Broom fin磨片改善竹浆生活用纸强度及柔软度
2019-05-17蒋小军南通华严磨片有限公司
蒋小军 南通华严磨片有限公司
何本强 四川蜀邦实业有限公司
竹子是再生植物,繁殖能力强、生长周期短。我国造纸木材资源严重匮乏,因此,近几年在生活用纸行业大量使用竹纤维。我国西南地区(云南省、贵州省、四川省)及广西地区得天独厚的气候条件孕育了优质且丰富的竹资源,为我国竹浆造纸奠定了基础。
四川蜀邦实业有限公司某生产线采用竹浆配以针叶木浆和阔叶木浆原料,生产高档生活用纸。由于漂白针叶木浆、漂白阔叶木浆及漂白竹浆浆料特性不同,3种浆采用两条浆料制备生产线分开进行打浆,竹浆打浆系统使用一台川佳NBR01(JC01)锥形磨浆机和一台晨钟DD660双盘磨浆机串联打浆。
该生产线试产初期,磨浆电耗高,成纸强度和柔软度不理想。为了进一步降低打浆能耗,提高生活用纸品质,四川蜀邦实业有限公司与南通华严磨片有限公司研究中心协作,优化打浆方式和磨浆机磨片,进行了有益的研究和生产实践探索,本文仅对竹浆打浆磨片优化情况和成果做简明介绍。
1 优化前的打浆状况
1.1 原料
西南地区所产竹浆(用量20%~50%),其余浆料为进口漂白硫酸盐针叶木浆(NBKP)和进口漂白硫酸盐阔叶木浆(LBKP)。
1.2 打浆设备
因产能较大,且考虑到峰谷电的价差政策利用,选用两种打浆设备,均较先进,且动力配置较高。
1#磨:川佳NBR01(JC01)锥形磨浆机(Conflo),额定功率250kW;2#磨:展钟DD660双盘磨浆机(DDR),额定功率315kW。图1和图2分别为NBR01(JC01)锥形磨浆机和DD660双盘磨浆机结构示意图。
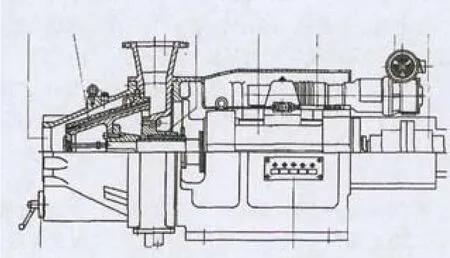
图1 NBR01(JC01)锥形磨浆机结构示意图
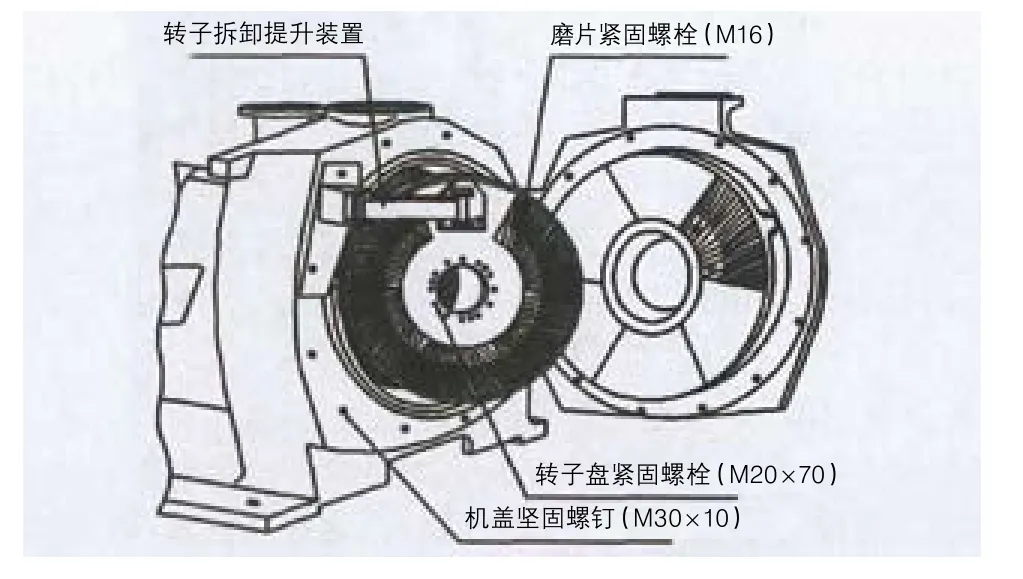
图2 DD660双盘磨浆机结构示意图
1.3 优化前的问题
1.3.1 成纸强度、松厚度和柔软度不理想
该生产线试产13.5~18g/m2生活用纸初期,采用竹浆纤维替代部分针叶木浆与阔叶木浆。但由于两种打浆设备配置的磨片切断力较强,影响了成纸的强度、松厚度和柔软度,且动力消耗很高,磨片磨损非常严重。
1.3.2 磨片磨损不均匀
原来采用的磨片齿形容易出现波浪形磨损,导致磨片齿条有效磨浆面积降低,需要提高打浆功率才能达到既定打浆指标,继而打浆强度提高,导致成纸的物理强度及松厚度下降。
1.3.3 打浆电耗高
由于原磨片提高打浆度较慢,需要输人更高的打浆功率,吨浆电耗高达105kWh 。
2 优化打浆方式和磨片
2.1 竹浆特性
杨仁党等[1]的研究表明,竹子的纤维形态在各种属间差距不大。从化学成分上看,竹纤维的主要成分有:纤维素、半纤维素、木素,并含有果胶、淀粉及少量的蜡质。纤维细胞占细胞横截面积的60%~70%,低于木材,高于一般草类。竹浆纤维长度范围为1.5~4.4mm,纤维平均长度1.5~2.0mm,介于阔叶木纤维和针叶木纤维之间,比草类纤维长;纤维宽度在7~27μm波动,多在12~16μm,平均纤维宽度小于15μm;长宽比在100~200之间。细胞壁厚而胞腔小,使得竹子纤维挺硬。
张美云等[2]针对竹浆难打浆的特点,利用实验系统研究了漂白硫酸盐竹浆打浆性能,并与阔叶木浆打浆性能进行对比。研究发现,相同打浆度下,竹浆成纸撕裂指数、耐破指数和耐折度均高于阔叶木浆;竹浆长纤维成纸的抗张指数、撕裂指数、耐破指数和耐折度均高于阔叶木浆长纤维。这些都说明利用竹浆能够抄造出质量较高的纸品。
2.2 生活用纸打浆研究
抗张强度、柔软度、吸收性以及湿抗张强度均是生活用纸的重要性能指标。打浆过程中,既定浆种采用合适的打浆方式使纸张达到所需的柔软度,并保持较高的强度。生活用纸的性质受原料及生产工艺的影响,打浆工艺、烘缸及喷涂、压榨、起皱刮刀等方面的差异均具有不同的影响力,打浆方式、磨片材质和齿形对竹浆打浆、成纸抗张指数等方面的影响尤为明显。
生活用纸强度主要取决于纤维的结合力,磨浆是提高纤维结合力的最有效方法。纤维的长度愈长,纤维的强度就愈大,纤维的长宽比愈大,成纸时单位面积中纤维之间相互交织的次数多,纤维分布细密,则成纸强度愈高。
2.3 磨片优化
四川蜀邦实业有限公司技术团队与南通华严磨片有限公司研究中心共同研究竹浆纤维特性和生活用纸打浆机理,根据现有设备条件,探讨具体工艺及匹配的磨片齿形,根据不同原料和工艺,混合打浆或分别打浆方式实现灵活切换,竹浆打浆系统使用的NBR01(JC01)锥形磨浆机优选Broom fin扫帚鳍NBR01(JC01)-LF+型双金属不锈钢磨片,DD660双盘磨浆机优选Broom fin扫帚鳍DD660-L3型粗粒多元合金磨片,降低打浆强度,以达到减少对纤维的横向切断,促进纤维帚化,改善成纸的手感、柔软度和强度。
2.3.1 NBR01(JC01)锥形磨浆机新磨片
磨片的设计与选型,一般应用“比刀缘负荷”(Specific Edge Load,简称SEL)和“比表面负荷”(Specific Surface Load,简称SSL)等假说理论。四川蜀邦实业有限公司与华严磨片有限公司研究中心在选择锥形磨片齿形时,充分考虑到SEL和SSL理论的科学性和片面性,融入了“流变效应”和最新档坝理论,除齿宽、沟宽、沟深三者之外,更多地关注到磨片齿倾角度与档坝形式对絮聚纤维打浆的影响因素。锥形磨浆机磨片优化选定Broom fin扫帚鳍NBR01(JC01)-LF+型双金属不锈钢磨片(见图3),带档坝的磨片沟槽使竹浆不容易直接甩出而漏打,受到打浆和摩擦的几率增加。
2.3.2 DD660双盘磨浆机新磨片
Broom fin扫帚鳍DD660-L3型粗粒多元合金磨片(见图4),是一款经典的适宜于偏粘状打浆磨片的改型磨片,设有浆档的弯折齿,可以较快地提高打浆度。结合“流变效应”观点,磨片齿纹延外径线速度最高区域增强“湍流”作用,避免了“生浆”直接甩出,使纤维在流体作用力和离心作用力条件下得到更充分的磨解,交汇角增大有助于降低对纤维的横向切断,而分丝帚化的作用得以加强。表面带粗粒的多元合金磨片,打浆过程中的摩擦力促进了纤维的分丝起毛和结合力[3]。近似玄武岩孔隙的“微小磨齿”作用,促进了纤维的分丝起毛和吸水润胀,在打浆度提高过程中较好保持纤维湿重,磨齿粗粒表面促进纤维润胀水化,有助于提高纤维强度,并且降低打浆电耗[4]。
Broom fin新型粗粒多元合金磨片,有助于改善纤维结合强度,相同打浆指标条件下可降低打浆电耗,在采用高强度打浆方式时则切断力加剧,本次优化打浆为保持纤维长度采用低强度打浆。本次优化实践中,粗粒多元合金磨片在使用的全周期内未出现波浪形、锯齿形磨损和啮合状磨损,打浆电流稳定,磨片磨损平整、均匀。

图3 NBR01(JC01)-LF+型双金属不锈钢磨片

图4 DD660-L3型粗粒多元合金磨片
3 优化前后成纸物性和打浆电耗对比
生产线调试初期,只启动一台川佳的锥形磨浆机,竹浆用量20%,如果增加竹浆用量则纸页手感、柔软度等会变差。后增开了晨钟DD660双盘磨浆机,竹浆用量上调至50%,但纸页手感柔软度、强度仍不能达到既定目标。经过此次对两台磨浆机的磨片进行优化及工艺调整,在相同定量条件下,改善了成纸的松厚度、柔软度及强度,提升了品质(见表1),使用Broom fin磨片后,吨浆电耗82kWh,比优化前下降23kWh(见表2),年节电可达200MWh以上,此处还未计入蒸汽消耗降低所带来的节电量。
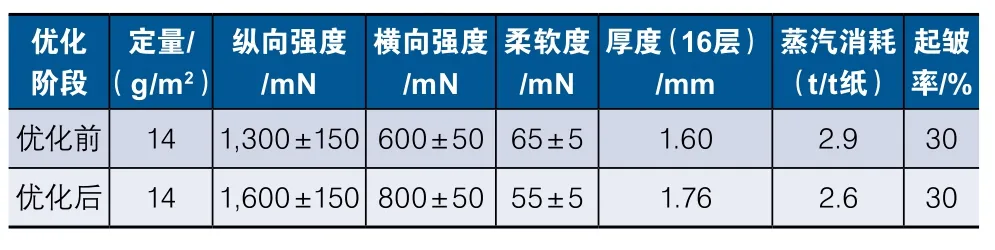
表1 优化前后成纸性能对比

表2 优化前后打浆电耗对比
4 结束语
业界对于竹浆打浆难易程度的观点不太一致,对这方面的讨论往往各执一词。笔者认为竹浆纤维与其他植物纤维不同,细胞壁为多层结构,采用低强度打浆就可提高打浆度。竹纤维横切面由多个椭圆缝隙组成,呈中空状态,打浆可促进内部帚化及壁层分离。但是,竹纤维细胞壁厚、硬挺,打浆过程中纤维容易被横向切断,湿重下降快。四川蜀邦实业有限公司和南通华严磨片有限公司研究中心协作的竹浆生活用纸打浆优化案例表明,竹浆打浆使用Broom fin磨片,采用低强度的挤压、揉搓、疏解、帚化为主的打浆方式,尽量促进内帚化,并保留其纤维长度和强度,改善了成纸的松厚度、柔软度及强度,并降低了原料成本和电耗成本。
