铸轧法3104铝合金生产工艺控制要点浅析
2019-06-13陈博文杜新伟
陈博文,杜新伟
(乳源东阳光优艾希杰精箔有限公司,广东 韶关 512700)
3000系铝合金主要添加元素为Mn元素,主要形成MnAl6第二相作为强化相。3系铝合金中的3104合金除了在铝基体中添加Mn元素之外,还添加了Mg元素作为强化元素,普遍应用于易拉罐体材料、幕墙材料、铝基板材料等的生产。3104合金主要采用(DC法)铸造-热轧-冷轧的工艺模式,(CC法)铸轧生产方式由于受到各种不良因素的限制,难以得到推广,近年来,国内外学者针对CC法3104合金铝材的内部组织机理和影响因素进行了一些研究,大多数局限于实验室进行理论上的分析,本文介绍了在工业实际生产条件下,阐明了最优的生产铸轧3104合金带材的工艺参数。
1 CC法3104合金工艺难点

图1 铸轧3104合金板材硬态及退火态金相组织图片
3XXX铝合金的主要合金元素是Mn,3104合金也有其它的金属元素,如Mg、Fe、Si、Cu、Zn等,其中Mg元素的含量约为1%。根据Al-Mn系合金平衡相图,其凝固过程具有如下几个特点:①液相线斜率很小,等温结晶间隔甚宽。②液相线和固相线垂直结晶间隔很小,仅0.5℃~1.0℃。③锰在铝中的固溶度变化很大,随温度的下降而急剧减小。加之CC法铸轧生产工艺铸轧工艺具有剧烈的冷却速度,其值已经达到了102~103℃/s,比常规半连续铸造技术约快2个数量级,因此高Mn3104合金铸轧板材当中存在着明显晶内偏析,即晶内与晶外的Mn元素浓度存在明显差异,成品退火时.低锰区域就会先形核生成再结品晶粒,继续升温至高锰区能发生再结晶时,低锰区晶粒早已长大,因此,造成再结晶的晶粒大小不一[1]。如图1(a)、(b)所示。
2 技术改进措施
生产测试中,按照3104标准成分进行铸轧法生产(如表1),材料加工工艺为:熔炼-铸轧-均热--冷轧-切边-冷轧-退火-发货,铸轧坯料厚度7.0mm,冷轧5-8个道次,成品厚度0.4mm,中间退火工艺:370~450℃*3h。分别采取铸轧工艺调整、增加铸轧坯料均热工艺、等工艺措施控制其晶内偏析,效果与原因分析如下所述。

表1 合金成分表(wt%)
(1)铸轧工艺优化。轧辊压力下,富集在固液界面处的液态合金元素沿枝晶间隙,从轧辊与熔铝接触的过冷面根据孔道效应集中到中部温度较高的区域,当液态合金全部凝固后,在板坯的中心层则形成了偏析层。中心偏析一直是铸轧材料的固有缺陷。采用了光谱分析方法探索不同铸轧参数条件下铸轧坯的元素偏析,可以更宏观的测出元素在不同层上的分布情况。铸轧参数主要包括铸轧速度、前箱温度两个指标。图2指出了在三种不同前箱温度(铸轧温度)和铸轧速度情况下的元素偏析情况,偏析发生的趋势大体一致,按照到表面的距离呈现先升高再降低的趋势。并且偏析较严重的区域都发生在板坯中心线附近。不同工艺条件下,偏析的程度存在差异,在前箱温度为670℃,铸轧速率为1.0m/min时Mg元素和Mn元素的偏析较严重,在前箱温度为690℃,铸轧速率为0.8m/min时,偏析相对较轻。适当降低铸轧速率,提高冷却强度可以一定程度预防中心线偏析。

图2 不同铸轧参数下距板坯厚度方向元素分布情况
(2)铸轧坯料均热工艺。热轧法生产过程中,铸锭一般需要均匀化退火,其可以消除枝晶偏析,使部分共晶相溶解、成分均匀且消除大部分内应力。均匀化温度一般选择:0.9Tm~0.95Tm,Tm为铸锭开始融化时的温度,3104铸锭均匀化温度一般为:580℃~600℃。铸轧坯料很少有进行均匀化退火的工艺操作,经过大量实践论证,根据铸轧立板温度一般为590℃~595℃,制定了570℃×10 h的均匀化热处理制度。

图3 均热后铸轧板组织情况
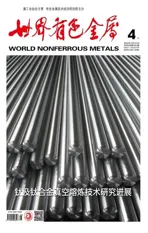
图3(a)~(b)为3104铝合金合金经570℃×10h的均匀化处理之后的显微组织照片,从图中可以发现,经均匀化处理后铸轧板的显微组织发生了显著的变化,经均匀化处理后,合金的组织中晶内枝晶断裂、枝晶组织特质得到改善,大部分粗大非平衡结晶相溶入基体中,并且组织中未出现复熔共晶球等过烧特征。说明实验所制定的均匀化处理工艺效果较好。最终成品退火后进行延伸率测试的结果如表2,从表中可见,常规铸轧材料进行均热后,材料的延伸率仅有20%,表面纹路明显,冲压测试出现裂纹比例高,经过铸轧以及均匀化工艺之后,材料延伸率可以达到27%,冲压测试未出现裂纹。
表2 不同工艺机械性能
3 结论
铸轧过程中通过选择适宜的铸轧工艺(前箱温度690℃,铸轧速度0.8m/s)以及适宜的均匀化工艺(570℃×10h)可以有效的降低铸轧法3104合金的晶内偏析同时降低晶粒度,改善后的成品经过退火后,0.4mm3系合金O状态延伸率可以达到27%,冲压不开裂,表面不存在水波纹。