机器参数对变形纱性能的影响
2019-06-06MahajanDhangrTurukmaneParsiRatnaparkhiRaichurkar
S. V. Mahajan, A. S. Dhangr, R. N. Turukmane, R. D. Parsi, N. Ratnaparkhi, P. P. Raichurkar
SVKM’S NMIM’S(印度)
在过去几十年里,印度见证了化学纤维制造业的快速发展,同时出口聚合物切片、纤维和变形长丝至其他国家。印度化学纤维工业的愿景和使命是研发具有某些重要特征(如高力学性能和良好卷曲性能)的产品。服装时尚产业要求织物具有美观和舒适的特性,这通过合成纤维很难获得。所有熔融纺丝法生产的长丝都具有较高的金属光泽,这会使穿着者产生粗糙、刺痛和僵硬感。因此,研发一种具有蓬松效果且能提升织物性能,同时还让穿着者感觉柔软的长丝非常重要。
长丝的变形定义为在连续长丝中引入缠绕、波纹、卷曲和褶皱等,通过改变其几何结构,使长丝变得蓬松和/或具有弹性。由变形纱制得的织物因具有诸多引人瞩目的特点而备受青睐。本文主要研究拉伸倍数和主加热器温度对聚酯拉伸变形丝(DTY)卷曲性能和力学性能的影响。
1 试验部分
1.1 材料与方法
在Himson ATH 12 F/V型拉伸-变形机上,改变拉伸倍数和主加热器温度,对规格为130 D/36 f(14.5 tex/36 f)的非混合型聚酯部分取向丝(POY)进行变形加工,制备不同拉伸倍数和主加热器温度条件下的3种试样:1.73, 190 ℃; 1.75, 200 ℃; 1.77, 210 ℃。变形加工工艺的处理速度为900 m/min,采用厚6 mm的陶瓷质圆盘。
1.2 测试方法
测试所得DTY的力学性能和卷曲性能,其中,纱线的断裂伸长率和断裂强度按照ISO 2062标准,采用SDL型万能拉伸试验机进行测试,应力量程为2 500 N。每种主加热器温度下测试15个试样。卷曲稳定性和卷曲收缩率按照DIN 53840标准,采用TexTechno TexTurmat ME进行测试。
2 结果与讨论
2.1 拉伸倍数对DTY线密度的影响
喂入原料为线密度为130 D/36 f的非混合型聚酯POY,在拉伸-变形机上进行变形加工,拉伸倍数分别为1.73, 1.75和1.77。表1给出了拉伸倍数对DTY线密度的影响。
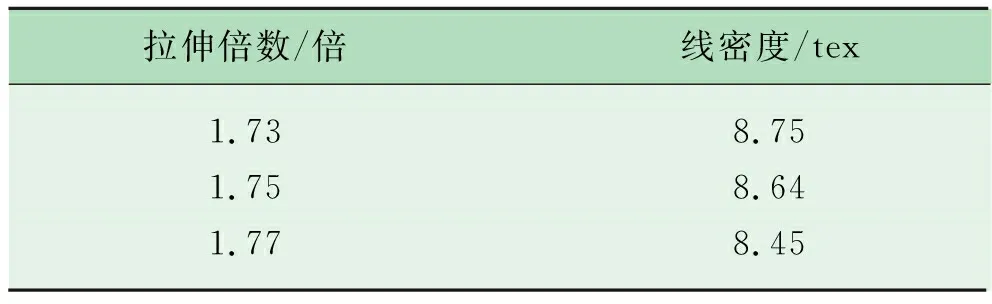
表1 拉伸倍数对DTY线密度的影响
加工处理过程中,可以观察到长丝结构形态的变化。研究结果表明,任何拉伸倍数的变化都将作用于加工过程,并引起长丝线密度的改变。由表1可以看出,随着拉伸倍数的逐渐增大,所得DTY的线密度逐渐减小。通过对长丝进行不同拉伸倍数的拉伸,可以发现其由POY转变为DTY时,线密度存在明显的差异。引起长丝线密度变化的因素有加热温度和拉伸倍数,且拉伸倍数对线密度的影响更大。这是因为拉伸倍数增大,则长丝结晶区增加,断裂强度增大,而伸长率减小。
2.2 拉伸倍数对DTY强度和伸长率的影响
化学纤维的强度和伸长率性能与拉伸辊速度的相关性较强。在未过度拉伸的情况下,纤维的强度与拉伸倍数成正比(表2)。
聚酯长丝制品的分类主要取决于加工速度,生产的长丝有低取向丝(LOY)、半预取向丝(MOY)、POY和全拉伸丝(FDY)。聚酯长丝是在不同的生产速度下通过熔融纺丝制得的。当加工速度为2 800~4 000 m/min时,获得的POY的取向度高于带有少量结晶的LOY和MOY,因此更适于用作拉伸-变形处理的喂入材料。在较合理的拉伸倍数(1.75)下,所得DTY的强度可达4.02 cN/tex,同时其伸长率低至24.88%,之后进一步增大拉伸倍数,DTY的强度下降。

表2 拉伸倍数对DTY强度和伸长率的影响
2.3 主加热器温度对DTY线密度的影响
拉伸-变形机上有2个加热器,以提高PET长丝的结构性能。将主加热器的温度设置为高于长丝的玻璃化转变温度,以观察纤维结构对长丝性能参数(如线密度、强度、伸长率和卷曲收缩率)的影响。
拉伸-变形机的主加热器温度需根据加工材料的玻璃化转变温度设置。将主加热器温度分别设定为190、 200和210 ℃,以获得3种DTY试样。采用标准测试装置在实验室中测试试样的线密度。保持其他参数不变,改变主加热器温度及PET长丝在主加热器中连续曝露的时间,观察长丝性能的变化。研究表明,所得长丝的线密度变化明显,随着主加热器温度的上升,DTY的线密度逐渐减小(表3)。

表3 主加热器温度对DTY线密度的影响
2.4 主加热器温度对DTY强度和伸长率的影响
结晶区决定所得长丝的强度和伸长率。PET长丝在主加热器的2个热板间行进,纤维受热软化,在拉伸速度作用下,纤维分子沿着纤维轴向取向。加热过程可使长丝结晶度和强度增大,这是因为其可使纤维内固定分子的数目增加。DTY的伸长率则减小。在Himson ATH 12 F/V型拉伸-变形机上对主加热器温度进行设置,以研究主加热器温度对DTY形态结构的影响,并基于化学纤维工业采集的真实数据获得试验结果。研究表明,当主加热器温度设定为190 ℃和200 ℃时,DTY的强度由3.99 cN/tex增至4.02 cN/tex。但纱线强度变化的趋势并非在所有温度下均保持一致,当温度继续增大至210 ℃时,纤维强度出现下降。由整体观察结果可知,长丝形态结构出现相当大的变化。主加热器温度对DTY伸长率的影响更大。由采集的数据可知,温度为190 ℃时,DTY的伸长率为25.10%,而当温度为200 ℃时,伸长率变为24.88%。在主加热器温度由190 ℃升至200 ℃时,DTY的伸长率持续降低,原因可能是长丝中的高分子发生取向并被热定型。温度升高至210 ℃时,DTY的伸长率减小,强度下降(表4)。

表4 主加热器温度对DTY强度和伸长率的影响
2.5 拉伸倍数和主加热器温度对DTY卷曲收缩率的影响
由以往研究可知,长丝的卷曲收缩率随着拉伸倍数的增大而减小。将制备的试样保持预张紧状态并置于热水中,然后去皮并冷却。所有的皮层纤维均在0.18 cN/tex的载荷下悬挂于板子上。去除载荷后,将皮层纤维于松弛状态下置于烘箱中30 min。研究3种不同加热温度和3种不同拉伸倍数对DTY卷曲收缩率的影响(表5)。该研究是在已获得初步试验结果的基础上进行的,试验结论如下。
——拉伸倍数对卷曲收缩率的影响:变形区张力降低使长丝伸长率增大。增大拉伸倍数限制卷曲收缩时纤维所需的迁移运动,因而拉伸倍数较大易导致DTY捻度增大,卷曲收缩率减小。
——主加热器温度对卷曲收缩率的影响:随着主加热器温度的升高,DTY的卷曲收缩率增大。

表5 拉伸倍数和主加热器温度对DTY卷曲收缩率的影响
3 结论
通过改变拉伸倍数(1.73, 1.75和1.77)和主加热器温度(190, 200和210 ℃)制得不同工艺参数条件下的DTY。基于试验和分析,可以得出如下结论。
——拉伸倍数影响长丝线密度。随着拉伸倍数的增大,聚酯DTY的线密度减小。
——拉伸辊速度诱使纤维分子取向,在一定范围内,拉伸倍数大,所得聚酯DTY的结晶度和强度增大,伸长率降低。
——加热过程可在一定程度上使聚酯DTY的结晶度和强度增大,至一定程度后,反而下降,原因是随着长丝中固定分子数目的增多,其伸长率减小。
——增大拉伸倍数限制长丝卷曲时所需的纤维的迁移。拉伸倍数较高导致长丝捻度增大而卷曲收缩率减小。随着主加热器温度的升高,聚酯DTY的卷曲收缩率增大。
