基于独立成分分析的焊缝缺陷识别
2019-06-27栗芝穆向阳
栗芝,穆向阳
(西安石油大学电子工程学院,西安710065)
0 引言
焊缝缺陷是焊接过程中常见的一类问题,其类型主要包括气孔、裂缝、夹渣、未焊透等。焊缝缺陷的存在直到影响到焊接件的质量,因此,焊缝缺陷的图像化处理及其算法研究和分析成为了一类重要的研究课题。在焊缝缺陷图像的分析过程中,特征提取是对缺陷图像分类识别的关键性步骤,因此,通常采用主成分分析、线性成分分析、独立成分分析等方法对缺陷图像进行特征提取。其中,独立成分分析是一种基于高阶统计特性的分析方法。此次选取圆形缺陷和线性缺陷作为研究对象,并基于ICA 对X 射线焊缝缺陷图像进行算法的分析和研究。
1 焊缝缺陷图像的预处理
由于焊缝缺陷的原始图像灰度低,特别是在缺陷部分,焊缝缺陷图像往往包含噪声,其可能会淹没部分缺陷特征。如图1 所示。为了便于研究焊缝图像,需对图像进行预处理,即从复杂的背景中提取焊缝内的缺陷部分。欲对缺陷图像进行预处理,首先对图像进行灰度变换,以简化图像的信息;其次对灰度图像进行全局滤波处理,调整图像的对比度至合适的范围;再次通过多种边缘检测算法找到焊缝边界,对焊缝边界内的焊缝区域(ROI)进行图像分割;最后得到焊缝缺陷样图。

图1 原始图像

图2 预处理后的缺陷图像
2 特征提取和独立成分分析
图像特征是区别一幅图像内部最基本的特性,而特征提取则是将某区域能代表此图像的特征参数提取出来,以便用于图像识别和分析。故准确地选取识别缺陷的特征量,是自动判定缺陷识别的关键之处。从焊缝图像中分割出缺陷之后,可以进一步对它们进行几何特征测量和分析,在此基础上,通过特征参数来实现两类缺陷的分类与识别。其重要的参数主要有质心到焊缝中心的距离、长短轴之比、短轴和缺陷面积之比、缺陷面积和外切矩形面积之比、圆形度、矩形度、海梧德直径等。独立成分分析主要是针对高阶分量的提取,其步骤如下:
(1)将数据中心化并使数据均值为0;
(2)对中心化后的数据白化,得到Z;
(3)选择一个具有单位范数的初始化(可随机选取)向量W;
(6)如果尚未收敛,则返回步骤(4)。
其中g 的定义如下:

3 基于ICA的焊缝特征提取
将焊缝图像分割出的焊缝缺陷的特征参数作为输入矩阵,设为X,基于独立成分分析这样的假设,这些焊缝图像是由m 幅独立的焊缝图像s1,s2,s3,…,sm线性混合组成的。即:

设A 为系数矩阵:
则X=AS,其中A 和S 都是未知的,通过FastICA方法求出解混矩阵W。矩阵X 通过解混矩阵W 处理而得到独立分量矩阵Y=WX,使Y 的各行尽可能地独立且逼近S,焊缝缺陷图像基影像则为Y 中互相独立的各行,焊缝图像的特征是权重W-1。
通过ICA 提取焊缝缺陷特征的示意图,如图3 所示。其中按行输入的焊缝缺陷图像为X,经过解混矩阵W 得到的独立基图像为Y。
提取缺陷特征的步骤如下:
(1)对混合矩阵X 进行中心化。中心化可以得到关于零点对称分布的数据。经过中心化后的矩阵为:

(2)对中心化后的矩阵X 进行白化。白化可以消除数据的二阶相关性,并且可以得到二阶统计独立的数据。经过白化后的矩阵Z 为:

其中D 是X 矩阵的协方差矩阵的特征值矩阵,E是特征向量矩阵。降维可以通过保留特征值较大的特征向量来达到目的。而降维既可以去除噪声,又可以减少计算量;
可以用PCA 的方法进行白化。首先求协方差矩阵:

作PCA:

其中,U 是m×m 的特征矢量矩阵,Λ是特征值对角矩阵。特征值越大的情况下,其投影到对应的特征向量对方差贡献率也大,所以方差贡献率的定义为:

选择m1个主值(m1<m),使F(⋋)≥0.85。
由实验可知,通常m1 比较小,该方法可以用于降维。
(3)对Z 作ICA,得Y=WZ,其中Y 的每一行都是一个基影像。
(4)在独立图像空间上投影各训练图像,得到投影系数P,则各焊缝缺陷特征参数为P 中的每一行。
4 ICA的焊缝识别
近年来,支持向量机(Support Vector Machine,SVM)算法表现出了许多独有的优点,在识别系统的分类器建模中被广泛应用,本文主要采用支持向量机的分类识别算法来实现焊缝图像的缺陷识别。通过上述图像预处理和特征参数的提取之后,对焊缝缺陷进行分类识别。
SVM 的基本思想可通过图4 中的二维情况说明。图中矩形点和圆形点分别代表两类样本C1 和C2,分类线为H,平行于H 且过离H 最近的两类样本点的直线为H1、H2,它们间的距离为分类间隔。支持向量是线H1、H2 上的点几个样本点,H1 与H、H2 与H 之间的距离即特征空间中的几何距离。
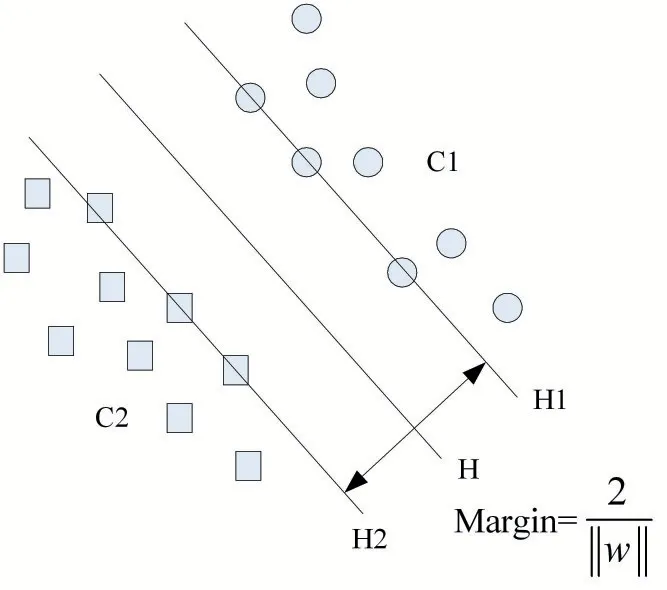
图4 两类问题线性可分情况下分类示意图
实验中分别采用100 张圆形缺陷和100 张线形缺陷,通过独立成分分析进行特征提取,再通过支持向量机算法进行分类识别,实验结果如表1。
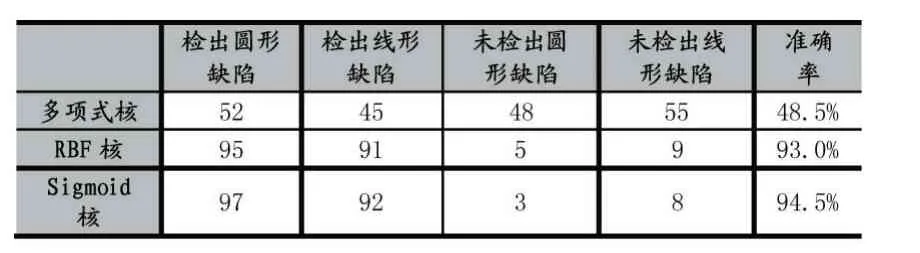
表1 缺陷分类结果
RBF 核的应用特别广泛,故采用支持向量机中的RBF 核对焊缝缺陷进行分类。由表1 可知,在200 个数据样本中未检出圆形缺陷个数为5 个,未检出线性缺陷个数为9 个,分类成功率93%。
5 结语
为了很准确地实现焊缝缺陷图像的分类识别,本文提出了一种基于独立成分分析(ICA)的焊缝缺陷图像分类识别的方法。这种方法是以焊缝缺陷图像分析为目的,通过以上分析,ICA 对焊缝缺陷图像有很好的识别率。