宽幅铝板拉伸机板型控制相关结构研究
2019-06-13任涛
任 涛
(中色科技股份有限公司,河南 洛阳 471039)
近年来,新型高强度、高韧性的铝合金材料熔铸和加工工艺不断创新,中厚板材在大型飞机、高铁车厢、天然气储罐、煤车、舰船、汽车、兵器制造等领域的用量逐年增加。铝合金板材冷加工的后部环节,是将热处理后板材拉伸至塑性变形,产生塑性强化并消除断面应力不均匀情况。为此,大拉伸力、高控制精度的铝板拉伸机组成为中厚板生产线核心设备。新型铝板拉伸机要求性能稳定,产品板型质量高,机组在控制板型及断带保护都有独特的结构。机械结构上要精确控制钳口位置、主拉伸缸同步和机架等量延伸等。在控制系统上要具备自动上料控制、自动板型适应及精确延伸率控制。同时具备对生产数据(板材初始长度、实际拉伸力、拉伸速度、延伸率、延伸量、系统工作压力等)的实时采集、显示与存储功能。
1 拉伸机主要组成和参数
铝板拉伸包含了机械系统、液压系统、电控系统3部分。机械部分组成为工艺天车(板材上、卸)装置,活动夹紧装置,固定夹紧装置,机架梁体总成,拉伸缸装置,中间顶升装置,轨道装置等。
活动夹紧装置是指由拉伸缸驱动的夹紧头部件,用于对板材头部的夹紧和拉伸。活动夹紧装置由夹头钳口、预夹紧系统、C型板组、机架装置、拉伸缸锁定装置及入口托辊装置等组成。固定夹紧装置是指在拉伸时位置不动的夹紧头部件,当板材长度发生较大变化时,可通过移动锁紧机构调整锁紧孔距适应。固定夹紧装置由夹头钳口、预夹紧系统、C型板组、机架装置、移动锁紧装置机入口托辊装置组成。机架梁体总成用于承载拉伸缸工作时产生的压缩应力,主梁上设置有等间距销孔可定位固定夹紧装置,整个梁体采用水平浮动结构,在梁的末端设有缓冲液压缸,通过液压回路消除断带时机架部分的冲击。拉伸缸装置共有两套复合主缸,每套由主拉伸与快速移动缸组成,主拉伸缸采用柱塞结构,柱塞内嵌长行程活塞缸,用于快速移动活动夹紧装置。拉伸缸外套悬浮安装,在断带时通过液压回路缓冲。顶升装置由移动小车体、升降弧形面等组成,在板材上料对中过程中起支撑作用,在板材拉伸过程中,顶升弧面板对板材中部施加向上的顶升量,修正板型。轨道装置用于支撑2套夹头装置、中间顶升装置,采用重型钢轨组合焊接成型。参考55MN拉伸机主要参数:
最大板材宽度 3100mm;
最大板材厚度 160 mm;
最大板材应力 320MPa;
最大拉伸力 55MN;
最大单位应力 45kN/mm。
2 拉伸机控制板型关键结构
2.1 预夹紧系统结构分析和优化
铝板带拉伸全过程,首先要保证钳口夹紧动作迅速均匀,在大拉伸力作用下,铝板不会滑动松脱。新的预夹紧系统需要解决3个关键问题:第一,板材在横向厚度和板型不均匀;第二,板材厚度变化范围大;第三,在断带极端状态下各部件的安全保护。预夹紧机构主要由牙板、楔形钳块、弧形钳口板、缓冲头、顶杆、活动架、夹紧主缸、补偿缸、钢丝绳和回拉液压缸等组成(图1)。主要分为钳口功能区、预紧力施加功能区和防断带回退功能区。
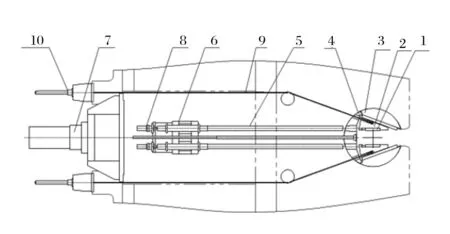
1-牙板;2-楔形钳块;3-弧形钳口板;4-缓冲头;5-顶杆;6-活动架;7-夹紧主缸;8-补偿缸;9-钢丝绳;10-回拉液压缸图1 预夹紧机构简图Fig.1 Pre-clamping mechanism diagram
钳口功能区主要由3个弧形板组合成圆柱,嵌入机架C型板中承受钳口力。牙板和楔形钳块延带材宽度方向分成等距小块,通常8~12块,可适应板材不同断面的板型差。楔形钳块顶面有燕尾槽约束斜向运动闭合钳口,背面设有耐磨衬板与顶杆头部相连,底面燕尾槽将牙板固定。钳口的预紧力采用双主缸和多个补偿缸两级施加。活动架作为顶杆和补偿缸的支承架,侧面用辊轮导向。回拉缸通过钢丝绳始终给斜锲钳块回拉力,用来打开钳口。顶杆推动斜锲夹紧板材后自行退回,断带时楔形块回弹不会冲断顶杆。
预夹紧系统动作过程分为两步,主缸完成一次夹紧,补偿缸二次夹紧。首先,移动活动夹紧装置将板材头部深入钳口设定位置,这个位置由系统计算得到,并由设在中部带位置传感器的探杆感应板材到位。接着,预夹紧主缸推动活动架,补偿缸行程全部伸出,顶杆向前运动推动楔形钳块,直到牙板咬住带材。此时,补偿缸被顶回退,当回退量达到设定值时系统确认主缸到位。拉伸机开始拉伸动作,板材进入弹性变形加载阶段,达到设定拉力门槛时确认预夹紧有效,主缸驱动所有顶杆退回,过程结束。
2.2 钳口平整度控制及优化方案
拉伸机钳口咬住板材端部后,其斜面正压力形成的摩擦力足够支撑板材的拉伸力,同时随着拉伸力增加斜面产生的夹紧力也对应增加,直至板材塑性变形到设定延伸位置。板材横向各断面被充分延伸,在强化性能的同时波浪板型也得到了改善,通常经过矫直的板材平直度可小于0.5mm/m。
在拉伸机使用过程中,有时会出现板型纠正效果不理想情况,观察板材两端会发现其“牙印”明显不均匀。此时就需要检查钳口平整度。某型号拉伸机现场反复出现隔一段时间板型控制变差情况,需要重新调整牙板。经检测发现原因是顶杆定位螺母容易松动,后增加防松装置解决。该现象也证明,钳口在接触板材前始终保证平整度非常重要,在两者接触瞬间夹持力会分配给所有牙板,不到位的牙板得到的初始力也较少,最终带来板材拉伸不均匀。
2.3 顶升装置对板材的修正效果
铝合金板材另一类板型缺陷是纵向弯曲,其产生原因是板材上下表面延伸有微量差别,纯水平拉伸无法得到修正,通常在25mm以下的薄板较为明显。因此在拉伸机中部增加顶升装置,由驱动轮、机架装置、升降液压缸和弧形托板组成。首先要判断板材的纵弯方向,凸面向下进入拉伸机,在拉伸力作用的同时顶升装置施加向上的矫正力,板材板型得到矫正。通常拉伸板材长度范围在5m~20m的拉伸机设置3组顶升机构。
3 结语
近些年,随着大型宽幅铝合金热轧生产线的投产,大吨位拉伸机需求不断增加,但是随之而来的是设备吨位庞大,生产效率下降。因此合理的提出需求,使拉伸机在最佳负荷状态下工作,能够有效提高板型质量和生产产能。
