基于力学性能指标的芹菜纤维-淀粉可食用复合膜工艺优化
2019-05-24党新安杨立军盛文盼
党新安, 唐 鹏, 杨立军, 盛文盼
(陕西科技大学 机电工程学院, 陕西 西安 710021)
0 引言
环境污染是当今社会的热点问题,全世界每年要处理15亿t以上塑料包装膜[1].为解决环境污染问题,因而可食用包装膜在食品工业用途广泛,其在抗氧化变质、微生物变质和延长货架期方面起着很重要的作用.利用具有生物可降解性和可食性的物质制备包装膜,代替化学合成膜并将其大规模用于食品领域已经成为一种发展趋势[2].
目前已有各种对可食用包装膜的研究.宋佳明等[3]采用响应面分析法,研究了卡拉胶浓度等对卡拉胶-明胶复合膜拉伸强度的影响,其拉伸强度为4.448 kg,但明胶原料的理化性质易发生交联反应,产生易吸水、失水等缺陷.Nazila[4]基于改性西米淀粉和κ-卡拉胶的复合膜制备,但其力学性能差.张小菊等[5]将提纯后的魔芋粉经过改性来制备空心胶囊,但在制备的过程中需要加入凝固剂,而且崩解时间较长、溶解性差.于海宁等[6]研究了海藻酸钠空心胶囊,具有良好的成膜性、凝胶性及生物相容性.但海藻多糖的提取成本高、技术较难掌控.目前各种包装膜都存在一定问题,所以,研发一种价格低廉,纯天然绿色新型包装膜具有重要意义.
由芹菜纤维[7-11]制备的植物包装膜相比其它食品包装膜,其价格低廉,且饱含丰富的铁、锌、锰等人体所必需的微量元素,可以说是一种廉价的补充人体微量元素的“营养瓶”,发展前景广阔.本文使用芹菜纤维与其它辅料,采用单因素实验与正交试验方法,获取芹菜纤维可食用淀粉包装膜的最佳工艺.
1 实验部分
1.1 实验材料
芹菜浆液,陕西科技大学实验室自制;马铃薯淀粉,悦普食品有限公司;卡拉胶,海南琼海市长青琼脂厂有限公司;魔芋粉,华药堂有限公司;甘油,千志食品有限公司;亚克力板,陕西科技大学自制.
1.2 实验设备
Y80M1-4型瓦利打浆机,西安泰富西玛电机有限公司;AI-7000-NGD型拉力试验机,高铁科技股份有限公司;HH-2数显恒温水浴锅,朗越仪器制造有限公司;DJ-1 型旋转式黏度计,上海平轩科学仪器厂;DHG-9070A实验室电热恒温鼓风干燥箱,南京晓晓仪器设备有限公司;电子天平,梅特勒-托利多仪器(上海)有限公司;109-M打浆度测试仪,咸阳通达轻工设备有限公司.
1.3 实验方法
1.3.1 芹菜纤维可食用膜的制备方法
(1)芹菜纤维的制备
将西芹进行清洗、去除根部、切丁后通过打浆机进行打浆,将不同打浆度的浆液分组编号放置,并称取相应原浆过滤水分,完成芹菜纤维的制备.
(2)溶胶
称取马铃薯淀粉和卡拉胶/魔芋粉复配胶分别倒入200 mL、100 mL的去离子水中,置于75 ℃水浴锅中不断搅拌直至糊化;将制备后的芹菜纤维在水浴锅中预热至45 ℃;称取甘油与上述原料混合,继续搅拌后获取芹菜纤维可食用淀粉包装膜的浆料,最后在预热后的亚克力板上成型.
(3)干燥
将成型的浆料送入鼓风干燥箱中干燥一定时间后取出,通过多次称量并计算失水率相同的薄膜,最后揭膜包装.
失水率的计算公式如式(1)所示:
a%=Δm÷60
(1)
式(1)中:a%为失水率,Δm为失去水的质量,60 g为用“流延法”[12]制得薄膜样品的原浆重量.
1.3.2 测定指标与方法
将制备后的芹菜纤维可食用膜剪裁成15 mm×40 mm的样条,在室温下用AI-7000-NGD伺服控制高低温拉力试验机进行拉伸实验,测定样条抗拉强度与断裂伸长率,取5次测量样条的平均值作为指标.
结合1.3.1和1.3.2所述,可食用膜成型工艺路线为:称重→切段→打浆→滤水→溶胶→芹菜浆预热→烘干→揭模→检验→包装.
1.3.3 工艺最优参数的确定
(1)单因素实验
根据前期大量探索性实验,选取配方参数:芹菜纤维含量3.5%;淀粉含量16%;卡拉胶/魔芋粉在1∶1的条件下含量0.5%;甘油含量10%.在此配方基础上以力学性能为指标,依次改变打浆度、失水率、浆料混合时间、溶胶时间、滤水率5个工艺参数,研究其对样品性能的影响;改变溶胶温度以浆液粘度为指标,取三次测量结果的平均值为实验数据,按照表1设计单因素实验.
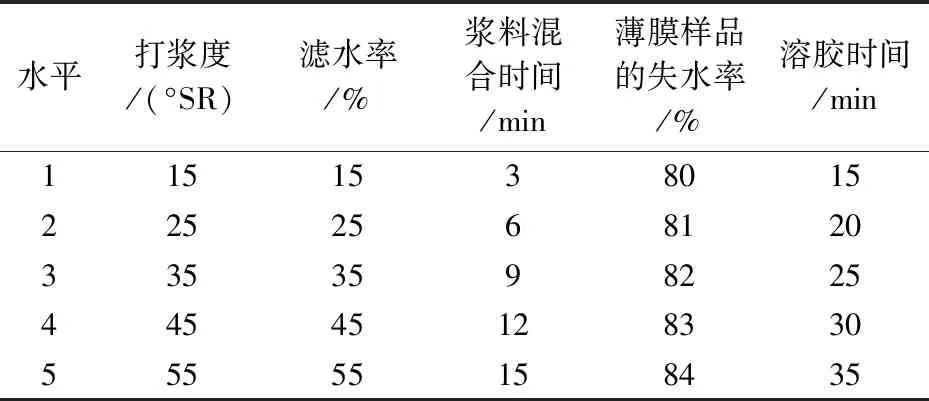
表1 单因素实验设计表
(2)正交试验
控制芹菜纤维含量、淀粉含量等配方不变,在经过单因素实验后,确定打浆度、溶胶时间、浆料混合时间、失水率、滤水率、浆料溶胶温度的较优取值范围,对于成型的综合性能,这些因素是相辅相成的,选取影响因素最大的五个因素:打浆度、失水率、淀粉搅拌时间(溶胶时间)、滤水率、浆料混合时间,建立五因素四水平正交表如表2所示.
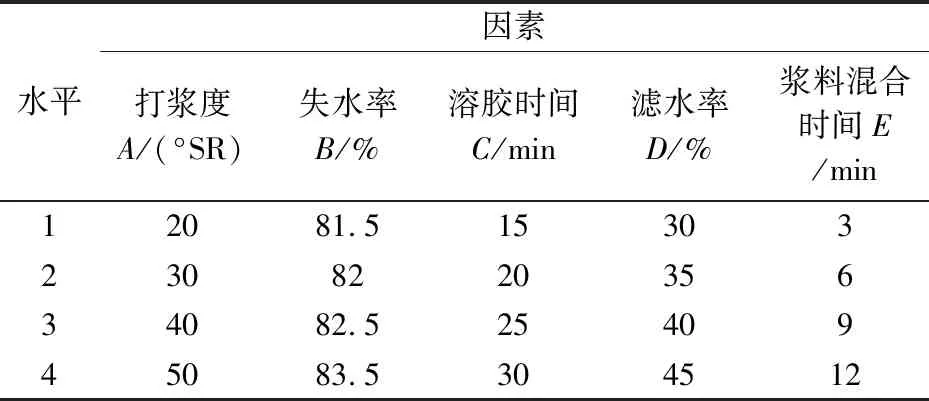
表2 工艺L16正交试验因素水平表
实验结果采用综合评分法进行评分[13],设第i组样品抗拉强度为Xi,断裂伸长率为Yi,m组实验中抗拉强度最大值为Xm,断裂伸长率最大值为Ym,则第i组实验综合评分结果Ci由公式(2)得出:
(2)
2 结果与讨论
2.1 打浆度对力学性能的影响
保持最佳配方参数不变,以工艺参数:滤水率为30%;卡拉胶/魔芋粉搅拌时间为30 min;淀粉搅拌时间为20 min;浆料混合时间为4 min;失水率为82%;溶胶温度为75 ℃不变,选取不同打浆度的芹菜原浆15 °SR、25 °SR、35 °SR、45 °SR、55 °SR,按照1.3.1的实验方法制备薄膜.
打浆度对薄膜力学性能的影响结果如图1所示,抗拉强度和断裂伸长率随着打浆度的增大而增强,在打浆度为28 °SR时力学性能呈局部最优,随后力学性能逐渐下降.这是由于当打浆度提高时,团聚小块分离,纤维表面松散,使纤维的比表面积、接触面积增大,羟基数增多,力学性能提高[14,15].但过大的打浆度会使长条纤维短小,纤维间相互作用小,纤维与其它原料结合作用小,使得力学性能下降.
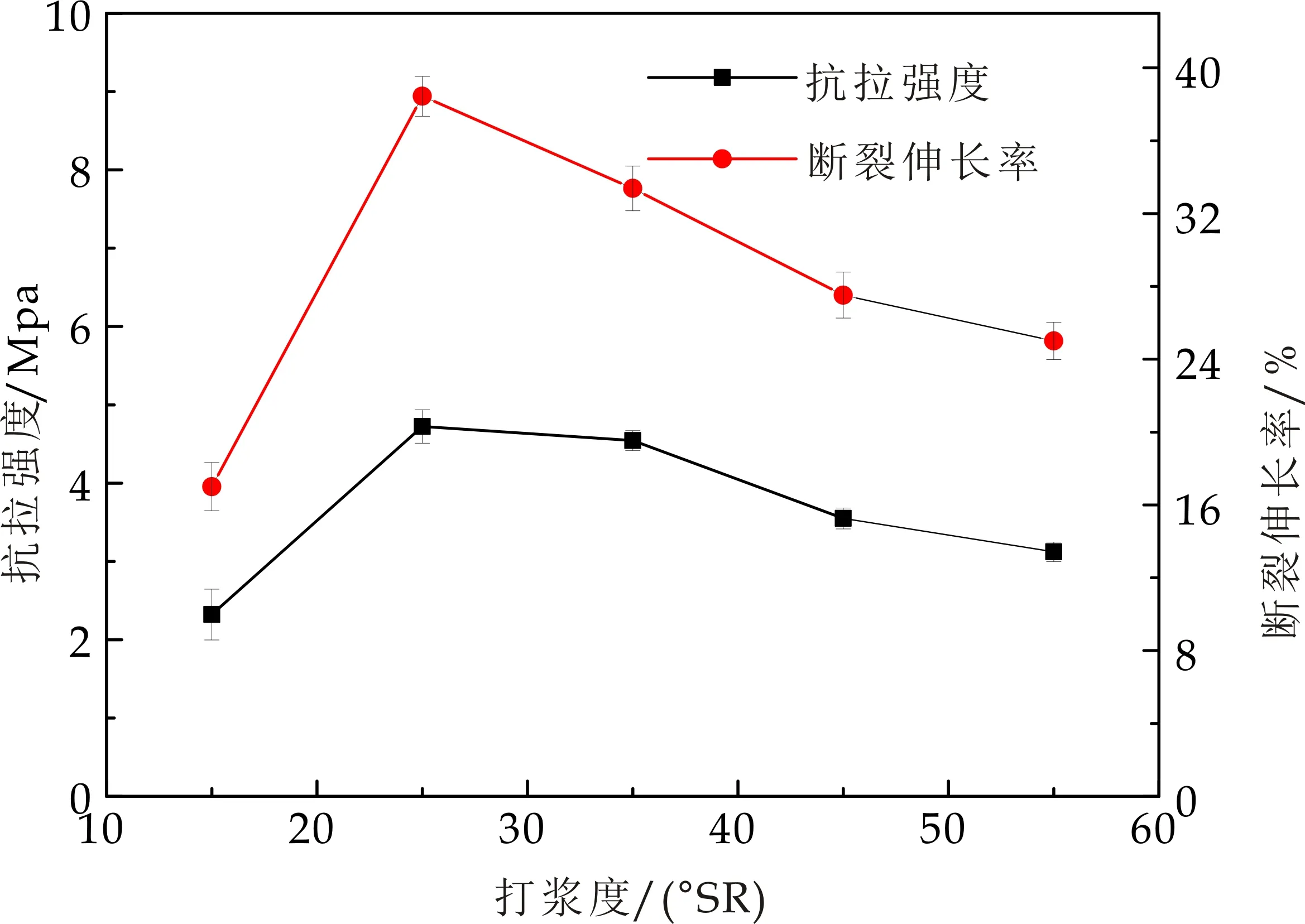
图1 打浆度对薄膜力学性能的影响
2.2 溶胶时间对力学性能的影响
2.2.1 卡拉胶/魔芋粉搅拌时间
卡拉胶、魔芋粉的复配过程需要一定的时间.如图2所示,随着卡拉胶/魔芋粉复配搅拌时间的延长,断裂伸长率先增大后减小,抗拉强度逐渐递减,搅拌25 min效果最好.这可能是由于搅拌时间升高,卡拉胶形成的网状结构与魔芋粉形成的螺旋结构,使协同作用增强,力学性能升高[16,17],但搅拌时间继续延长时,卡拉胶和魔芋粉的多糖大分子由于长时间搅拌导致分解,力学性能降低.
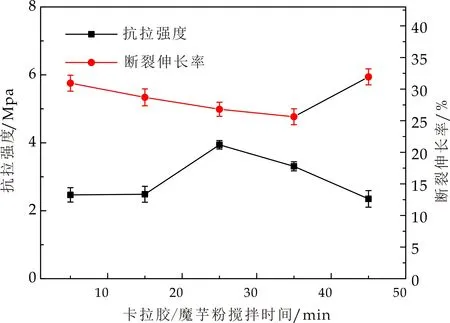
图2 卡拉胶/魔芋粉搅拌时间对薄膜力学性能的影响
2.2.2 淀粉搅拌时间对力学性能的影响
如图3所示,随着马铃薯淀粉搅拌时间的延长,力学性能先升高后减小.在马铃薯淀粉搅拌20 min效果最好.起初淀粉分子中的直链支链淀粉分子开始交联,力学性能升高,随着搅拌时间的继续延长,被直链淀粉和直链淀粉包围的水分运动变强[18].淀粉颗粒膨胀破裂后不再相互摩擦,力学性能降低.
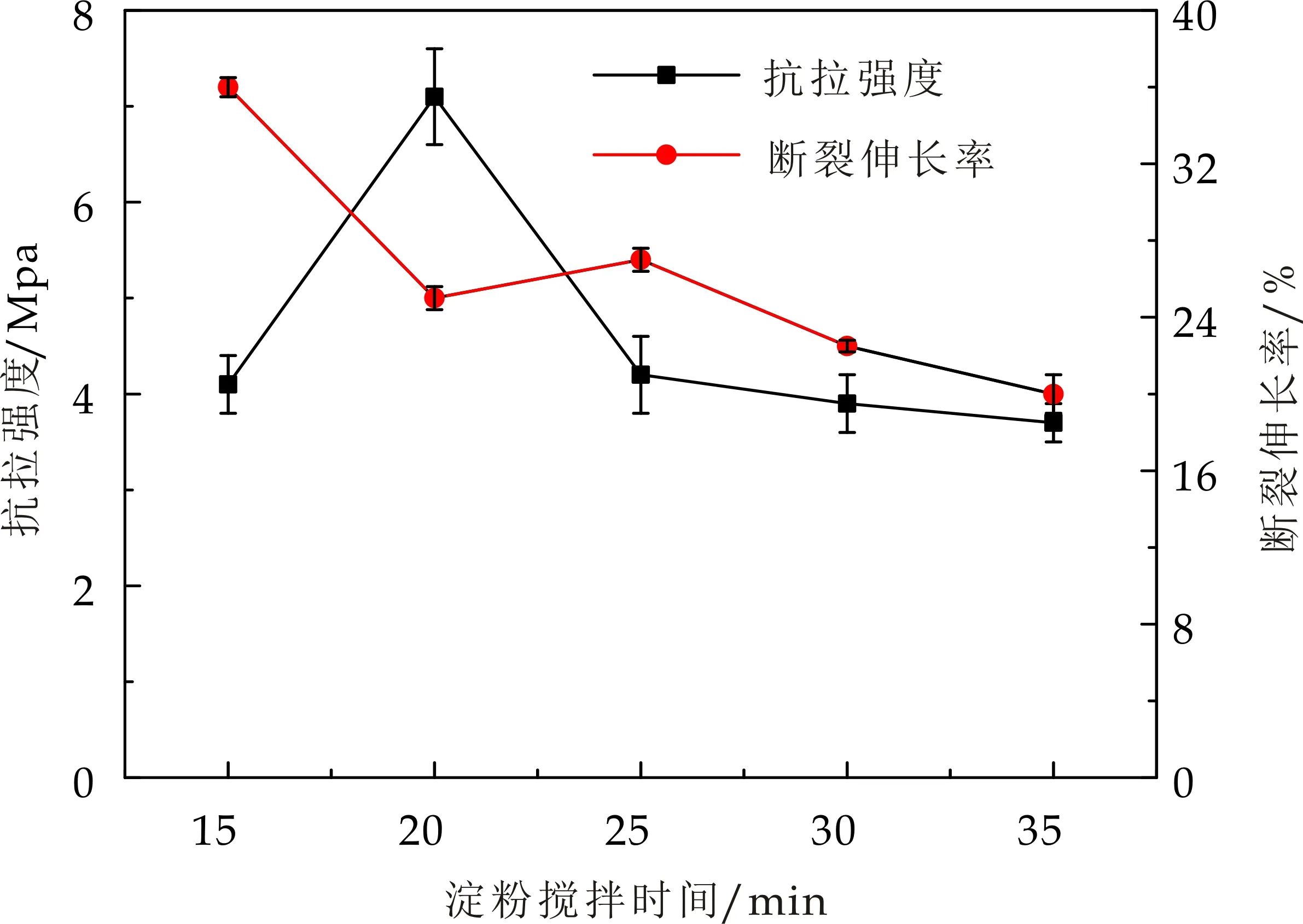
图3 淀粉搅拌时间对薄膜力学性能的影响
2.3 浆料混合时间对力学性能的影响
浆料混合时间决定了各原料混在一起的均匀度以及各原料成分之间的协同作用,所以,需研究浆料的混合时间对薄膜力学性能的影响规律.为此,保持最佳配方参数不变,工艺参数为在打浆度为28 °SR;滤水率为30%;卡拉胶/魔芋粉搅拌时间为30 min;淀粉搅拌时间为20 min;失水率为82%;溶胶温度为75 ℃时,选取浆料混合时间3 min、6 min、9 min、12 min、15 min为五水平的搅拌时间,按照1.3.1的实验方法制备薄膜.
浆料混合时间对薄膜力学性能的影响如图4所示.随着混合搅拌时间的延长,力学性能呈先增大后减小.在混合搅拌时间6~9 min时,效果最佳.随着充分搅拌,甘油、淀粉与魔芋粉、芹菜纤维等原料得到充分融合,由于甘油的分子与淀粉颗粒之间形成氢键,使得力学性能增大.但随着搅拌时间的延长,过量的甘油分子反而会破坏氢键,使得淀粉与甘油的结合力降低,并且纤维在持续加热状态下被破坏,分子间作用力减小,也使得抗拉强度降低,并且随着时间的延长,甘油对卡拉胶/魔芋粉的复配也具有拮抗作用[19].使得抗拉强度降低.
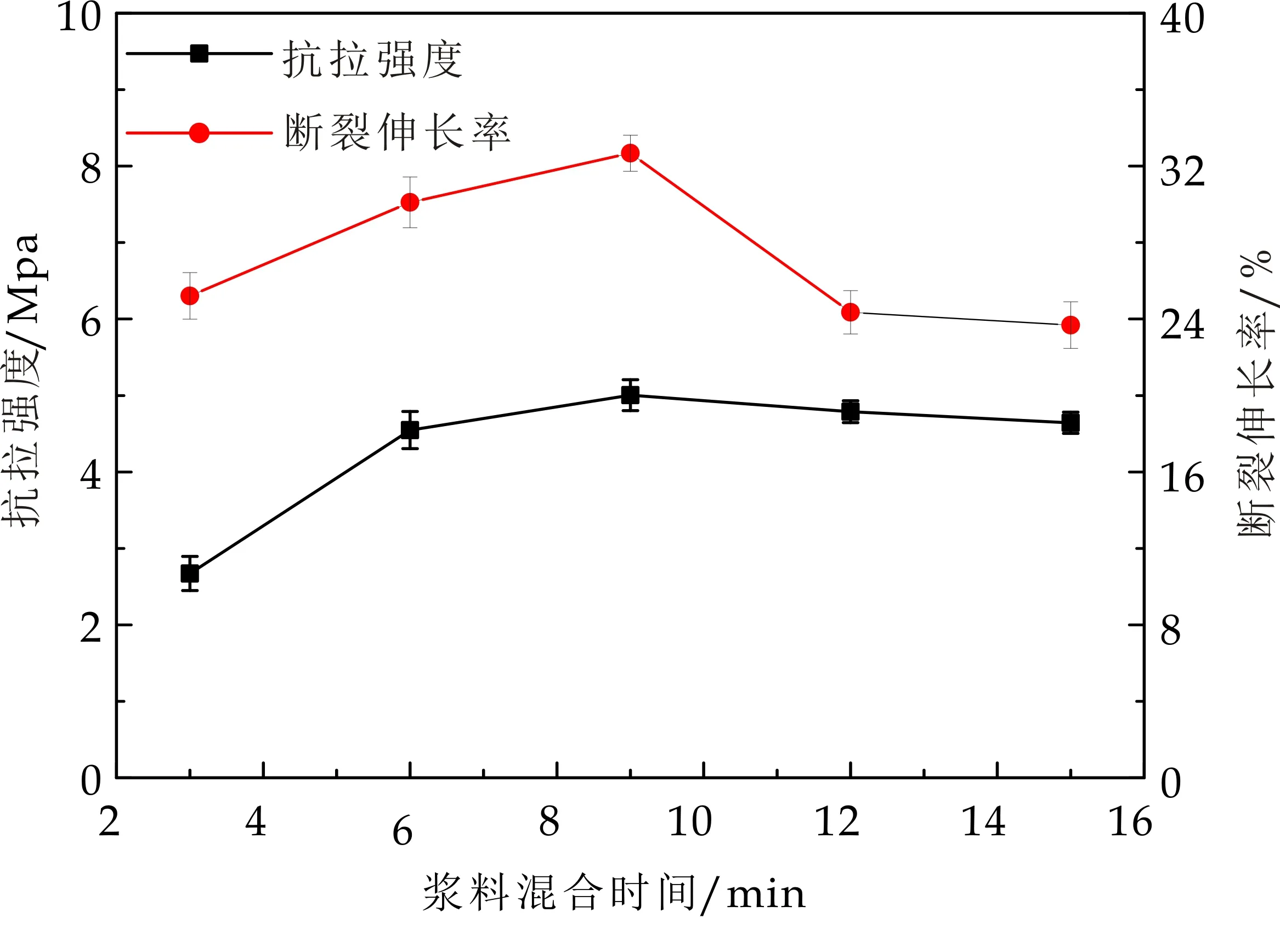
图4 浆料混合时间对薄膜力学性能的影响
2.4 失水率对力学性能的影响
薄膜的含水量直接决定薄膜的力学性能,所以,需研究失水率对薄膜力学性能的影响规律.为控制变量保持最佳配方参数不变,工艺参数在打浆度为28 °SR;滤水率为30%;卡拉胶/魔芋粉搅拌时间为30 min;淀粉搅拌时间为20 min;浆料混合时间为4 min;溶胶温度为75 ℃时,选取不同失水率80%、81%、82%、83%、84%,按照1.3.1的实验方法制备薄膜.
失水率对薄膜力学性能的影响如图5所示,随着失水率的升高,抗拉强度升高,断裂伸长率减小.较优的失水率为80%~82%.这是由于芹菜纤维的细胞壁是由纤维素分子组成的纤丝系统[20].纤维素分子按一定的秩序排列,使其具有结晶性质并集合成纤维束,构成了粗纤维.芹菜纤维性质相对稳定,当干燥失水后,表面会产生张力,使纤维之间产生氢键,因此薄膜的抗拉强度会提高,断裂伸长率会减小.在含水量较低时,分子流动性降低,薄膜易碎,在水分含量较高时,分子流动性提高,薄膜具有延展性.
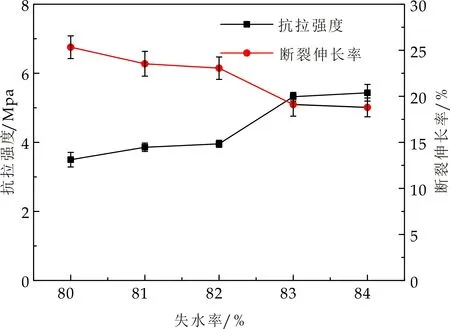
图5 失水率对薄膜力学性能的影响
2.5 滤水率对力学性能的影响
芹菜原浆中的水分含量较高,需将水分过滤掉,得到湿纤维进行浆料的制备.所以,需要研究滤水率对薄膜样品力学性能的影响规律.为控制变量保持最佳配方参数不变,工艺参数在打浆度为28 °SR;失水率为82%;卡拉胶/魔芋粉搅拌时间为30 min;淀粉搅拌时间为20 min;浆料混合时间为4 min;溶胶温度为75 ℃时,分别选取滤水率15%、25%、35%、45%、55%,制备薄膜.
滤水率对薄膜的力学性能影响如图6所示.抗拉强度随滤水率的增大呈先增大后减小,并在滤水率为35%时抗拉强度局部最大.而断裂伸长率随滤水率增大而减小.这是由于在较低的滤水率时,芹菜原浆存有较多的水分,与配方中甘油等增塑剂结合[21],使得薄膜的断裂伸长率增大,纤维与淀粉之间粘结作用减弱,抗拉强度降低;随着滤水率的增大,纤维与淀粉的粘结作用得到增强,近而抗拉强度增大.但随着滤水率的进一步增大,甘油等增塑剂与水分结合的可能性减小,使得断裂伸长率减小,水分的大量损失使得纤维未得到充分舒展,纤维与淀粉间的粘结作用不充分,从而导致抗拉强度降低.
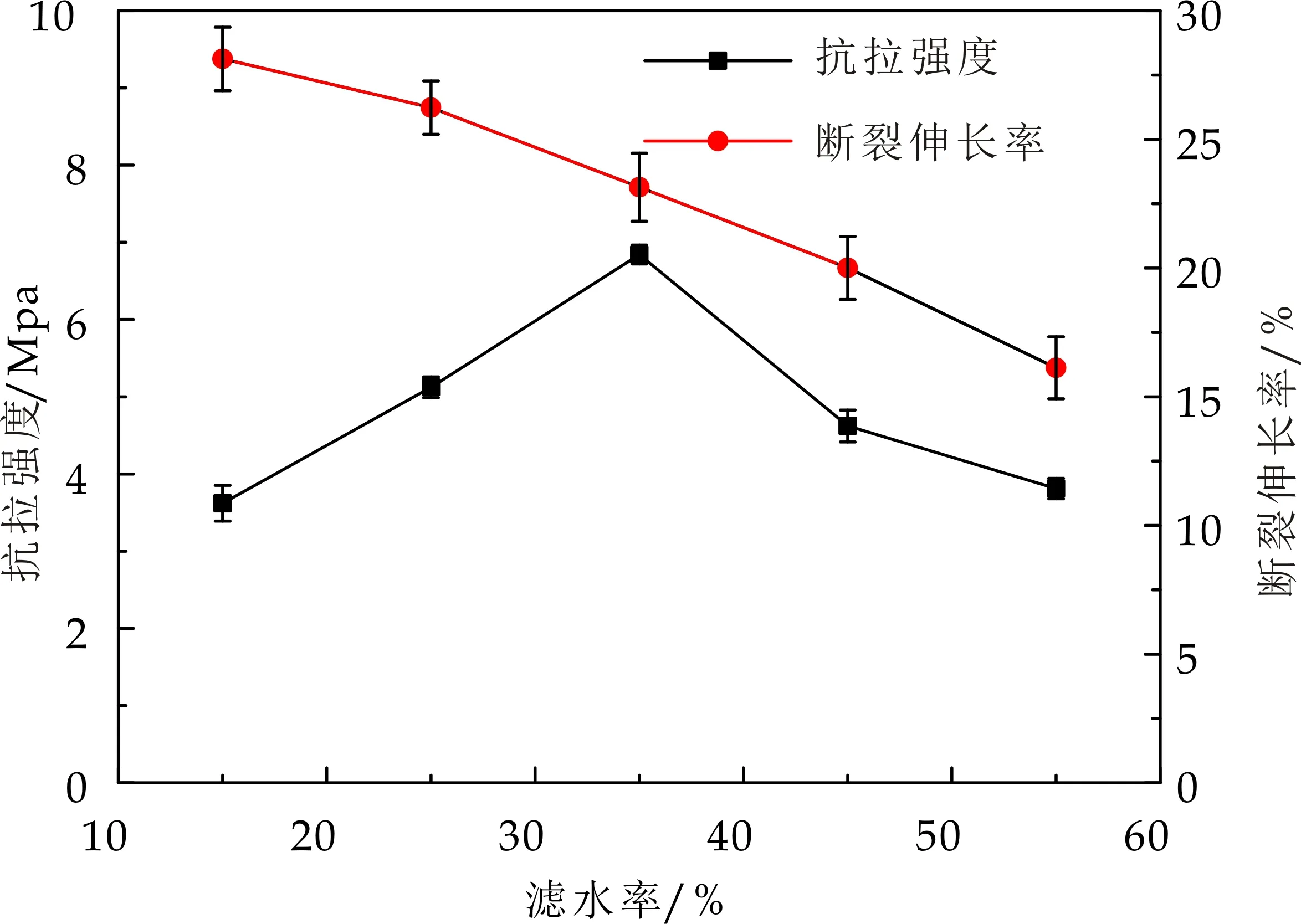
图6 滤水率对薄膜力学性能的影响
2.6 溶胶温度对浆料粘度的影响
浆料的溶胶温度对原料凝胶性有影响,所以需要研究溶胶温度对浆料粘度的影响规律.为此,保持最佳配方参数不变,工艺参数为在打浆度为28 °SR;滤水率为30%;卡拉胶/魔芋粉搅拌时间为30 min;淀粉搅拌时间为20 min;失水率为82%;浆料混合时间4 min;选取不同浆料溶胶温度为:50 ℃、60 ℃、70 ℃、80 ℃,按照章节1.3.1的实验方法制备薄膜.浆料的溶胶温度对浆料粘度性能的影响如图7所示.
随着溶胶温度的升高,粘度变化呈先增大后减小.这是因为在较低的溶胶温度下,淀粉尚未糊化,分子间结合力较小,浆液不均匀,粘度较低,成膜性较差;随着溶胶温度继续上升,分子之间氢键作用加强,分子之间联系紧密,粘度逐渐增大,但过大的粘度会使薄膜变厚.实验表明,浆料粘度在2 400~2 700 MPa·s时泼膜均匀,流动性适中,粘度适中,薄膜厚度均匀.对于过高的溶胶温度下制备薄膜,多糖大分子在高温搅拌下部分降解,使粘度下降[22].为此选择70 ℃~75 ℃较为合适.
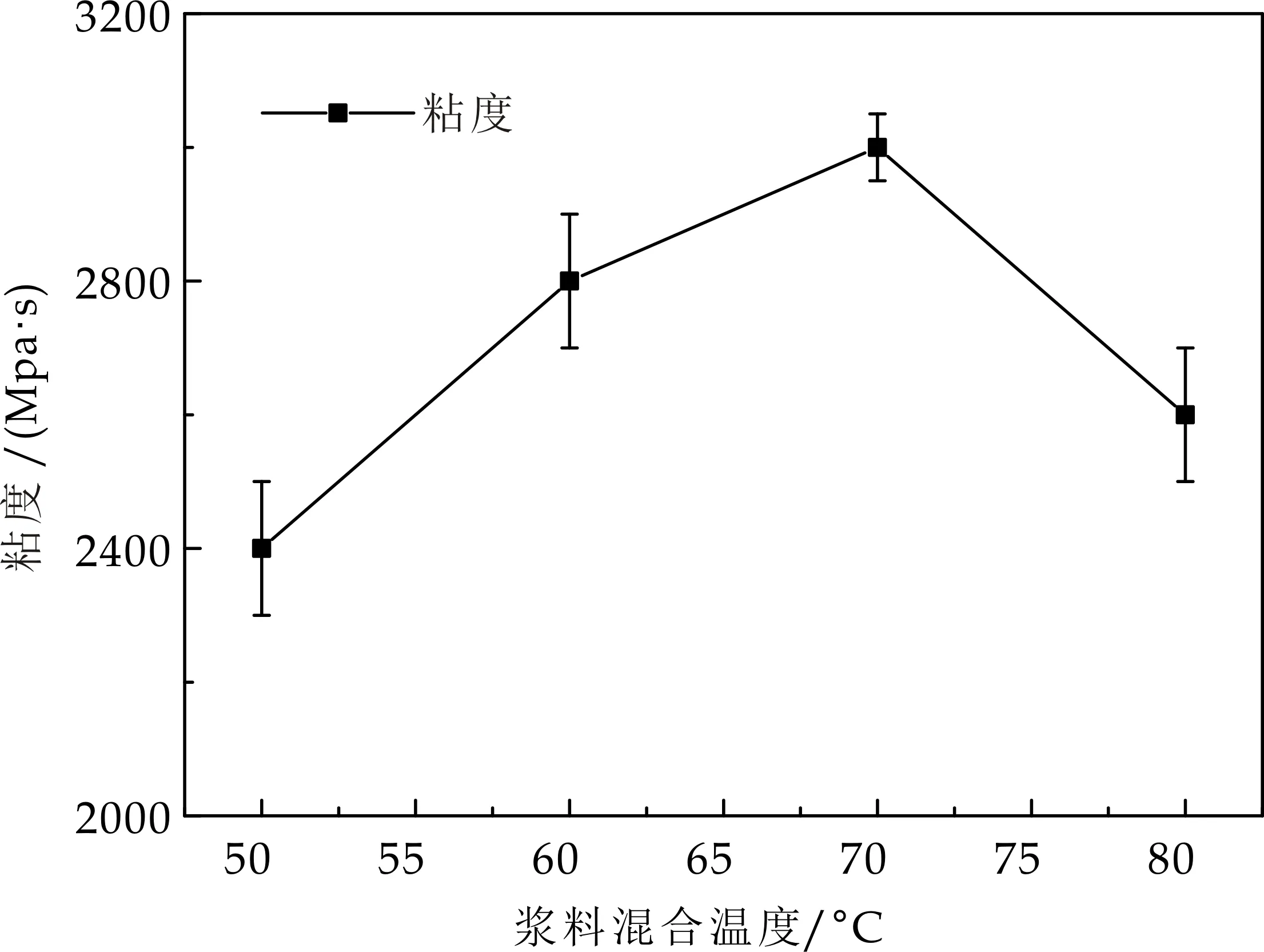
图7 浆料混合温度对浆料粘度的影响
2.7 正交试验结果分析
正交试验表如表3所示.由表3可知,失水率B因素对实验结果的影响最大.对实验结果影响的主次顺序为B>A>E>C>D,即实验参数影响程度主次顺序依次为失水率、打浆度、浆料混合时间、溶胶时间、滤水率.最佳工艺条件为:A3B1C3D3E2,即芹菜原浆打浆度为40 °SR、失水率81.5%、溶胶时间25 min、滤水率40%、浆料混合时间6 min.

表3 工艺L16正交实验设计及结果
由于最佳工艺参数的选取没有在正交试验中出现过,故需进行验证性试验确定最优工艺参数的选取.
验证实验结果如表4所示,该组试验在最佳工艺下,抗拉强度为6.54 MPa,断裂伸长率为29.21%.力学性能比单因素实验以及其他正交试验结果更好,达到期望预期效果.这与正交试验中最优的第九组相比性能更优,其原因是与正交第九组试验相比,验证实验的滤水率更低,水分与配方中甘油等吸水性增塑剂结合,使得薄膜的力学性能增大.

表4 验证实验结果
3 结论
通过单因素实验可得,最佳成型工艺参数为:芹菜原浆打浆度为40 °SR、失水率81.5%、溶胶时间25 min、滤水率45%、浆料混合时间6 min时,薄膜在各自单因素实验中具有较高的力学性能.
通过正交试验可得,失水率对实验结果的影响最大,最佳工艺在芹菜原浆打浆度为40 °SR、失水率81.5%、溶胶时间25 min、滤水率40%、浆料混合时间6 min时的抗拉强度为6.54 MPa,断裂伸长率为29.21%.制备时,此工艺下成型泼模均匀稳定,制备出的致密性好,基本无裂纹孔隙产生,揭模质量最佳,这也为芹菜作为可食用包装膜原料提供数据支撑.