烧结工艺和粘结剂对SiC泡沫陶瓷网络结构的影响*
2019-06-14马调调
马调调
(榆林市天然气化工有限责任公司 陕西 榆林 718100)
泡沫陶瓷是一种以气孔为主相的新型陶瓷材料,按气孔结构的不同可分为两大类:泡沫型和网眼型。它是由各种颗粒料与结合剂组成的坯料,经过成形、烧成等许多复杂的工艺制得的[1]。泡沫陶瓷主要以刚玉砂、碳化硅、堇青石等优质原料为主料并可加入流变剂、粘结剂作为添加剂,调节各种颗粒料之间的矿物组成、颗粒级配比和坯体的烧成温度,泡沫陶瓷具有不同的物理与化学特性[2~5]。
泡沫陶瓷通常也被称为多孔陶瓷,气孔率在20%~95%之间,最高使用温度可达1 600 ℃,它与玻璃纤维、金属等相比,具有更优异的特性,如气孔分布均匀、孔隙率较高、体积密度小、比表面大及其独特的物理表面特性,对液体和气体介质有选择的透过性,加之陶瓷材料特有的耐高温、耐腐蚀、高的化学稳定性和尺寸稳定性,使多孔陶瓷材料可在气体或液体过滤、净化分离、化工催化载体、吸声减震及生物植入材料等方面得到广泛应用[6~10]。
有机泡沫浸渍法是目前工业上制备泡沫陶瓷最常用的方法之一。基本思路是:首先将有机泡沫浸渍到陶瓷料浆中,然后经过干燥、烧结使有机泡沫脱离母体就可以获得泡沫陶瓷。多孔素坯的干燥方法可以采用阴干、烘干,水分要控制在l%以下。干燥后的烧结阶段分2个步聚:低温阶段和高温阶段。在低温阶段,为防止有机物剧烈氧化而在短时间内产生大量气体,造成坯体开裂和粉化,升温速率不宜过快。在高温阶段,要根据需要控制烧结温度,烧结温度太低制品强度不够;反之,烧结温度过高会使泥浆发生瓷化,使制品的耐热冲击性能和表面活性降低,吸附杂质的能力降低。该工艺是制备高气孔率(70%~90%)泡沫陶瓷的一种有效工艺,并且此类泡沫陶瓷具有开孔三维网状骨架结构。
随着泡沫陶瓷使用范围的不断扩大,制备方法多种多样,许多用来生产陶瓷的方法都可以用来生产泡沫陶瓷[11~15]。在泡沫陶瓷的制备中,人们对简化工艺、提高效率、降低成本的要求日益提高。近几年新的制备技术不断被提出,都在努力朝着高开孔率、结构均匀并可控、力学性能优良的方向发展,使产品的使用性能达到最佳状态[16~20]。
多孔陶瓷的应用给矿山、冶金、能源、环保等领域带来巨大的经济和社会效益,其开发应用前景十分广阔。近年来,多孔陶瓷的研究已基本实现了对孔径、壁厚及部分形貌的控制。但目前多孔陶瓷的研究与应用还存在许多问题,主要表现在:材料的脆性,实现功能化、大孔径、多维交叉材料的研究困难;缺乏完整材料的大规模生产系统;缺乏将孔结构与力学性能相联系的有效模型[21~22]。陶瓷烧结工艺中,温度制度通过对坯体的晶粒尺寸、液相组成及气孔的数量、形貌的影响来影响产品的物理性能及外观,同时也控制着烧结的能耗及成本。为此,笔者拟通过验证SiC基泡沫陶瓷的烧结温度及粘结剂对它的影响,以期能进一步改善泡沫陶瓷各项性能。
笔者主要研究了烧结温度和粘结剂硅溶胶的添加量对SiC基泡沫陶瓷热震稳定性和常温抗压性能的影响,以及这些因素对泡沫陶瓷微观结构的变化和影响。
1 实验部分
1.1 试验所用原料(见表1)

表1 实验所用主要原料
1.2 实验所用仪器(见表2)

表2 实验所用主要仪器
1.3 试验方法
采用有机前驱体浸渍法制备SiC基泡沫陶瓷工艺流程如图1所示。
泡沫塑料先驱体挂浆成形工艺是用有机泡沫塑料先驱体浸渍陶瓷料浆,干燥后烧掉有机泡沫体,再进行高温烧结,获得高强度泡沫陶瓷的一种方法。其独特之处在于它凭借有机泡沫体所具有的开孔三维网状骨架的特殊结构,将制备好的浆料均匀地涂覆在有机泡沫网状体的孔筋上,而烧掉有机泡沫塑料后获得的孔隙呈连通网络状。这种制备方法的工艺关键是先驱体的选择和预处理、改性处理、浆料浸渍过程、干燥与烧结等。

图1 有机前驱体浸渍法制备SiC泡沫陶瓷工艺流程图
1.4 试样的制备
1.4.1 实验基本配方(见表3)

表3 实验配方(g)
1.4.2 聚氨酯泡沫的选择和预处理
三维网络骨架结构软质聚氨酯泡沫塑料的亲水性强,孔隙均匀性好,回弹性高,吸附性强,抗拉强度大,贯通孔隙率高,网络间膜少,在浸渍浆料时不会被撕裂,浸渍浆料后能够回弹,避免塌陷,造成堵孔。根据试验要求,我们选用聚氨酯泡沫塑料,将其裁剪成所需尺寸20 mm×20 mm×10 mm。满足以上条件的有机泡沫材料一般是经过特定发泡工艺制备的聚酯海绵,材质常为聚氨基甲酸乙脂、乳胶、纤维素、聚氯乙烯和聚苯乙烯等。如果有机泡沫塑料网络间膜多,在浸渍时网络间膜上就会留下多余浆料,导致制品堵孔。因此,对于有较多网络间膜的有机泡沫塑料应采取预先处理以除去网络间膜。其方法可以将有机泡沫塑料浸入10%~20%浓度的氢氧化钠溶液中,在40~60 ℃温度下水解处理2~6 h,然后反复揉搓用清水冲洗干净,晾干备用。
1.4.3 陶瓷浆料的制备
陶瓷浆料由陶瓷粉料、粘结剂、流变剂、其它改性剂(如消泡剂、润湿剂等)和水配制而成。
泡沫陶瓷浆料除具备一般陶瓷浆料性能外,还需要有尽可能高的固相含量(浆料密度为1.8~2.2 g/cm,固相体积分数为50%~65%)和较好的触变性。高的固相含量和粘着性可以保证陶瓷颗粒最大限度地附着在前驱体丝网上,从而能够提高制品的机械强度。同时要求浆料触变性较高,以便在浸渍浆料和排除多余浆料时,通过剪切作用降低粘稠度,提高浆料流动性,以便于成形;而在停止成形时,浆料稠度升高,流动性降低,附着在网丝上的陶瓷颗粒容易固化而定型,以免由于浆料流动造成坯体整体均匀性下降,甚至堵孔。
本实验中先将固态陶瓷粉料放入搅拌机中,然后再将液态的各种添加剂溶入一定量水中加入搅拌机中,边搅拌边加水。在这里把液态添加剂溶入水中是为了防止硅溶胶等直接加入粉料中发生颗粒团聚,增加搅拌难度,加入水要适量,本实验中加入水量为100~150 ml,均匀搅拌1~2 h后可获得稳定浆料,然后静置6 h备用。

图2 A、B、C是干燥成形待烧的坯体图样
1.4.4 坯体的制备
将经过预处理的泡沫塑料先驱体,在浸渍浆料前反复挤压以排除空气。浆料浸渍时要求均匀一致,避免出现局部浸润不足,浸渍后要反复揉搓,使浆料均匀附着在网状有机物的孔筋上,同时排除多余浆料,以确保材料具有较高的通孔率。在灯光下观察,制品应均匀透光,制得的泡沫陶瓷预制体孔径应基本一致。
笔者采用手工揉搓法进行浸渍,使浆料充分地涂覆在有机泡沫体上。有机泡沫体浸渍浆料后,需除去多余浆料,此方法是手工挤压浸渍了浆料的泡沫。这一步的关键是挤压力度的均匀性,既要排除多余的浆料,又要保证浆料在网络孔壁上分布均匀,防止堵孔。将挂好浆的坯体置于干燥通风处自然干燥1 d以上,之后在110 ℃的烘干箱中干燥24 h将坯体中的水分充分排出。图2是干燥成形待烧的坯体图样。
1.4.5 烧成制度的制定
烧成制度的制定对产品的性能有重要影响,直接影响到最终产品的性能。烧成制度不合理在烧结过程中坯体会出现掉渣、坍塌的现象,所以必须制定合理的烧成制度。
在烧成过程中有两个重要阶段,即低温阶段和高温阶段。在低温阶段,应缓慢升温以使有机泡沫体缓慢而充分的挥发排除,如果升温过快,会因有机物剧烈氧化而在短时间内产生大量气体而造成坯体开裂坍塌,此阶段多采用氧化气氛使有机物通过氧化途径而排除,升温制度应根据有机泡沫体的热重分析曲线来制定。在高温烧结阶段,此时因有机泡沫体己排除干净,所以可加快升温速率。由于坯体是高气孔率材料,体积的烧成温差较大,有时会碰到制品烧不透的问题,对于此类问题一般可以通过延长保温时间以及采用适当的垫板以加大受热面的方式来解决。
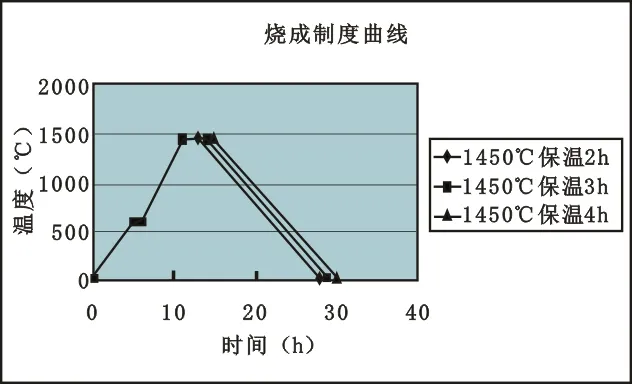
图3 烧成制度曲线
烧结的关键是:在200~600 ℃范围内,采用慢速升温.使有机物缓慢而充分地挥发排除。若低温阶段升温过快,泡沫塑料的烧蚀会集中造成大量气体,易使陶瓷坯体产生较大应力而造成破坏。之后在600 ℃保温1 h,目的还是要保证泡沫体充分排除干净。600 ℃到烧成温度可加速升温,在烧成温度下保温3 h。烧成制度曲线如图3所示。
1.5 性能检测
1.5.1 热震性能的检测
热震性是反映材料承受温度急剧变化而不致破坏的能力。由于其使用环境,泡沫陶瓷要经受温度的剧烈变化,作为熔融金属过滤材料的泡沫陶瓷必须能够经受高温钢水的冲击,因此抗热震性能使其重要的指标之一。
本实验是把试样(规格为20 mm×20 mm×10 mm)置于900 ℃下保温20 min后放入室温下的冷水中,重复以上步骤,直至制品破碎,记录下实验次数。
1.5.2 抗压强度
常温抗压强度是评价过滤器常温下抵抗破坏能力的指标[18]。其抗压性能在生产应用中极其重要。
在常温抗压试验中,选用一个标准压头,该压头规格为:直径20 mm×10 mm,材质为45钢,在压头的端面用502胶水粘上几层橡胶,以保证与试样充分接触。
本试验采用岛津AG-I250KN型精密万能试验机,在试样(规格为20 mm×20 mm×10 mm)下面垫上一层橡胶皮,把压头放在试样中心,施加载荷直至把试样压碎为止。根据每个试样的抗压曲线确定其最大抗压强度。
其计算公式为:
P=F/S
式中: P——常温抗压强度,MPa;
F——表面施加的压力,N;
S—压头面积,cm2。
1.5.3 泡沫陶瓷孔隙率和容重的测定
试样烧结后的质量(M)与试样体积(V)之比称为容重,用g/cm3表示,容重是泡沫陶瓷过滤器的主要性能参数。本实验先将试样在天平上称取质量,记为M,再用游标卡尺分别量取试样的长、宽、高,每个尺寸读3个读数并求平均值,3个平均值的乘积就是试样的总体积V0。
泡沫陶瓷的孔隙率是指泡沫陶瓷中孔穴的总体积占泡沫陶瓷总体积的百分数。孔隙率决定了单位体积内的泡沫陶瓷过滤板的过滤能力,孔隙率越大,说明过滤板过滤流量越大,过滤能力就越强。根据阿基米德定律来求取过滤板中孔穴的体积,即向带溢流管的玻璃烧杯中注水,直至水从溢流管中流出,当水不再流出后,将待测样品全部轻轻置于水中,这时水从溢流管中流出,测出部分水的体积,用过滤板的物理体积减去溢流出来的水的体积V水,就是过滤板中孔穴的总体积。最后按下式计算容重和孔隙率。
容重:ρ0=M/V0
孔隙率:Pt=V水/V0×100%
本实验在标准大气压下,通过测定一定量的水通过泡沫陶瓷的时间长短来衡量泡沫的通透率。实验时,注意每次实验时恩氏粘度仪中加水的高度一定要一致,以确保水流下时的压力一定。
1.5.4 扫描电镜形貌分析
陶瓷材料的性能不仅取决于化学成分,在很大程度上还取决于材料内部的显微结构。扫描电镜是观察颗粒形貌和颗粒分布的一种有效而直观的工具,它具有较高的分辨率,放大倍数可在很大范围内调整(50~40 000倍)。
在本实验中使用在抗压性能实验中的碎片,取断口处制成合适的试样。先用超声波清洗试样表面,由于该实验样品属非导电材料,进行扫描电镜观察前需在试样表面蒸镀一层导电层。在这里是进行喷金处理,最后用JSM-5610LV型扫描电镜观察其断口形貌特征。
2 实验结果与讨论
2.1 试验设计方案
本实验设计方案如表4所示,改变粘结剂(硅溶胶)加入量,保持其他组分不变,并在不同的烧结制度下进行烧结。

表4 试样设计方案
2.2 试验所得数据
SiC基泡沫陶瓷热震稳定性和常温抗压强度测试所得数据如表5所示。

表5 常温抗压强度和抗热震测试数据
2.3 烧结制度对热震稳定性和抗压强度的影响
实验证明,组成相同的坯体在温度升高时,产品机械强度的总趋势是增大的。随着烧结温度的升高,泡沫陶瓷的机械强度逐渐增加,孔隙率逐渐减小,同时其中的大孔逐渐变成细孔;若烧成温度过低,则样品不能完全烧结,抗压强低;若烧成温度过高,产品会出现瓷化,虽然可以满足抗压强度的要求,但性能会降低,如产品在实际应用当中过滤性能降低。所以应根据样品的性能和原料组成来确定烧结温度相同配方的试样在1 450 ℃温度下烧结分别保温2 h、3 h、4 h时,测得的SiC基泡沫陶瓷的热震性能稳定性如图4所示。
从图4中分析可知,试样的热震次数大致在烧结温度为1 450 ℃保温3 h达到最大值,即在试验条件下,能取得较好热震稳定性的烧结工艺为1 450 ℃保温3 h。

图4 SiC基泡沫陶瓷热震稳定性折线图
SiC基泡沫陶瓷的抗压性能参数如图5所示。试样的抗压强度在烧结温度为1 450 ℃保温3 h达到较大值,保温时间过大或过3 h后趋于下降。在实验条件下,取得较大抗压强度的烧结工艺是1 450 ℃保温3 h。

图5 SiC基泡沫陶瓷常温抗压性能参数折线图
2.4 泡沫陶瓷的容重和孔隙率
本实验中SiC基泡沫陶瓷的容重和孔隙率如表6和表7所示。
从表6和表7可以看出,孔隙率越大,其容重越小,这是由于添加剂的加入改善了浆料的流动性和粘结性,使得泡沫内部挂浆更均匀,能挂上更多的浆料,超过了这个范围,由于添加剂的加入会使得粘土颗粒表层的电位下降,颗粒之间的斥力减少,从而使其挂浆效果下降,容重减轻。孔隙率与容重一般成反比关系,即容重越大其孔隙率越低。
2.5 粘结剂对SiC基泡沫陶瓷性能影响
选用合适的粘结剂对提高坯体的高温强度非常重要。在制备网眼多孔陶瓷的浆料中添加粘结剂,不仅有利于提高素坯干燥后的强度,而且能防止坯体在有机物排除过程中坍塌,随着粘结剂含量的增加,抗压强度则先增后减,说明粘结剂的用量并非越多越好。实验中若粘结剂量过少,料浆粘结性差,料浆就不能更多更牢固地粘结在泡沫塑料丝网上;假如粘结剂太多,料浆粘结性太大时,在挤出多余料浆的同时,泡沫塑料丝网较难恢复原状。

表6 SiC基泡沫陶瓷的容重(g/cm3)

表7 泡沫陶瓷的孔隙率(%)
硅溶胶作为粘合剂其本身与基质反应,能形成化学键,最后在烧结中成为制品的一部分。其作用主要是因为硅溶胶的Si-OH键经干燥脱水后,聚合形成了大量有Si-O-Si键结合的网状链,分散在硅溶胶的陶瓷粉料粘附在这些网状链上,这种牢固的网状链结构的形成,使素坯获得较高的干燥强度,有效地防止了坯体在有机物的排除过程中产生坍塌。这种独特的网状结构从低温开始直到1 200 ℃都保持着,在坯体中与陶瓷基体结合,使最终烧结体具有较高的强度。
由实验数据可以得出,当粘结剂加入量为8%时,试样的各个性能参数包括常温抗压性能和热震稳定性等都趋于最佳。

a)1 450 ℃保温2 h b)1 450 ℃保温3 h c)1 450 ℃保温4 h
图6粘结剂加入量为8%时试样在保温不同时间下的扫描照片
2.6 SEM图像分析
从图6可以看出,在1 400 ℃时开始出现玻璃相,但仍存在缺陷和空隙。在1 450 ℃时的烧结玻璃相进一步增多,机体的致密性得到进一步改善。在1 500 ℃时出现大量玻璃相,虽然这样机体致密性会更好,但生成的方石英相在冷却过程中发生体积转变,坯体收缩变形产生微裂纹,影响制品的抗压性能和孔隙率同时,随着烧结温度的升高,产生了更多的液相,也生成更多的气体,造成微观结构更多的缺陷。因而导致1 500 ℃下烧结的样品整体性能低于其它温度下烧结的样品。
3 结论
1)在烧结温度为1 450 ℃保温3 h组分相同的SiC基泡沫陶瓷试样的热震稳定性最好,在其它保温时间下强度都较低。即在烧结温度1 450 ℃保温时间为3 h时,SiC基泡沫陶瓷热震性能最佳,热震循环次数高达16次。
2)在烧结温度为1 450 ℃保温3 h组分相同的SiC基泡沫陶瓷试样的常温抗压常数取得较大值,在其它保温时间下强度都较低。即在烧结温度1 450 ℃保温时间为3 h时,SiC基泡沫陶瓷的常温抗压性能最佳。
3)粘结剂加入量为8%时在烧结温度为1 450 ℃保温时间为3 h下的制品的热震性和抗压强度都处于最佳值,即配方中粘结剂硅溶胶的加入量为8%时制品的综合性能最佳。