双层涂层连续玄武岩织物的热防护性能研究
2019-06-21李建明刘旭琳赵晓明刘元军
李建明,刘旭琳,赵晓明,2,3,刘元军,2,3
(1.天津工业大学 纺织科学与工程学院,天津 300387;2.天津市先进纤维与储能技术重点实验室,天津 300387; 3. 天津市先进纺织复合材料重点实验室,天津 300387)
0 前言
消防避火服作为消防员短期穿越高温明火火场实施抢救人员和重要物资行动的最高等级热防护服装,最基本的要求是必须具有良好的耐高温火焰烧蚀性能和辐射热防护性能。该类服装一般由防火层、隔热层和舒适层等三层结构组成。其中,防火层与火场复杂多变的特殊环境直接接触,在避火服三层结构中起着最为关键的作用。因此,消防避火服防火层织物材料需具备优异的热防护性能[1-3]。作为直接接触明火火焰的防护层织物,消防避火服外层的主要作用是防止明火对织物的损伤,并且在800 ℃高温火焰的舔舐下,能够在一定的时间内保持强力和隔热效能[4-6]。有关学者认为,实际的灭火救援行动需要的时间应在8min~10min,甚至更长[7-10]。PBI、PMIA、酚醛纤维等有机纤维的热解温度均低于600 ℃,无法满足织物特殊环境下的使用要求。因此,研究人员重点研究具有高热防护性能的无机纤维,进而筛选出相对优异的消防避火服防火层材料。连续玄武岩纤维是以单一的天然玄武岩矿石为原料,将其磨碎并在1450 ℃~1500 ℃的高温熔融后,通过铂铑合金拉丝漏板快速拉制而形成的连续纤维,简称CBF(Continuous Basalt Fiber)[11-12]。其兼具耐低温和耐高温的性能,长期使用温度范围在﹣260 ℃~400 ℃。连续玄武岩纤维不仅稳定性好,而且还具有电绝缘性、抗腐蚀、抗燃烧、耐高温等多种优异性能。同时,玄武岩纤维的力学性能也十分突出,其弹性模量在80GPa~93GPa范围内,拉伸强度大于3000 MPa,断裂伸长在3 %左右[13-14]。本课题主要探讨了高岭土质量分数、气凝胶质量分数、云母粉与Cr2O3比例对双层涂层织物热防护性能影响。
1 实验部分
1.1 实验原料与器材
药品:纳米级金红石型二氧化钛(南京天行新材料有限公司生产);纳米二氧化硅(上海乃欧纳米科技有限公司生产);纳米级六钛酸钾晶须(南通奥新电子科技有限公司生产);纳米氧化铝、三氧化二铬、氧化锆、云母粉和无水乙醇(天津市科密欧化学试剂有限公司生产);气凝胶(纳诺科技有限公司生产);滑石粉和三氧化二铁(天津市鼎盛鑫化工有限公司生产);空心陶瓷微珠(巩义市优星矿产品有限公司生产);空心玻璃微珠(浙江海岳新材料股份有限公司生产);苯甲基有机硅树脂(上海树脂厂生产);有机硅消泡剂,偶联剂KH550。
实验器材:DZF-6020型真空干燥箱(生产厂家巩义市予化仪器有限公司),DGG-9148A型高温鼓风干燥箱(生产厂家上海鳖珍仪器制造有限公司),LY-TP12W12V天秤(生产厂家上海西艾电子有限公司),DL-180BXING 智能超声波清洗器(生产厂家上海之信仪器有限公司),SF智能型分散砂磨机(生产厂家上海微特电机有限公司),DTO-300型涂层机(生产厂家佛山市亚诺精密机械有限公司)。
连续玄武岩纤维织物基布:浙江桐乡蒙泰复合材料有限公司生产,厚度0.092 mm,克重200 g/m2,经纬密15×15,支数66 tex。
1.2 双层涂层织物的制备
双层涂层柔性复合材料分为气凝胶绝热层和耐辐射热层两面的制备工艺:
(1)气凝胶绝热层制备工艺
分散机定时30 min,低速500 r/min下向有机硅树脂中依次缓慢加入气凝胶(或空心玻璃微珠、空心陶瓷微珠等隔热填料)、云母粉、超细高岭土和滑石粉等填料。加料完毕后,将分散机调至高速1800 r/min后加入偶联剂KH550。涂层液制备完毕后,将剪取的15 cm×40 cm玄武岩纤维机织物固定于涂层机针板架上进行涂层,涂层机速度控制在10 mm/s,调整涂层厚度为0.37 mm。制备完成后,在70 ℃预烘30 min,气凝胶绝热层制备完毕。
(2)耐辐射热层制备工艺
分散机定时40 min,低速500 r/min下向有机硅树脂中依次缓慢加入经超声处理后质量分数分别为0 %、3 %、6 %、9 %和12 %的纳米级六钛酸钾晶须,以及纳米二氧化硅、云母粉、超细高岭土、氧化铬和滑石粉等填料。加料完毕后,将分散机调至高速1800 r/min后加入偶联剂KH550。涂层液制备完毕后,将步骤1所制备的气凝胶绝热层柔性复合材料固定于涂层机针板架上进行涂层,涂层机速度控制在10 mm/s,调整涂层厚度为0.37 mm。制备完成后,在70 ℃预烘30 min,而后在220 ℃烘干1 h,实施高温固化,双层涂层柔性复合材料制备完毕。
1.3 热防护性能测试方法
热防护性能测试参照标准ISO17492,使用TPP701D型热防护性能测试仪对材料进行防护性能测试,辐射热通量值控制在0.4 cal/(cm2·s),通过二级烧伤曲线与织物传感响应曲线的交叉点所对应的TPP时间,判断织物的热防护性能优劣。
2 测试结果与分析
2.1 高岭土含量对双层涂层织物热防护性能的影响
分别制备高岭土质量分数为2%、4%、6%、8%、10%的双层涂层织物,仅改变高岭土质量与苯甲基有机硅树脂质量。
(1)高岭土质量分数为2 %时,测试结果如图1所示。

图1 高岭土质量分数为2 %时TPP测试曲线
达到二级烧伤温度的时间为19.7 s
(2)高岭土质量分数为4 %时,测试结果如图2所示。
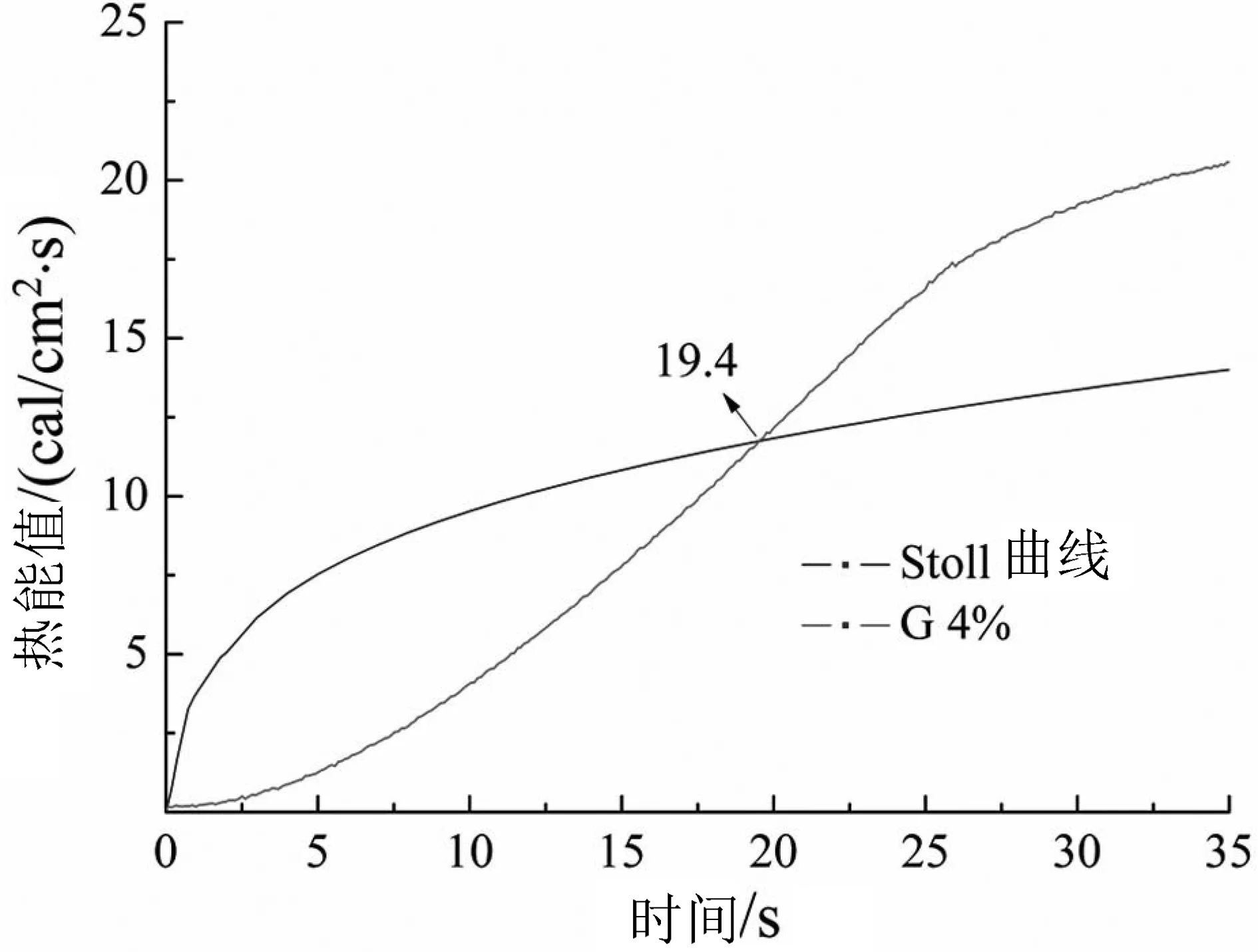
图2 高岭土质量分数为4 %时TPP测试曲线
达到二级烧伤温度的时间为19.4 s
(3)高岭土质量分数为6 %时,测试结果如图3所示。
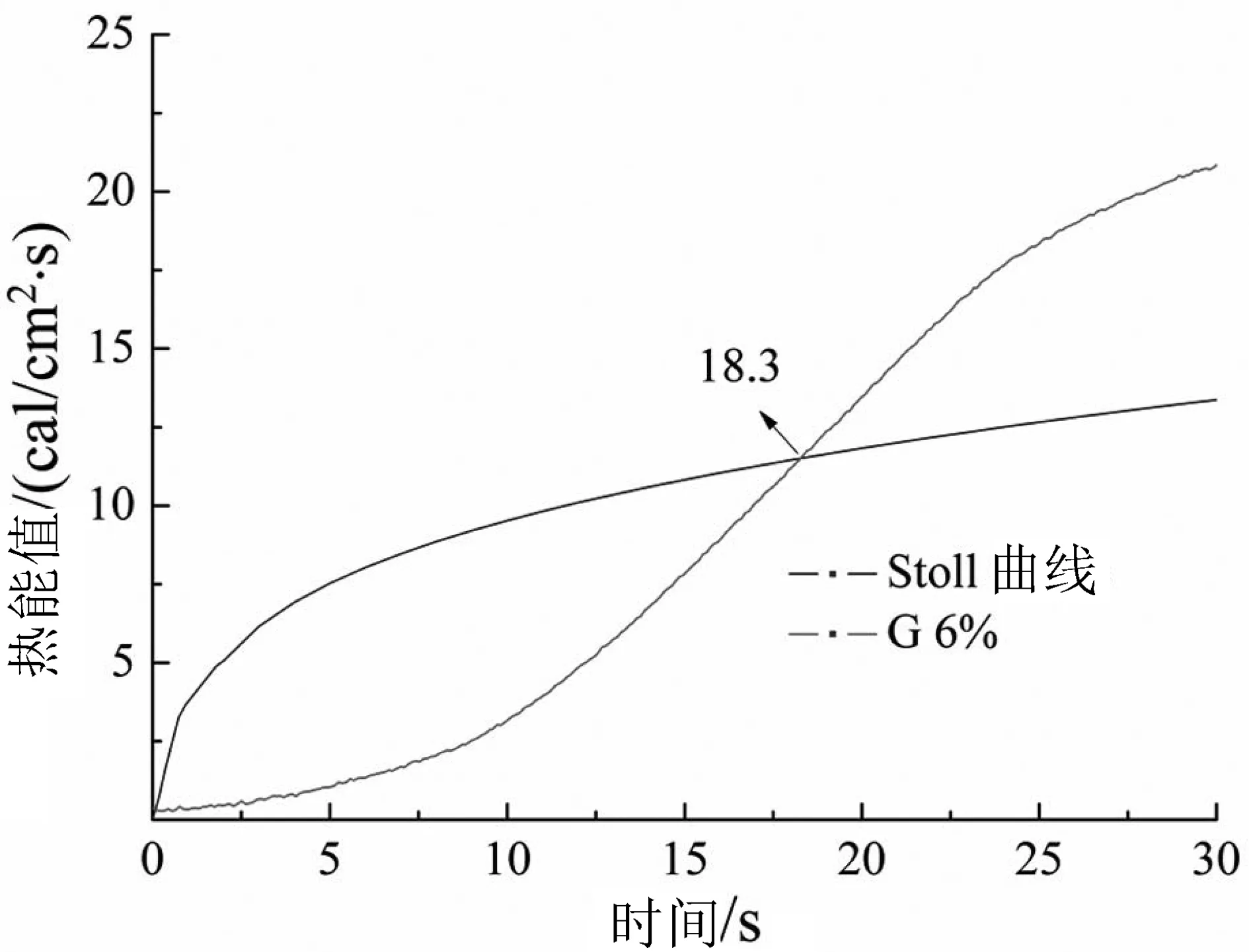
图3 高岭土质量分数为6 %时TPP测试曲线
达到二级烧伤温度的时间为18.3 s
(4)高岭土质量分数为8 %时,测试结果如图4所示。

图4 高岭土质量分数为8 %时TPP测试曲线
达到二级烧伤温度的时间为20.5 s
(5)高岭土质量分数为10 %时,测试结果如图5所示。
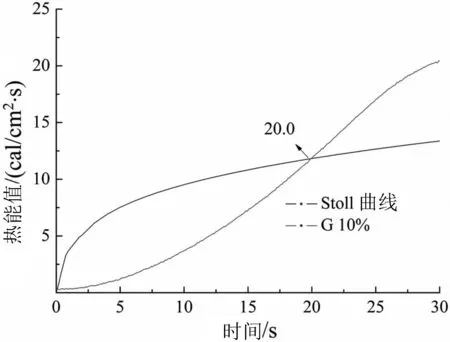
图5 高岭土质量分数为10 %时TPP测试曲线
达到二级烧伤温度的时间为20.0 s
辐射热防护性能测试表明:高岭土质量分数为8 %时,达到二级烧伤温度的时间最长,辐射热防护效果最好;质量分数为6 %时,达到二级烧伤温度的时间最短,辐射热防护效果最差。
2.2 气凝胶含量对双层涂层织物热防护性能的影响
分别制备气凝胶质量分数为3 %、6 %、9 %的双层涂层织物,仅改变气凝胶质量与苯甲基有机硅树脂质量。
(1)气凝胶质量分数为3 %时,测试结果如图6所示:
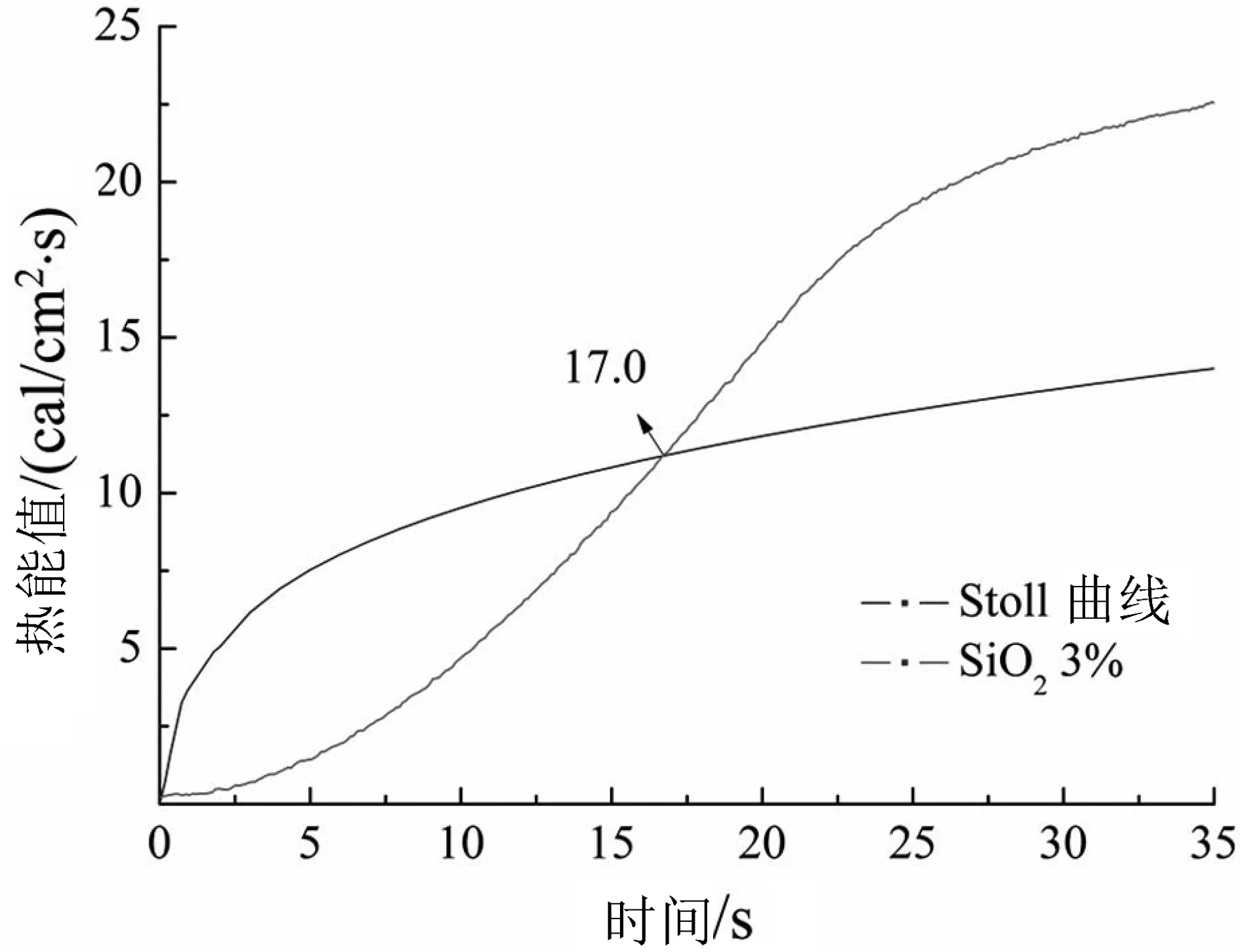
图6 气凝胶质量分数为3 %时TPP测试曲线
达到二级烧伤温度的时间为17.0 s
(2)气凝胶质量分数为6 %时,测试结果如图7所示。
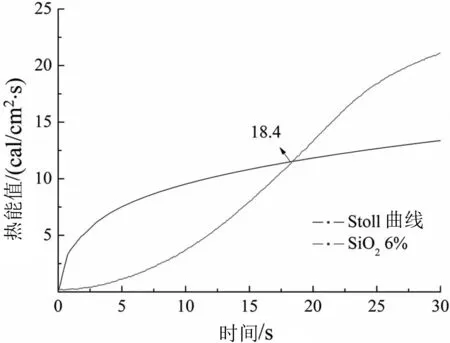
图7 气凝胶质量分数为6 %时TPP测试曲线
达到二级烧伤温度的时间为18.4 s
(3)气凝胶质量分数为9 %时,测试结果如图8所示。

图8 气凝胶质量分数为9 %时TPP测试曲线
达到二级烧伤温度的时间为20.2 s
辐射热防护性能测试表明:气凝胶质量分数为9 %时,达到二级烧伤温度的时间最长,辐射热防护效果最好;质量分数为3 %时,达到二级烧伤温度的时间最短,辐射热防护效果最差。
2.3 云母粉与Cr2O3比例对双层涂层织物热防护性能的影响
分别制备云母粉与Cr2O3比例为1:1、1:2、2:1以及云母粉质量分数6 %、Cr2O3质量分数为0 %和云母粉质量分数0 %、Cr2O3质量分数为6 %的双层涂层织物(五种)。
(1)当云母粉与Cr2O3比例为1:1时,测试结果如图9所示。

图9 云母粉与Cr2O3比例为1:1时TPP测试曲线
达到二级烧伤温度的时间为22.4 s
(2)当云母粉与Cr2O3比例为1:2时,测试结果如图10所示。

图10 云母粉与Cr2O3比例为1:2时TPP测试曲线
达到二级烧伤温度的时间为22.9 s
(3)当云母粉与Cr2O3比例为2:1时,测试结果如图11所示。
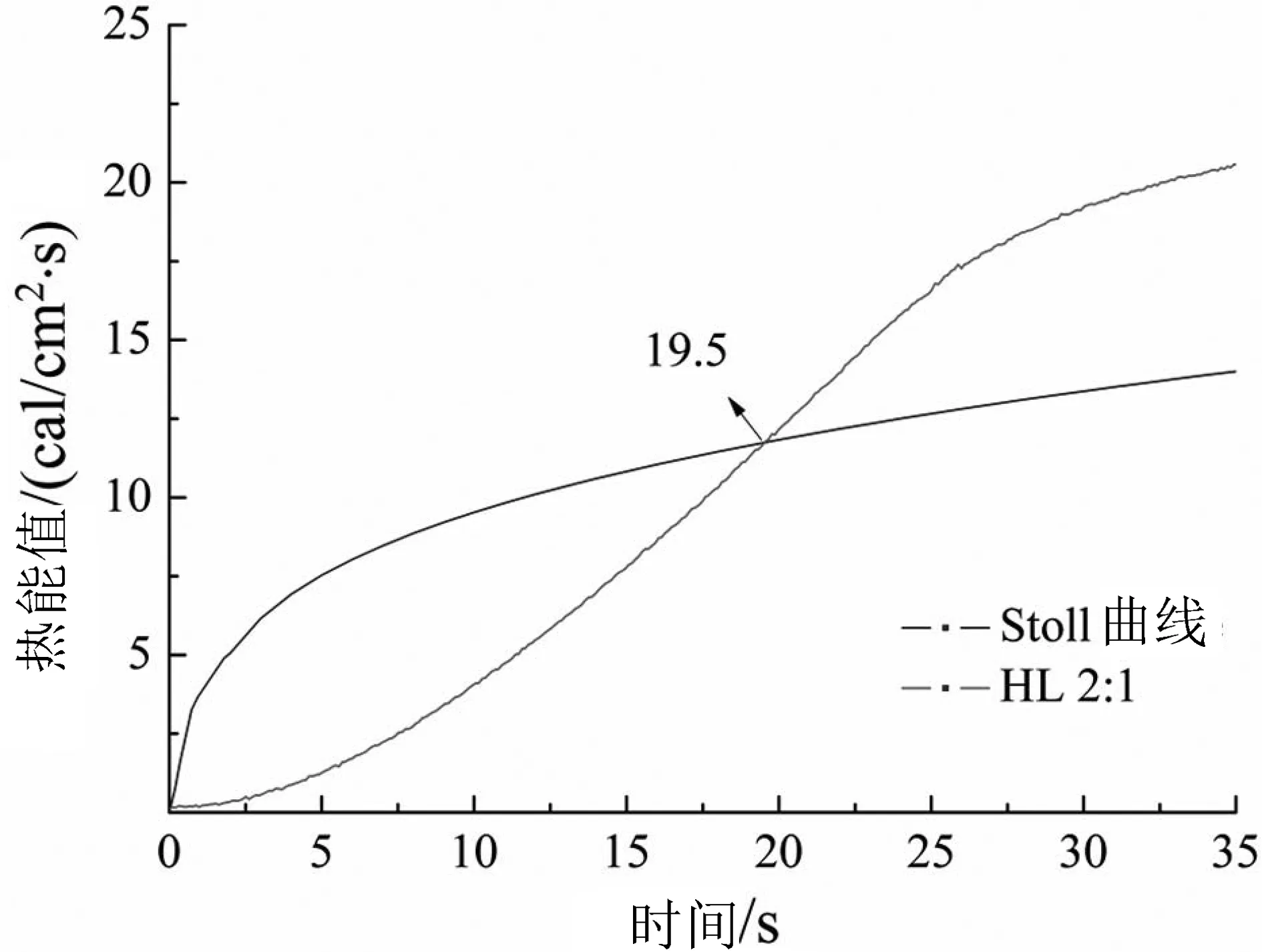
图11 云母粉与Cr2O3比例为2:1时TPP测试曲线
达到二级烧伤温度的时间为19.5 s
(4)当云母粉质量分数为6 %、Cr2O3质量分数为0 %时,测试结果如图12所示。
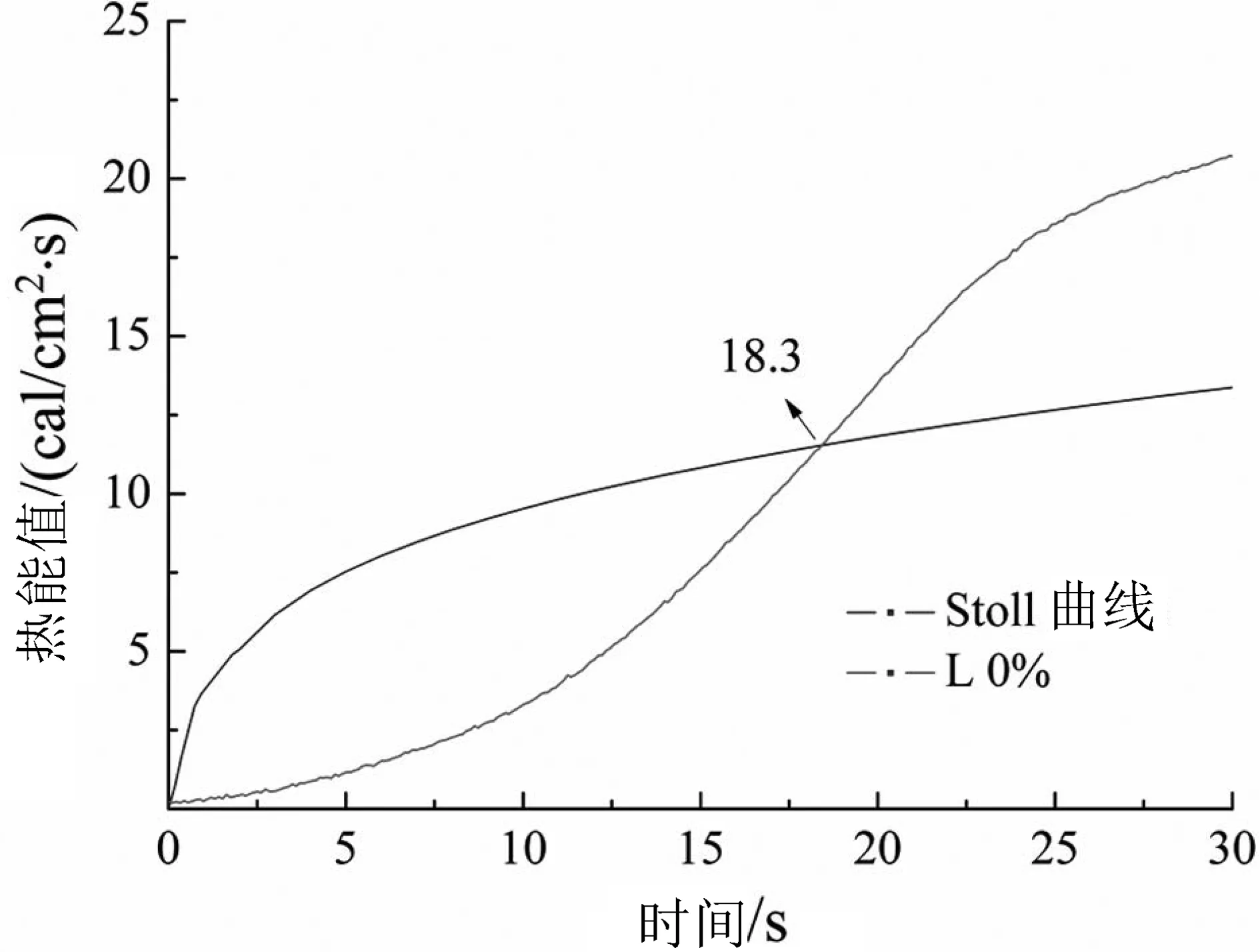
图12 云母粉含量6 %、Cr2O3含量0 %时TPP测试曲线
达到二级烧伤温度的时间为18.3 s
(5)当云母粉质量分数为0 %、Cr2O3质量分数为6 %时,测试结果如图13所示。
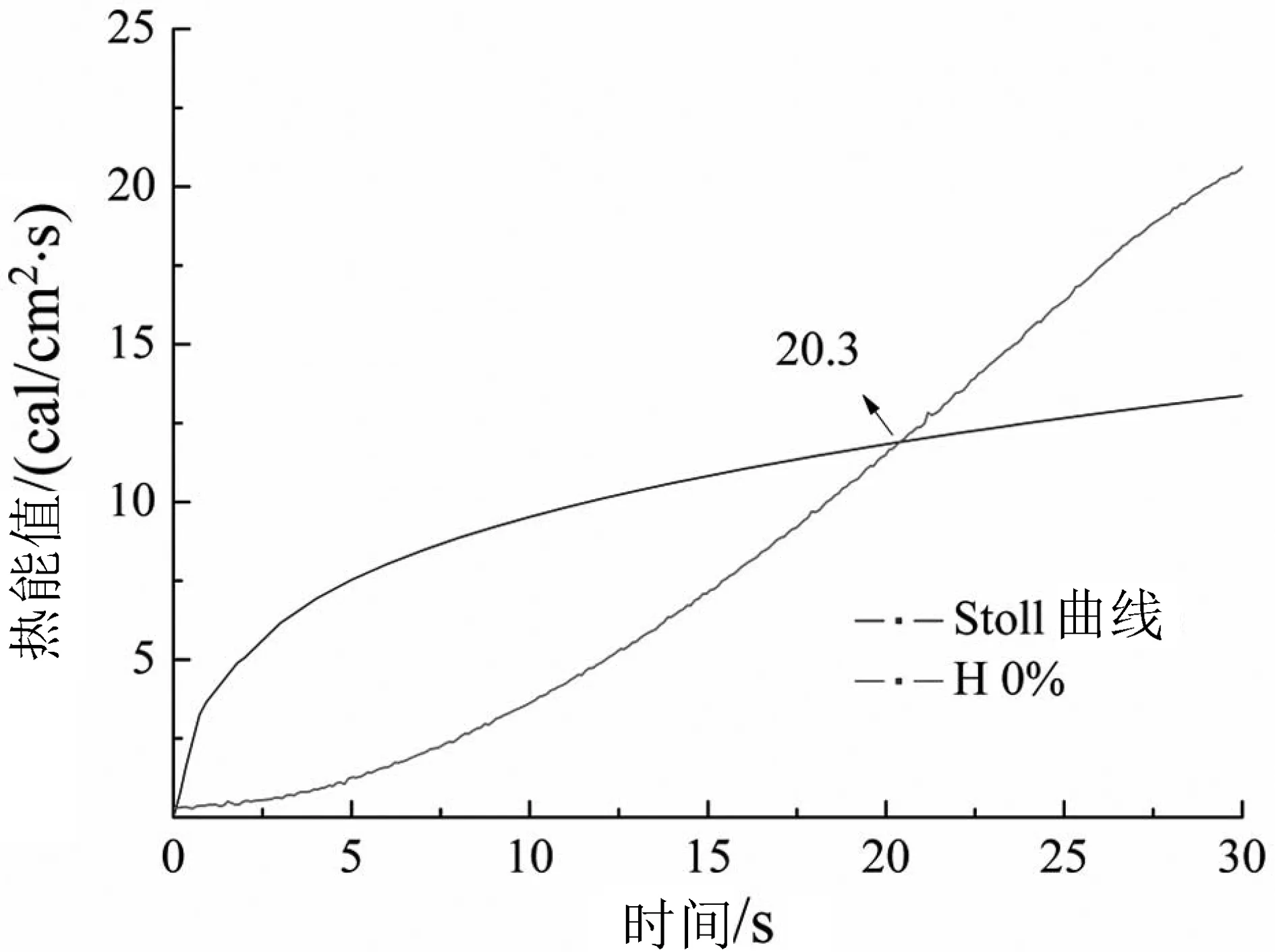
图13 云母粉含量0 %、Cr2O3含量6 %时TPP测试曲线
达到二级烧伤温度的时间为20.3 s
辐射热防护测试结果表明:当云母粉与Cr2O3比例为1:2时,达到二级烧伤温度的时间最长,辐射热防护效果最好;云母粉含量6%、Cr2O3含量0%时,达到二级烧伤温度的时间最短,辐射热防护效果最差。
3 结论
(1)高岭土质量分数为8 %时,达到二级烧伤温度的时间最长,辐射热防护效果最好;质量分数为6 %时,达到二级烧伤温度的时间最短,辐射热防护效果最差。
(2)气凝胶质量分数为9 %时,达到二级烧伤温度的时间最长,辐射热防护效果最好;质量分数为3 %时,达到二级烧伤温度的时间最短,辐射热防护效果最差。
(3)当云母粉与Cr2O3比例为1:2时,达到二级烧伤温度的时间最长,辐射热防护效果最好;当云母粉质量分数为6 %、Cr2O3质量分数为0 %时,达到二级烧伤温度的时间最短,辐射热防护效果最差。
