堇青石/铋锌硼玻璃复合封接焊料对平板玻璃粘结拉伸强度的影响
2019-07-08孙诗兵李金威田英良李要辉王晋珍
孙诗兵,李金威,吕 锋,田英良,李要辉,左 岩,王晋珍
(1.北京工业大学 材料科学与工程学院,北京 100124;2.中国建筑材料科学研究总院,北京 100024)
0 引言
真空玻璃中封接焊料的作用是将其涂覆在两片平板玻璃的边缘,通过一定温度(封接温度)下的烧结工艺将两片玻璃粘结在一起,使之具有真空玻璃使用所需的强度和气密性[1]。玻璃具有在一定温度下软化和冷却后固化的特性,低熔点玻璃封接焊料作为其中一个重要分支,就是通过一定温度下玻璃软化、流动、致密化等一系列过程,实现对被封接对象的粘结和密封。在钢化真空玻璃生产中,为了防止热处理过程中真空玻璃的退钢化现象,要求封接温度至少低于被封接玻璃的应变点,寻求低温封接是真空玻璃的难点问题[2-4]。
目前,封接材料由以往的含铅体系向无铅化方向发展,是研究的热点问题[5]。其中Bi2O3-B2O3-ZnO系封接玻璃是取代含铅体系最具发展潜力的材料[6-7]。何鹏等[8]指出目前已研究出铋酸盐系玻璃转变温度Tg=360~410 ℃,软化温度Tf=430~470 ℃,但是对其封接强度的分析存在不足,限制了本玻璃体系的实际应用。而真空玻璃在建筑使用中,要承受自身重力、风荷载及其它变形荷载的作用,要求真空玻璃具有很高强度[9-10],提高Bi2O3-B2O3-ZnO系封接玻璃的封接粘结拉伸强度是本研究的目的。
1 粘结拉伸强度实验过程与方法
1.1 原料
封接焊料主要由低熔点封接玻璃、堇青石填料和有机粘结剂构成。低熔点封接玻璃采用的是本课题团队研究开发的Bi2O3-B2O3-ZnO系无铅玻璃粉,该玻璃的软化温度为400 ℃,膨胀系数为11.08×10-6/℃,玻璃粉体粒径分布如图1所示。堇青石采用的是人工高温合成的α堇青石,其主成分化学式为2MgO·2Al2O3·5SiO2,膨胀系数为1×10-6~2×10-6/℃。堇青石的粒径分布如图2所示,其粒径分布在1~20 μm之间,平均粒径分别为5.07 μm。有机粘结剂采用低温挥发性有机混合溶剂,其作用是将封接玻璃和堇青石调制为一定稠度的封接浆料,以便将其均匀涂覆在被封接的玻璃表面。
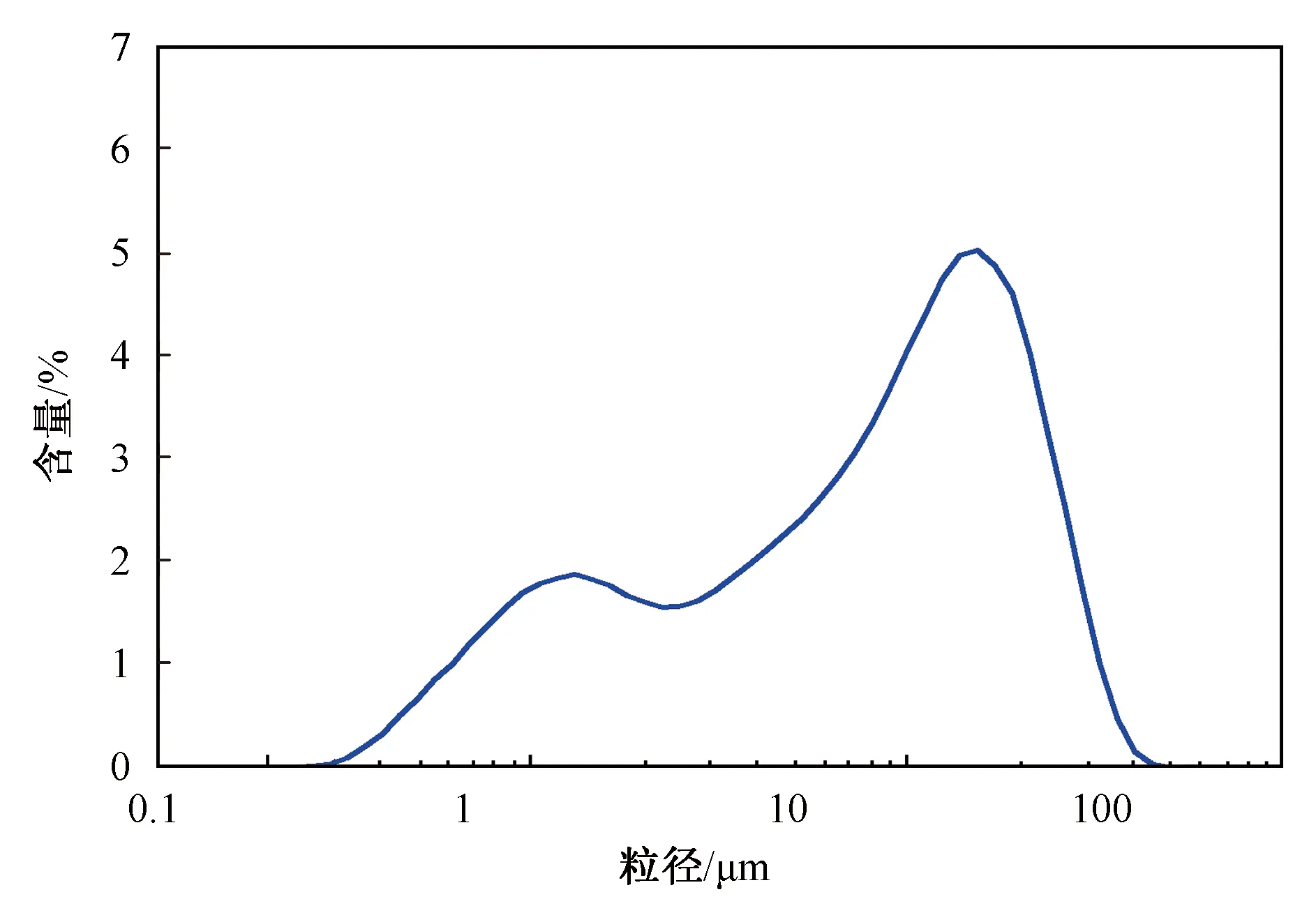
图1 封接玻璃的粒径分布
Fig.1 Particle size distribution of sealing glass

图2 堇青石粒径分布
Fig.2 Particle size distribution of cordierite
1.2 实验仪器
试样烧结采用1 400 ℃快速升温节能箱式电炉。封接粘结拉伸强度采用WDW-10型微机控制电子外能材料试验机。粒度测试采用英国马尔文仪器有限公司生产的Mastersizer 3000超高速智能粒度仪,使用干粉法测试。
1.3 实验方法
粘结拉伸强度是表征两片玻璃焊接拉伸剥离的强度,又称封接拉拔强度。准备60 mm×20 mm×5 mm的洁净平板玻璃条,将约0.25 g封接浆料涂覆在一片玻璃条的中央位置,如图3(a)。封接浆料中有机粘结质量占比15%。堇青石按照封接玻璃质量的0%~18%掺入封接玻璃中(即外掺法)。堇青石和封接玻璃在封接浆料中质量占比85%。将封接浆料在90 ℃烘干。将另一片相同玻璃条居中置于封接焊料上方,两玻璃条之间的夹角α控制在α=(90±1)°,如图3(b)。用金属夹夹住两片玻璃条放入箱式电炉中。以8 ℃/min的升温速率升至280 ℃,保温30 min排除有机粘结剂,再以5 ℃/min的升温速率升至烧结温度,保温30 min,最后关闭电源,随炉冷却,获得封接粘结拉伸强度测试的十字交叉法试样[11]。

图3 十字交叉法试样示意图
Fig.3 Sketch of test sample by cross method
将十字条试样放置试验机夹具上,以0.5 mm/min的恒定速度垂直玻璃表面(即垂直粘接界面)进行加载,直至断裂。粘结拉伸强度为
(1)
式中,σm为粘结拉伸强度,MPa;Fm为断裂时的加载力,N;A为粘结面积,m2,由烧结后试样测量计算得到。
封接焊料在烧结过程中需要有一定的流动性,使封接焊料充分的填充封接空间,保证封接器件具有良好的气密性。封接焊料的流动性过大或过小均会影响封接的质量。本实验采用“纽扣实验”表征样品的流动性。取5 g制备好的玻璃粉置于直径12 mm的中空圆柱模具中,施加6 MPa压力压制成圆柱体,将其放置于洁净的平板玻璃片上,放置于烧结炉中进行烧结。将样品烧结前后的高度差与原高度的比值定义为样品的收缩率,表征样品的流动性能。收缩率越大,流动性越好。
2 结果与讨论
2.1 堇青石掺量对粘结拉伸强度影响
图4为在不同烧结温度条件下,堇青石掺量(质量分数)与粘结拉伸强度、封接层厚度关系。为了使实验数据更具说服力,每组由4个平行样构成,在每组试验中,粘结拉伸强度具有一定的离散性,表现出样品脆性断裂的特点,所有试样破坏均为有效试验。
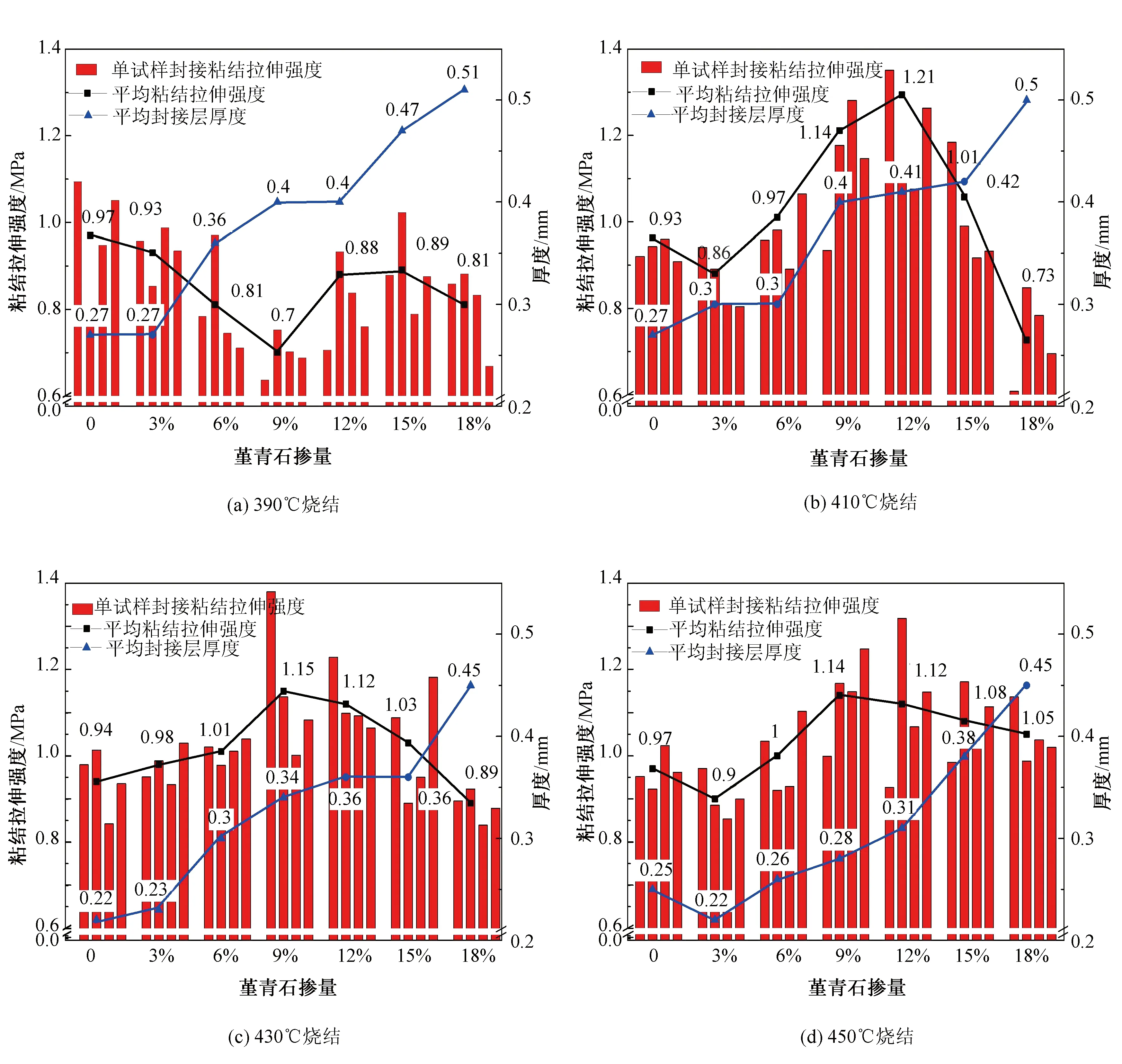
图4 堇青石掺量与粘结拉伸强度、封接层厚度关系
Fig.4 Relationships among tensile bonding strength, sealed thickness and cordierite content
390 ℃烧结时(图4(a)),粘结拉伸强度随堇青石掺量的增加呈现近似“M”型变化趋势。所有试样的强度平均值均低于1.0 MPa。其中未加入堇青石试样的强度值最高,为0.97 MPa。9%堇青石掺量的强度值最低,为0.70 MPa。
410 ℃烧结时(图4(b)),9%、12%和15%堇青石掺量的强度值超过1.0 MPa。其中12%堇青石掺量的强度值最高为1.21 MPa,相对于未掺堇青石的强度提高28%。18%堇青石掺量的强度值最低为0.73 MPa,低于不掺堇青石0.93 MPa的强度。
430 ℃烧结时(图4(c)),粘结拉伸强度随堇青石掺量的增加呈现“Λ”型变化。9%至15%堇青石掺量范围内的强度值超过1.0 MPa。其中12%堇青石掺量的强度值最高,达到1.21 MPa,相对于未掺堇青石的强度的0.94 MPa提高27%。
450 ℃烧结时(图4(d)),6%至18%范围内堇青石掺量的强度平均值超过1.0 MPa。3%堇青石掺量的强度值最低为0.90 MPa,9%堇青石掺量的强度值最大为1.14 MPa,相对于未掺堇青石的强度的0.97 MPa增加18%。
总体上,390 ℃时加入堇青石不能提高粘结拉伸强度,且会降低强度。410 ℃以上时,堇青石表现出增加强度效果,且9%和12%的堇青石掺量在410 ℃、430 ℃和450 ℃时均表现出较高的强度。即在满足低熔点玻璃一定软化流动特性的温度范围内,适当地添加堇青石可较为明显地提高封接焊料与平板玻璃的粘结拉伸强度。
2.2 烧结温度对粘结拉伸强度影响
图5显示了堇青石封接焊料的烧结温度与封接粘结拉伸强度关系。
堇青石掺量为0%和3%(图5(a)和图5(b))时,粘结拉伸强度随烧结温度有所变化,但总体上波动不大。无堇青石时(0%堇青石掺量),为纯封接玻璃的烧结,表明在390~450 ℃较大范围,温度变化对强度影响很小;或者说,强度对烧结温度变化不敏感,这有利于封接工艺的控制。3%堇青石掺量很低,可以类同纯封接玻璃的烧结。
堇青石掺量为6%时(图5(c)),390 ℃的强度较0%和3%掺量有所下降,410 ℃以后强度开始增加,在410~450 ℃强度相近,同样表现出强度对温度变化不敏感。
堇青石掺量为9%时(图5(d)),390 ℃的强度进一步降低,410 ℃以后强度显著提高,并稳定保持在1.0 MPa以上,且粘结拉伸强度随烧结温度变化不大。
堇青石掺量为12%时(图5(e))与掺量为9%类似,只是强度在410 ℃较430 ℃和450 ℃更高,且随温度变化不大。
堇青石掺量为15%时(图5(f)),390 ℃的强度上升,但430 ℃和450 ℃强度相对于掺量9%和12%下降,所以总体上,强度随温度变化平稳。
总体上,堇青石掺量6%~15%的有共同特征是,强度随烧结温度呈现“Γ”型变化,即在390 ℃时强度较低,而在410~450 ℃,强度明显增加,且强度随烧结温度变化不大,即强度对烧结温度不敏感。
堇青石掺量为18%时(图5(g)),强度随温度呈现“V”型变化,总体强度明显下降。


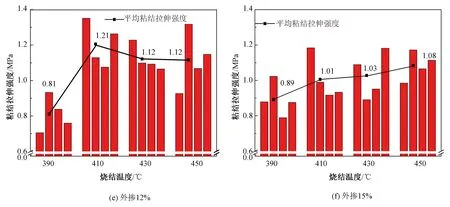

图5 粘结拉伸强度与烧结温度的关系
Fig.5 Relationships between tensile bonding strength and sintering temperature
2.3 堇青石掺量对封接层厚度影响
在粘结拉伸强度测试中,有机粘结剂烘干挥发后,干物质为封接玻璃和堇青石,其总量为封接浆料剩余的85%,该干物质烧结后即构成封接焊料实际组成。所以,在粘结拉伸强度测试中,封接焊料的总量保持一致,并构成封接层的厚度。
由图4可知,在390 ℃、410 ℃、430 ℃和450 ℃烧结温度下,总体上,粘结拉伸强度与封接层厚度不显示直接关系。封接层厚度随堇青石掺量的增加而增加。在温度作用下,封接焊料中只有封接玻璃会发生软化,堇青石具有很高耐温性能,在这些烧结温度下不会发生软化。图6为不同烧结温度下,6%~15%堇青石掺量纽扣试验显示的烧结温度与封接焊料收缩率关系。堇青石掺量越大,封接玻璃含量相对减少,封接焊料受热越不易软化而塌落,其收缩率就越低。烧结温度越高,玻璃软化程度增加,软化塌落越大,收缩率就越大。反映在封接层厚度上,随着堇青石掺量的增加而增加。

图6 不同堇青石掺量时烧结温度与收缩率关系
Fig.6 Relationships between sintering temperature andshrinkage rate of different cordierite content
值得说明的是,纽扣试验中封接焊料之上无玻璃,属于无限制自有状态的软化;而粘结拉伸强度试验中封接焊料之上有玻璃,相当于荷载软化。封接层厚度具有重要的工艺意义。在真空玻璃封接时,封接层厚度应尽可能与真空玻璃支撑柱高度一致。封接层厚度大于支撑柱高度,临近的支撑柱不能充分地与玻璃接触,不能形成有效的支撑作用,引起支撑不足的其他支撑柱的应力集中。封接层厚度小于支撑柱高度,则造成临近封接边框的支撑柱承受更大应力。
关于粘结拉伸强度随堇青石掺量和烧结温度变化原因,涉及应力变化和断裂机理深层次问题,将在深入研究基础上进一步讨论。
3 结论
基于Bi2O3-B2O3-ZnO系无铅玻璃与堇青石构成的封接焊料,通过封接粘结拉伸强度研究,可以得出如下结论:
1) 410~450 ℃时,9%~15%堇青石掺量能明显提高强度。其中410 ℃时,12%堇青石掺量强度提高28%,达到1.21 MP,可以作为低温高强封接的封接焊料组成和烧结温度的优选。390 ℃时,堇青石的掺入会降低粘结拉伸强度。
2) 封接玻璃(即堇青石掺量为0%时)在390~450 ℃较大范围,烧结温度变化对粘结拉伸强度影响很小。堇青石掺量为6%~15%时,在410~450 ℃烧结温度范围,粘结拉伸强度随烧结温度变化波动小,有利于封接工艺的控制。
3) 封接层厚度在410~450 ℃随堇青石掺量增加而增加。封接层厚度与粘结拉伸强度未发现直接关联性。