西门子S7-1500 PLC在冷轧机AGC系统上的应用
2019-06-13孙红刚
孙红刚
(安徽楚江科技新材料股份有限公司,安徽 芜湖 241000)
西门子S7-300、S7-400系列PLC在国内各行各业的工业生产线上被广泛使用,其良好的性能和可靠的稳定性受到了电气自动化行业工程人员的一致好评。西门子S7-1500系列PLC与S7-300系列PLC相比具有两大优点,一是CPU上配置有LED显示屏,可配置基本参数,并且可以方便显示CPU状态和故障信息;二是S7-1500 PLC的处理速度更快,联网能力更强,其CPU上集成1~3个PROFINET接口,可实现低成本快速组态现场级通信网络。
1 冷轧机组液压AGC系统的基本工作原理
铜带冷轧机的电气系统包含传动和AGC两大部分。传动部分主要包括主机、左卷取机、右卷取机、开卷机等调速装置的控制;AGC系统主要是利用采集的主油缸位移传感器数据和测厚仪测量的厚差信号(或轧制时的轧制力)对主油缸的伺服阀进行调节,进而控制轧辊的位置对来料带材进行加工。本文仅对S7-1500在AGC系统中的应用进行介绍。
厚度控制精度是铜带产品最主要的质量指标之一。在轧制的前几道次,因带材厚度较大,使用恒辊缝轧制来消除带材的纵向厚差,此时以MTS绝对值位移传感器的输出信号为反馈信号进行闭环调节。根据轧制理论,实际轧出的带材厚度h与预先设定的辊缝S0和轧机弹跳值△S之间的关系可以使用弹跳方程描述,h=S0+ △S=S0+P/Km;式中,P为轧制压力,Km为轧机的刚性系数。
从以上分析可知,轧制时工艺设定的参数对轧制具有很大影响。为了减少误操作,可以将常用的轧制工艺预先设定在工艺表中,轧制时只需要根据来料情况选择相应的工艺号和道次号即可,避免了在闭辊缝状态下连续轧制时修改设定辊缝或设定出口厚度输入错误引起的带材成品率下降等现象。 因带材来料有一定的横向厚差,轧机操作侧和传动侧刚性不完全一致,轧辊冷却效果不完全一致等原因,轧制过程中还需要根据出口板型进行纠偏调整和弯辊力调整。
在带材厚度小于一定值后,需要将测厚仪投入进行监控式厚度自动控制。根据轧制弹跳方程进行轧制使用的是油缸的位移传感器信号,有效避免因轧辊热膨胀、轴承间隙变化等因素对厚度控制的影响。厚度监控的原理是,根据出口测厚仪检测的厚度变化趋势,自动调整辊缝值,使出口厚度仪检测值和设定厚度趋于一致。由于出口测厚仪安装位置和轧制位置有一定距离,所以当前检测的厚度值并不是当前轧制的实际厚度值,而是经过一段距离的延时。所以,厚度监控具有滞后。使用监控轧制无法避免控制和调节上的滞后,为了避免此缺点,可以在入口侧检测来料带材的厚度变化△H,然后在预定时间内提前调整传动侧和操作侧伺服阀以达到期望的厚度h。
本冷轧机下支承辊的位置由斜锲调整后固定不动,工作时主要通过调整上辊的位置来达到目标厚度,通过调整弯辊力的大小和辊缝纠偏来调节带材板型。在每次换辊后,需要在触摸屏先输入新的工作辊直径和支承辊直径,然后通过手动调整或自动调整斜锲的位置来调整轧制线。轧制线调整完毕后进行轧机压靠,压靠主要是标定换辊后轧机新辊系的辊缝零点,并消除新辊系传动侧和操作侧的辊缝差。
2 AGC系统的硬件配置说明
1)CPU采用S7-1511-1PN,位运算处理时间0.06us,带网络接口,运行速度快,与外围设备通讯方便;
2)主油缸压力和弯辊缸弯辊力使用西门子SM531模拟量输入模块采集压力传感器的4mA~20mA模拟量信号;
3)主油缸位移使用西门子SM551工艺模块采集MTS公司的直接SSI数字输出的绝对值位移信号;
4)左右测速辊速度和左右带材长度使用西门子SM550工艺模块采集P+F公司的RVI58系列增量编码器信号;
5)主油缸伺服阀的调节使用西门子SM532模拟量输出模块经过信号放大板控制航空工业南京伺服控制系统有限公司的FF106系列产品;
6)左右侧带材的厚差信号使用西门子SM531模拟量输入模块采集测厚仪输出的的±10V模拟量信号;
7)上位机和PLC使用UDP通信进行数据交换;
8)PLC和测厚仪使用TCP/IP协议通信。当切换轧制方向或修改两侧目标厚度后,PLC可以通过TCP/IP协议将设定的机前、机后目标厚度发送至测厚仪。硬件配置如图1所示。
3 AGC系统软件结构
(1)采用西门子博途软件进行程序编写,具有组态简单,程序结构清晰,查找方便等特点(图2)。(2)采用常规的LAD、STL等编程语言,程序通俗易懂(图3)。
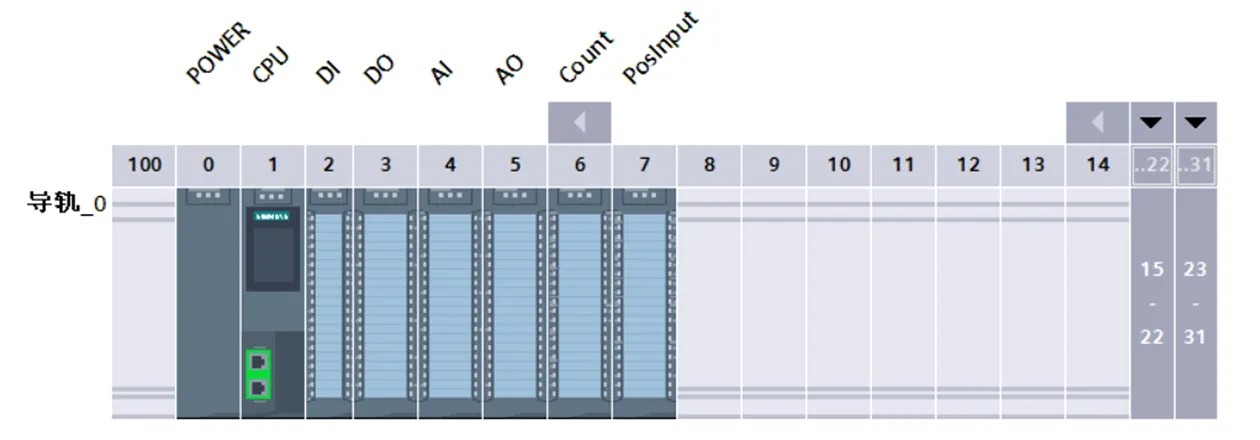
图1 硬件配置Fig.1 Hardware configuration

图2 程序结构Fig.2 Routine structure
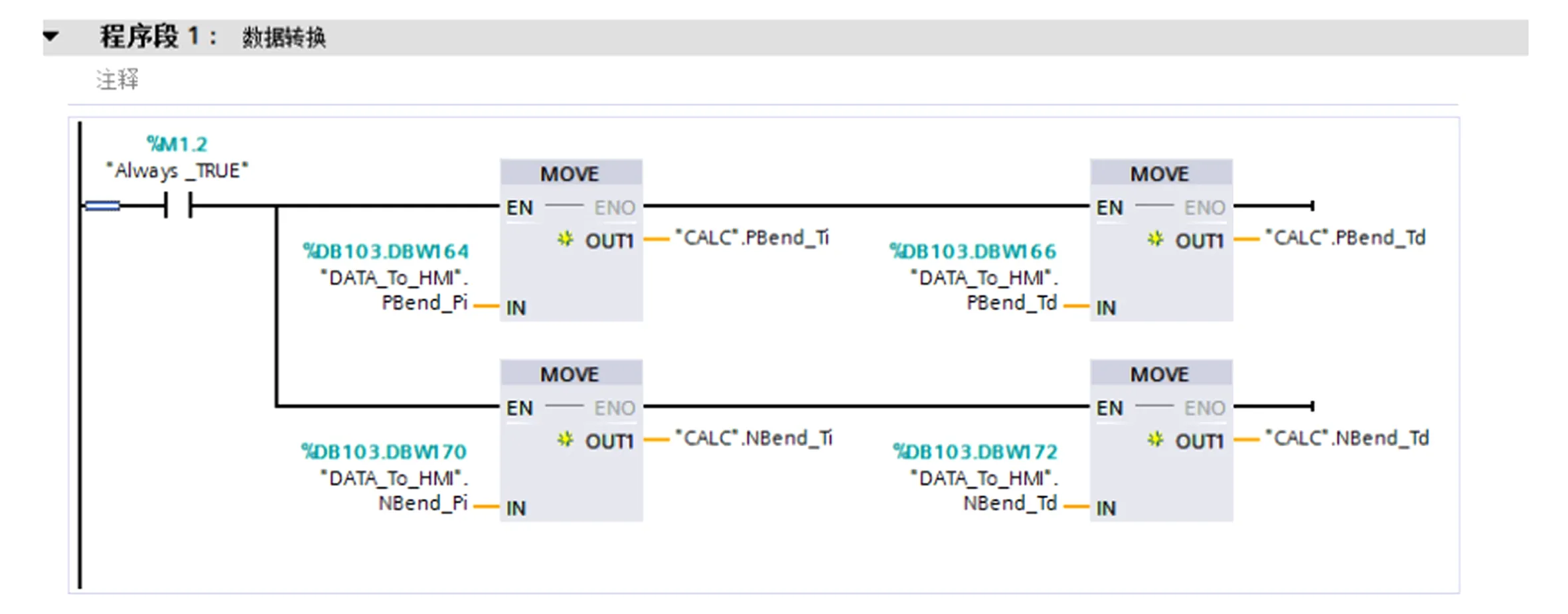
图3 编程语言Fig.3 Programming language
4 结束语
该轧机的控制系统采用了性能稳定、抗干扰强的西门子S7-1500系列 PLC,使整个设备运行安全可靠,达到了设计要求。CPU上配置有LED显示屏,可方便地配置基本参数、显示CPU状态和故障信息;CPU集成了2个PROFINET接口,可实现低成本快速组态现场级通信网络。西门子S7-1500系列PLC作为铜板带轧机AGC系统的首选配置应用会越来越广泛。
