卷烟制丝加香工序加香均匀性及其影响因素研究
2019-06-15张珍禛蒋成勇朱景溯曹伏军
张珍禛 蒋成勇 朱景溯 曹伏军


摘要:为了优化烟丝产品加香均匀性,在线试验改变加香工序的香精流量、物料流量、喷嘴数目、喷嘴位置和雾化压力,并用超声提取-气相色谱质谱联用法对加香工序引入的目标致香化合物进行定性和定量分析:当加香比例一定时,香精流量越小,致香化合物的绝对施加量越大;当香精流量和物料流量一定时,香精的雾化程度越高,致香化合物的绝对施加量越小.用主成分分析法对加香工序加香均匀性进行分析,结果显示:当香精流量为30 kg/h时,加香均匀性随着雾化程度的增高而降低;当香精流量≥50 kg/h时,加香均匀性均随着雾化程度的增高而提高.当单喷嘴加香时,停留时间长、雾化程度高,加香均匀性最优;当双喷嘴加香时,加香均匀性最优的条件为香精流量50 kg/h,物料流量4500 kg/h.
中图分类号:TS452 文献标识码:A DOI:10.3969/j.issn.2096-1553.2019.06.007
文章编号:2096-1553(2019)06-0048-08
关键词:卷烟制丝;香精雾化;加香均匀性
Abstract:Essence flow,material flow,nozzle group and atomizing pressure were adjusted in production-experiments. Ultrasonication-extraction-gas-chromatography-mass-selective method (UE-GC/MS) were used for qualitative and quantitative tests of the samples: at determinate flavoring rate,the absolute quantity of essence in tobacco grows with essence flow rate decreasing; at determinate essence flow rate,the absolute quantity of essence in tobacco decreases with fogging degree increasing. The total uniformity coefficient calculating by principal component analysis (PCA) was used to evaluate the flavoring uniformity in tobacco primary processing. Experimental results shows that the flavoring uniformity decreased when the fogging degree increasing at low essence flow (30 kg/h); and increased with fogging degree increasing at high essence flow (≥50 kg/h). The flavoring uniformity calculation result increase with standing time and fogging degree increasing,whenusingsingle nozzle. The maximum flavoring uniformity calculation result turns up at essence flow rate of50 kg/hand material flow rate of 4500 kg/h.
0 引言
制絲加香工序是卷烟生产过程中的重要工序,加香的准确性和均匀性直接影响产品感官品质[1-2].目前,行业中所用的加香均匀性评价方法多为理论推导计算[3-5]和香精料标记物法[6-7].理论推导计算缺乏生产支持;标记物法则可能影响产品质量,试验产品需要重新验证后才能用于卷烟生产[8],容易造成原料的浪费.本研究针对北京卷烟厂中南海牌某规格卷烟配方烟丝产品,其技术路线是:选择合适的取样点和取样方法,用超声提取-气相色谱质谱联用法检测香精料中特异性致香成分的类型和含量,并用主成分分析法[9]系统分析烟丝产品中香精料施加的均匀性.选取不同香精流量、物料流量、喷嘴数目、喷嘴位置和雾化压力条件下生产的烟丝产品,使用上述方法对其进行加香均匀性评价,得出生产过程中影响加香工序加香均匀性的重要因素的作用规律,以期实现对加香均匀性的长期在线监控和及时调整.
1 材料与方法
1.1 材料、设备和仪器
材料:北京卷烟厂中南海牌某规格卷烟配方烟丝,该规格卷烟的专用香精.
试剂:无水Na2SO4,环己烷和苯甲酸正丙酯,均为分析纯,国药集团北京有限公司产.
设备:SJ235B型加香机,昆明船舶设备集团有限公司产.
仪器:Clarus 680-SQ8型气相色谱-质谱联用仪,美国PE公司产; D-78224型超声波清洗仪,德国Elma公司产;PI-214型电子天平(感量0.000 1 g),美国Denver Instrument公司产.
1.2 方法
1.2.1 试验设计
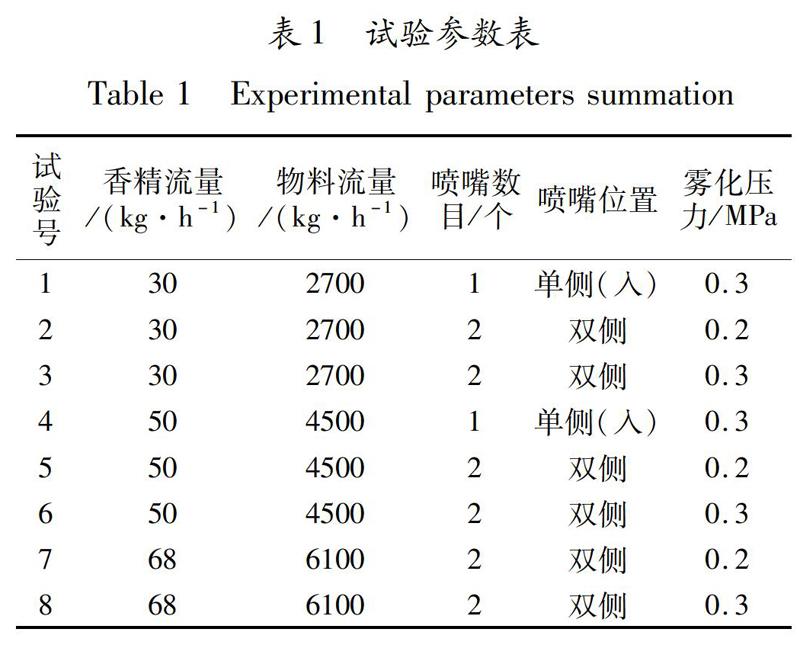
根据北京卷烟厂中南海牌某规格卷烟烟丝产品的配方加香比例和加香机实际工作能力设计试验变量,包括香精流量及其对应物料流量、喷嘴数目、喷嘴位置和雾化压力.根据制丝车间生产实际,选择能够满足产品质量要求的正常生产工况作为试验工况,具体试验参数变量见表1.
本试验涉及的影响加香工序加香均匀性的因素主要有两类,分别为香精雾化程度和物料停留时间.香精雾化程度主要受香精流量、喷嘴数目、喷嘴位置和雾化压力的影响.试验过程中,并未改变加香机转速(9 r/min),因此停留时间仅受物料流量的影响.
1.2.2 取样
在加香机入料口处取一个烟用香精样品作为空白样品,用于与试验样品对照,以检测通过加香工序施加的致香成分类型和含量.
生产工况稳定后,在加香机出料口处取样,每隔2 min取样一次,每次取样250 g,去除料头料尾,在正常工况下每组试验取样不低于20个,具体取样数量由该批次实际生产量决定,取样过程需覆盖整个生产批次.
1.2.3 烟用香精致香成分的提取
称取5 g烟用香精样品置于50 mL锥形瓶中,加入5 mL环己烷,超声提取5 min后加入2.5 g无水Na2SO4,静置5 min,取上清液,经有机系滤膜过滤后转移到色谱瓶中,进行GC-MS分析.
1.2.4 烟丝成品表香成分的提取
准确称取2 g烟丝样品置于100 mL锥形瓶中,加入40 mL环己烷和80 μL质量浓度为50 ng/mL的苯甲酸正丙酯内标溶液,轻摇萃取瓶,湿润浸没试样,超声萃取40 min后静置10 min,取上清液,经0.45 μm滤膜过滤后,进行GC-MS分析.
1.2.5 数据分析
使用主成分分析法進行加香均匀性的数据评定.
2 结果与讨论
试验开始前,已针对检测方法做了验证,特征成分的RSD最大不超过4%,回收率均值可达98.3%,说明本文提取烟用香精致香成分和烟丝成品表香成分的方法是可靠且灵敏的.
2.1 加香目标物的确定
GC-MS分析烟用香精成分全扫描总离子流图如图1所示.由图1可以看出,该烟用香精中主要含有异戊酸异戊酯、薄荷醇、丁酸异戊酯、3-乙基吡啶、苯甲醇、环己酮、苯甲醛、芳樟醇、橙花醇、对茴香醛、紫罗酮、丁香酚、乙基麦芽酚、乙基香兰素、苯乙酸苯乙酯等致香物质.
采用超声提取法对加香前、后的烟丝进行前处理,然后进行GC-MS分析,对比全扫描总离子流图,比较经过加香工序后烟丝中出现的或者含量发生显著变化的挥发性、半挥发性化合物,并参考烟用香精分析结果,即可确定烟用香精中的特异性致香成分.
加香前、后烟丝提取物的检测结果如图2所示.由图2可以看出,加香后烟丝中异戊酸异戊酯、薄荷醇、对茴香醛、丁香酚的含量大幅度增加.异戊酸异戊酯、薄荷醇、对茴香醛、丁香酚是烟用香精中的特征成分,可以作为表征加香工序均匀性的目标致香化合物.
2.2 烟丝中目标致香化合物的绝对施加量
试验前先空车加水观察不同试验条件下加香机加水雾化情况.通过设备和工艺人员观察研判,试验设计的喷嘴数目和雾化压力在满足对应加香流量的雾化要求前提下,雾化的程度表现为:单侧喷嘴/0.3 MPa<双侧喷嘴/0.2 MPa<双侧喷嘴/0.3 MPa.
试验过程全部按照实际生产工况进行和监测,在线计量监测设备数值,各个试验均能按照配方要求完成加香工序,成品烟丝的各项质量指标也能达到工艺设计要求.取香精流量为50 kg/h的3组试验数据,对香精中目标致香化合物的绝对施加量与雾化程度的关系进行分析.
试验4,试验5和试验6均按照1.2.2的方法取样22个,并按照1.2.4的方法进行检测,得到的各组试验烟丝中目标致香化合物含量见表2.
由表2可知,对于单一试验,4种目标致香化合物在烟丝中的绝对施加量分别是:异戊酸异戊酯>薄荷醇>对茴香醛>丁香酚.不同试验组间,4种目标致香化合物的绝对施加量均表现为试验4>试验5>试验6,对应的试验条件为单侧喷嘴/0.3 MPa>双侧喷嘴/0.2 MPa>双侧喷嘴/0.3 MPa.这是由于这4种目标致香化合物均为挥发性或半挥发性化合物,在雾化更加充分的情况下,耗散也更为明显.由表2还可知,挥发性最强的异戊酸异戊酯的组间差异最大,随着目标致香化合物挥发性的降低,组间差异也逐渐缩小.异戊酸异戊酯的组间最大极差比率可达24.64%,而丁香酚的组间最大极差比率仅为1.76%.
图3是不同试验条件下目标致香化合物的绝对施加量检测结果.从图3可以看出,相同的香精流量下,目标致香化合物的绝对检出量都满足:单侧喷嘴/0.3 MPa>双侧喷嘴/0.2 MPa>双侧喷嘴/0.3 MPa.说明在设备雾化能力达到设计要求的前提下,香精的雾化程度越高,烟丝中可检测到的目标致香化合物的绝对施加量越小,即雾化程度越高,香精中致香成分的耗散越明显.
当加香机转速不变时,烟丝在加香桶内的停留时间与物料流量成反比.通过示踪物法检测,本试验条件下的烟丝在加香桶内的停留时间分别为39 s,30 s和25 s,对比图3中的试验结果可以看出,当其他试验条件不变时,停留时间越长,目标致香化合物的绝对施加量越大.
2.3 烟丝中目标致香化合物施加的均匀性
烟丝中目标致香化合物施加的均匀性使用主成分分析法计算,使用的计算工具为Minitab.将试验计算结果输入Minitab后,可以得到各主成分的特征值和累积贡献率.本文中所有主成分数目的选择标准为主成分的累积贡献率达到90%以上.例如,若Minitab计算出的主成分数目为3个,则得到的主成分向量如表3所示.
每组试验总评分值的均匀性系数可作为评价本次试验目标致香化合物加香均匀性的标准.
在Minitab中输入试验数据,选择主成分分析法计算出8组试验的相关矩阵的特征分析和主成分向量,结果分别见表4和表5.
再将上述数据代入公式①—⑤可以计算出各组试验的主成分评分和综合评分,并计算出每组试验的总均匀性系数,计算结果见表6.
由表6可知,每组试验的统计结果都有超过20个的有效试验数据,选择的主成分数目都能覆盖本次试验90%以上的信息,每组试验的总均匀性系数都在90.00%以上,说明单一试验的加香工序都比较均匀.
试验结果显示,当香精流量为30 kg/h,物料流量为2700 kg/h时,加香均匀性随着雾化程度的增高而降低;当香精流量为50 kg/h,物料流量为4500 kg/h时和香精流量为68 kg/h,物料流量为6100 kg/h时,加香均匀性均随着雾化程度的增高而提高.这是由于香精中的致香成分一般都具有易挥发的特性,当设备的雾化能力都能满足生产要求时,过度雾化,即增加喷嘴数目、增大雾化压力,会导致香味物质的气化、散失,尤其是在香精流量较小时,这种散失容易造成加香结果的波动,导致加香均匀性下降.在香精流量较高时,需要增加喷嘴数目、增大雾化压力.首先满足香精充分雾化的需求,同时,由于香精流量的增加,香精的损耗带来的波动效应被抵消,最终的结果是双喷嘴/0.3 MPa雾化条件下,加香的均匀程度最优.当香精流量增加到68 kg/h后,单喷嘴的工艺条件已经无法满足正常的生产需要.
使用单喷嘴加香,当香精流量能满足生产要求时,停留时间长、雾化程度高,加香均匀性最优;使用双喷嘴加香,当雾化程度和停留时间需满足最优条件,即香精流量(50 kg/h)适中、停留时间(30 s)适中时,加香均勻性最优.这是由于香精流量与物料流量匹配时,物料流量低延长了烟丝与香精料的接触时间,同时也提高了香精的雾化程度,从而使挥发性成分的散失对加香均匀性产生了明显的影响;而物料流量高缩短了烟丝与香精料的接触时间,同时也降低了香精的雾化程度,导致加香均匀性的降低.
3 结论
本文以中南海牌某规格配方烟丝为研究对象,采用超声提取-气相色谱质谱联用法对该规格卷烟专用香精中致香物质进行检测分析,并将其结果与加香前后烟丝中的香味成分进行比较,确定了加香工序引入的目标致香化合物种类,进而对目标致香化合物进行定性、定量分析,结果显示:
当加香比例一定时,香精流量越小,致香化合物的绝对施加量越大;当香精流量和物料流量一定时,香精的雾化程度越高,致香化合物的绝对施加量越小.
基于该分析结果,采用主成分分析法计算加香工序总均匀性系数,进而对加香均匀性进行评价分析,结果表明:8组试验加香工序的总均匀性系数都在90.00%以上,说明单次试验的加香工序都比较均匀.当加香比例一定时,香精流量(30 kg/h)较低,则加香均匀性随着雾化程度的增高而降低;当香精流量(≥50 kg/h)较高时,则加香均匀性随着雾化程度的增高而提高.当单喷嘴加香时,停留时间长、雾化程度高,加香均匀性良好;当双喷嘴加香时,雾化程度和停留时间需满足的最优条件为香精流量(50 kg/h)适中、停留时间(30 s)适中,加香均匀性最优.
该研究确定了中南海牌某规格配方烟丝的最优加香工艺条件,并且在生产过程中通过定期抽样检查的方法,实现了对生产过程加香均匀性控制水平的监控.
参考文献:
[1] 彭洁,曾世通,胡军,等.Maillard反应产物的分级分离及卷烟加香评价[J].烟草科技,2015,48(1):40.
[2] 张蒙生,毋玉莲,王聚奎,等.制丝线加香加料掺配系统计量精度的在线校准[J].烟草科技,2009(3):30.
[3] 王文领,马宇平,赵志伟,等.评价卷烟加香均匀性的方法[J].烟草科技,2003(9):19.
[4] 张娟,王彬彬.加香滚筒转速对混丝掺配均匀性的影响[J].中国科技信息,2016(15):59.
[5] 曹琦,何善君,林苗俏,等.烟草制丝加料加香过程的无辨识自适应控制方案[J].烟草科技,2012(4):16.
[6] 廖惠云,张映,熊晓敏,等.基于标志物含量的变化表征卷烟制丝加香均匀性[J].烟草科技,2011(10):5.
[7] 宗永立,张晓兵,屈展,等.混合型卷烟加料加香技术研究[J].烟草科技,2004(3):3.
[8] 于涛.烟丝流量与加香均匀度的相关性研究[C]∥中国烟草学会工业专业委员会烟草工艺学术研讨会论文集.中国烟草学会工业专业委员会,2010:5.
[9] 汪显国,申晓锋,刘泽,等.基于主成分分析法的烟丝加香均匀性评价[J].中国烟草学报,2013,19(5):33.
