常规静电除尘器检修的一些方法和处理工艺
2019-07-11张志亮
张志亮
(福建龙净环保股份有限公司,福建 龙岩 364000)
1 概述
随着国家对环保的投入和排放要求的不断提高,静电除尘器是工业设备里较常见的环保收尘装置。关于加强电除尘器的维护检修,提高每回电除尘器的检修质量,对于保证除尘设备乃至机组的安全运行、延长设备寿命都是很有必要的。那么如何较好的组织且经济的施工队伍,包含合格的施工人员、工器具等,保质保量地按期完成电除尘内部检修、卫生清洁、安全文明生产及现场管理等工作,根据一些现场归纳个人的一些认识与总结。
2 常规静电除尘器的检修项目和工艺
2.1 阴、阳极系统检修
(1)极距调整,变形阴、阳极校正。①检查阴极框架下部防摆是否存在偏移、阴极框架整体是否处于阳极板排通道内中心位置,通过调整阴极框架下部防摆方正或阴极吊梁水平高度,使阴极框架整体居中;②调校电场内部变形的阴、阳极,主要采用冷校法,每层中部承压件与下部承压件各安排一名施工人员对电场逐个通道进行检查,发现存在变形的阴阳极,利用阴极框架横管作为支点进入通道内,用手锤敲击阳极板防风沟或阴极框架主桅杆变形区域,敲击点在变形区域高度方向1米范围内,并均匀分布7~10个敲击点;③使用气焊校正变形的阴极框架横管,一般采用热校法;在变形横管弯曲方向的另一侧根部用气焊进行热校,校正时需根据变形量大小掌握加热时间和火厚;④校正完毕后使用止通规进行测量,确保极间距达到设计要求。每个电场在下部承压件及每层中部承压件高度位置对电场每一个通道进行上下、前后、左右的检测,各通道内的检查必须用通规从电场进口检测到电场出口,发现不合格处,再次对变形的阳极板、阴极框架或横管并进行校正。
异极距通规检查方法:异极距B=极板表面到阴极线体外沿之间的距离。
极距检查:对于φ8圆钢不锈钢针刺线
通规尺寸:Bmin=(同极距-10)÷2-10
止规尺寸:Bmax=(同极距-10)÷2+10
例如:同极距为400mm的通规尺寸为185mm,止规尺寸为205mm,每个通道用通规进行检测,同一通道通规能通过及止规不能通过,异极距合格;同一通道通规不能通过或止规能通过,异极距不合格。

图1 阴极框架整体结构
施工工具:4磅平头铁锤、自制大扳手、木锤或橡胶锤、气焊、卷尺、照明灯具等。
施工标准:调整后异极距偏差为±10mm。
(2)阴极线更换。施工工艺:①施工人员在做好安全措施的情况下,进入电场内部进行换线工作(包括照明、登高防护、防尘等措施);②对电除尘器电场内部进行清灰,保证良好的施工环境和施工质量;③将需要更换的阴极线拆除;④新更换的阴极线两端各加1根L型加强筋(如图示1),加强筋一端与阴极框架横管焊接,另一端与阴极线焊接,每条阴极线连接点的连续焊缝长度至少要达到35mm,并采用双面焊,防止阴极线在运行过程中脱焊,造成电场短路;⑤焊接顺序必须从阴极框架的上端开始焊接,防止极线由于热膨胀而产生变形。焊接阴极线应注意针刺线的方向性,保持方向一致并垂直于阳极板。焊完后,应及时去除焊接处的焊渣、毛刺,并清除落在阳极板、极线以及框架上的焊渣;⑥调校阴极线,使新更换的阴极线在同一平面上;⑦阴极线在全长上保持平直不得有任何硬性弯曲及裂纹、缺口、毛刺,保证阴极线的刺头在全长上均位于一条直线上。
施工工具:焊机、氧气乙炔、照明灯具等。
施工标准:①阴极线两端焊接牢固,无毛刺或尖角;②阴极线直线度5mm。
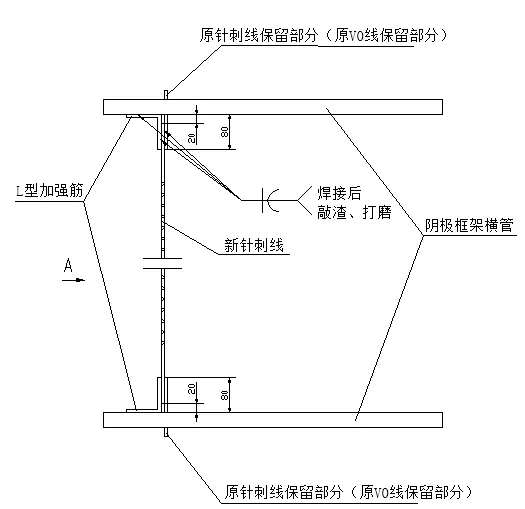
图2 阴极线两端焊接结构
(3)承压绝缘子更换。施工工艺:①拆除损坏绝缘子对应的电磁振打器、防雨罩、密封填料等部件;②拆除阴极上振杆、高分子绝缘轴及阴极下联轴套;制作一个刚好可以插入联轴套销孔三角铁(t8 50mm×135mm/2);方法一:在阴极下联轴套与阴极下振打杆联接部位均匀的喷涂除锈剂,5分钟后用将三角铁穿至销孔并用铁锤敲击,直至下联轴套与阴极下振打杆脱离;方法二:用气焊将下联接套与阴极下振打杆联接部位周围均匀地进行加热,直至联轴套四周表面发红,将三角铁穿至销孔并用铁锤敲击,直至下联轴套与阴极下振打杆脱离;加热时注意控制温度和气焊枪嘴方向,避免烧损绝缘轴。③打开绝缘子侧部的管帽,将临时挂钩从管内穿过,钩在阴极吊梁上的吊耳上,记录阴极大螺母露出的丝牙长度;将临时挂钩螺母拧紧,直至阴极大螺母刚刚好不受力(与球面垫圈分离);④拆下阴极吊杆上的密封螺母和大螺母,取下球面垫圈、绝缘子盖板、石棉垫圏及密封石棉绳,将损坏的绝缘子取出;⑤装上新的绝缘子,并用角尺调整绝缘子与阴极吊杆的同心度,确认达到要求后,依次把拆下的石棉垫圏、绝缘子盖板、球面垫圈、大螺母、密封石棉绳进行回装,阴极大螺母拧紧时感觉刚刚好轻微受力后即停止拧紧,测量大螺母露出的丝牙长度,确保与拆卸前长度一致,拆除临时挂钩,锁好管帽;⑥将其它部件进行回装,阴极密封填料螺母需用自制扳手进行拧紧,避免漏风击穿绝缘轴。施工工具:自制大扳手、管钳、临时挂钩、气焊、卷尺、扳手、十字螺丝刀等;施工标准:①绝缘子中心线与吊杆中心线应重合,其同轴度为10mm;②确保阴极填料拧紧不漏风。
(4)绝缘轴更换。施工工艺:①拆除损坏绝缘子对应的电磁振打器、防雨罩、密封填料等部件,步骤同绝缘子更换相同;②拆除阴极上振杆、高分子绝缘轴。
方法一:在阴极上联轴套与绝缘轴、绝缘轴与阴极下联轴联接部位均匀的喷涂除锈剂,5分钟后一个在保温箱内用铁锤向上敲打上联轴套、另一人同时在外部用手向外提拉上振打杆,直至阴极上振打杆与绝缘轴整体脱出;方法二:若喷涂除锈剂后,绝缘轴与下联轴套无法脱离,用气焊将下联接套与绝缘轴联接部位周围均匀地进行加热,直至联轴套四周表面发红,数分钟后按方法一将阴极上振打杆与绝缘轴整体脱出。
③将绝缘轴与上振打杆、上联轴套分离:用气焊将上联轴套与绝缘轴联接部位周围均匀地进行加热,数分钟用铁锤后敲打上联轴套,直至绝缘轴上端脱出;④安装新的绝缘轴,取下绝缘轴表面的防护包装及薄膜,按顺序回装上联轴套、上振打杆、密封填料、防雨罩、振打线圈等部件,步骤及要求与绝缘子更换相同;施工工具:自制大扳手、扳手、铁锤、气焊、十字螺丝刀等;施工标准:更换后确保阴极填料拧紧不漏风。
(5)阳极板更换。施工工艺:当阳极板严重变形、破损或腐蚀无法进行校正或修复时,需要对阳极板进行局部更换;方法一:分段割除需要更换的阳极板,在对应电场的下部灰斗壁板处割开800×800的临时吊装孔;人工将单片阳极板通过临时吊装孔送入电场,电场内部人员再将其进行就位、组装。方法二:分段割除需要更换的阳极板;当现场灰斗下部空间有限时,可以对应电场的顶部保温箱顶板、壳体顶板各割开两个800×800临时吊装孔;单片阳极板通过吊车送入电场,电场内部人员再将其进行就位、组装;吊装时应在无风的天气进行。施工工具:电焊、气焊、吊车(吨位视现场情况而定)等;施工标准:①更换后确保阳极板与吊杆焊接牢固;极板间的限位块按图纸要求安装;②拼装后极板排平面度9,阳极板侧边直线度为8;③对阳极板排下部的螺栓、螺母进行止转焊接。
2.2 阴、阳极振打装置检修
(1)阴、阳极振打密封填料检查及更换。施工工艺:①拆除电磁振打器,把损坏的或老化的阴极密封填料拆除;更换新的密封填料,并用自制大扳手将密封填料螺母拧紧;②用自制大扳手拧开阳极密封填料螺母,把损坏的或老化的密封填料拆除,更换新的密封填料;施工工具:自制大扳手、扳手;施工标准:更换后确保阴极填料拧紧不漏风。
(2)振打线圈垂直度、振打杆露出长度调整。施工工艺:①用卷尺测量振打杆露出长度,用扳手调节电磁振打器双头螺杆;②用水平尺测量电磁振打器的垂直度,用扳手调节电磁振打器双头螺杆。施工工具:卷尺、扳手、水平尺;施工标准:①调节振打器高度,使振打棒露出长度符合38±2mm(加强型:60±2mm)要求;②振打器应铅垂,偏差1mm,且振打器中心应与振打杆同心,同心度为5mm。
2.3 电除尘器密封性检查
施工工艺:①壳体和保温箱腐蚀情况检查,对渗水及漏风处进行补焊修复;②检查各人孔门密封材料的是否老化、紧固螺栓是否完好等,并更换老化的密封材料,保证密封性能;施工工具:电焊机、扳手、螺丝刀;施工标准:起动风机后进行气密检查,无漏风。
2.4 进、出口喇叭检修
施工工艺:①检查各层分布板的牢固、磨损情况,磨损严重的进行更换;②检查槽型板牢固、磨损情况。施工工具:电焊机、气焊;施工标准:①分布板按开孔率位置进行更换安装,并按图焊接牢固;②分布板底边与底板的垂直距离应为150~200mm。
2.5 灰斗检修
施工工艺:①对灰斗内壁情况检查,对漏灰处进行补焊堵漏;②检查灰斗内阻流板、管撑,发现有脱落移位及时进行复位及加固补焊处理。施工工具:电焊机、气焊、角磨机;施工标准:灰斗无漏点,管撑、阻流板焊接牢固。
2.6 电气部分
(1)变压器检查。整流变外观检查,高、低压侧接头和套管外观检查,整流变接地刀闸及各闭锁装置检查,对渗油、紧固件松动及密封件进行处理;检查变压器是否漏油、油位是否正常及干燥剂是否变色;检查各绝缘部分是否达到要求:用1000V的摇表测量低压绕组对地的绝缘电阻,其阻值应大于400MΩ;高压输出“-”级与“高压侧”的阻值为78MΩ;高压输出“-”级对地的绝缘电阻阻值应为2000MΩ;变样器取样板,电流取样电阻、电压取样电阻检查是否符合要求;变压器接线盒内的接线情况,特别是接地和00线及119、122线,螺母是否紧固有否松动。
(2)控制柜检查。用吸尘器对高、低压控制柜进行清扫;检查各紧固件、插接件、元器件有否松动,元器件连线有否破损;测量高压控制柜内电压(119)、电流反馈线(122)与地(00)之间的阻值与理论值是否相符;检查正反向可控硅G与K、A与K间阻值是否正常,可控硅A、K、G极与地绝缘是否良好;高压控制柜接假负载试验;对电加热自动控制回路检修:检查温度计电接点接触是否良好,可在切除主回路电源情况下,人为改变高、低温度定值,检查驱动回路能否正常启、停,检查“手动”与“自动”切换是否灵活、可靠。
3 结语
通过以上的方法和处理工艺对电除尘器完成检修后,结合设备停机前的运行情况与问题的诊断分析做好检修总结,可提供解决故障的办法,并提供改进的措施,这些措施将对设备的除尘效率和运行降耗方面更为有利。那么通过对电除尘器全方面的检修,消除存在的缺陷,恢复到最佳状态。
