⑥双侧镜腿弯点长、垂俯角、垂内角相等;
⑦调整镜腿铰链螺丝松紧适度,交替开合镜腿,既能方便开合又有微弱的阻挡感,在张开镜腿的情况下,左右轻微晃动镜架,镜腿能保持原位状态不变。
8.2整形后眼镜满足的条件
①张开镜腿,平放在水平面上镜圈下部边缘与镜腿末端四点均应接触平面;镜腿张开倒置于平面上,镜圈的上缘及镜腿的耳上点4点均接触平面。
②两镜腿合拢,镜腿要接触镜圈下缘,相互平行相叠或者仅有极小的夹角,交点位于中间且角度相等。
9 检测出库
检查左右眼镜顶焦度、轴位、材质等是否正确;
检测两眼镜片的水平偏差、垂直互差、棱镜度等项目是否符合国标标准;
检查眼镜片镜架有无划伤、划痕等外观缺陷;
眼镜打包,核对信息,出库。
小结
半框眼镜在加工时需要用全自动磨边机扫描衬片,考虑衬片与鱼丝线的结合松紧来确定磨边机的修正值,半框眼镜在整形时需要注意左右镜圈的弧度,重点调整镜面角和外张角。另外,半框眼镜边缘处的鱼丝线不要有其他的丝带残留。如果遇到金属鱼丝线的槽型,调整时尽量避免崩边。
一副合格的眼镜除了美观外更注重实用,在加工半框眼镜时不能忽略每一个细节。细节来源于实践,每个加工师需要多加练习和总结。❑
