矫直过程中板材塑性变形率与矫直辊压下量关系的研究
2019-06-13宋小平
宋小平
(太原重工股份有限公司,山西 太原 030024)
在板材矫直过程中,矫直辊的压下量会直接影响板材的矫直效果。许多学者从不同角度对辊缝设定进行了研究,利用板材弹塑性理论及弯曲力矩计算对矫直机辊缝设定方法的研究,另外工程上一般也会采用带有塑性变形率参数的经验公式进行计算压下量。
1 原理分析
1.1 塑性变形率与各辊下板材曲率的关系
塑性变形率是指材料整个横截面上的应力超过弹性极限的截面部分面积与整个截面面积的比值。板材进入矫直机后,板材会依次在各辊下按照设定的辊缝值发生弯曲变形,板材断面上达到一定塑性变形率。根据塑形变形率α与相对总弯曲曲率C∑之间的关系为:

根据矫直原理及已知相对初始曲率值Co情况下可计算各辊下的相对反弯曲率Cw,相对弹复曲率Cf相对残余曲率Cc,以及板材经过第n-1辊后的残余曲率。

图1 板材弹塑性变形
1.2 反弯曲率与压下量的关系
板材在矫直辊压下的作用下发生弯曲变形,如图2所示,板材由A中状态变化到B中状态,则压下量为点C到直线AB距离的变化量,即SV=OW-O1W1;现假设板材经矫直辊压下作用后,其弯曲半径由A图的∞变化到B图的ρw,在A图中假想已存在一组半径为的ρw圆,即圆A、圆B和圆C,在图A中△ABC中,点C到直线AB的距离为OW,即OW=2ρw+h;当板材发生弯曲后,在图B中△AW1O1,点C到直线AB的距离为O1W1,即其中,AW1=2ρw+h,AO1=t,所以得

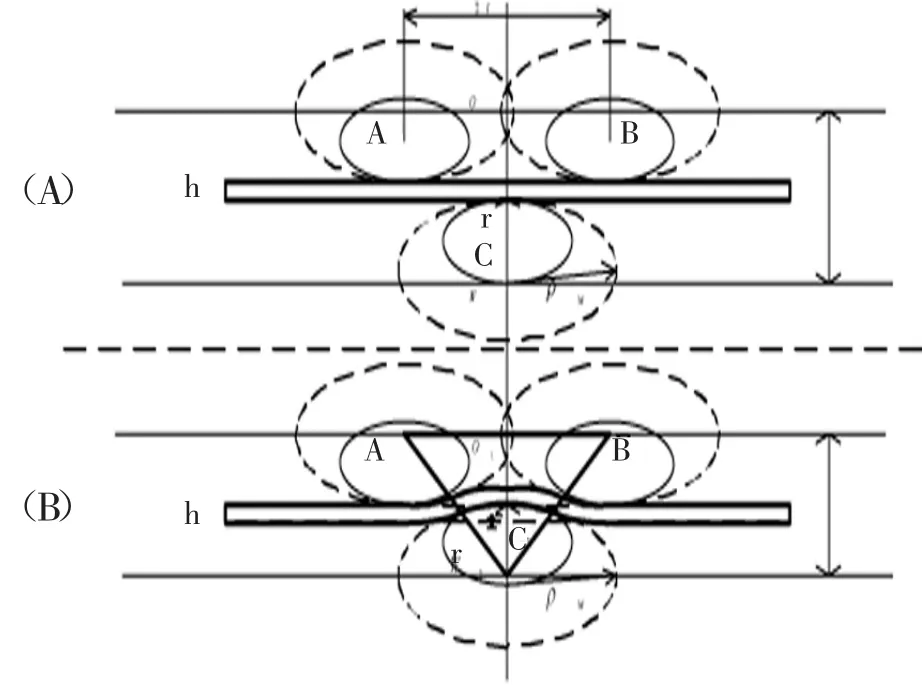
图2 板材反弯曲率与压下量几何关系
2 仿真计算分析
2.1 仿真计算实例
通过计算机编程进行仿真试验,试验用矫直机设备为九辊矫直机,上4下5排,辊径为320mm,辊距为350 mm;钢板规格参数:板厚h为 20mm,屈服强度 σS为400MPa,弹性模量E为210000MPa;入口板材塑性变形率按照85%情况考虑及1.5mm出口压下量进行计算仿真,结果如表1所示。
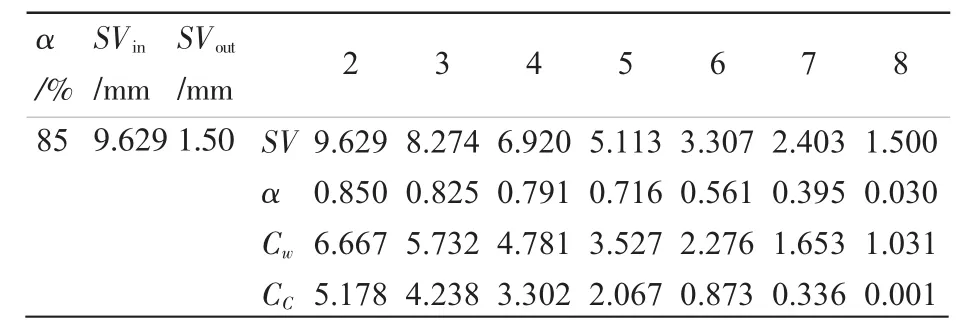
表1 矫直工艺参数计算结果
2.2 结果分析
通过上述研究分析及仿真,文章提出矫直过程中板材的塑形变形率与压下量之间的具体关系,从而为板材矫直过程压下规程的制定提供一种可靠的方法,具有实际的指导意义。