尿素产品冷却器设备中多孔板平面度的控制
2019-05-15
(中国五环工程有限公司,湖北 武汉 430223)
尿素产品冷却器是尿素造粒装置中冷却尿素颗粒的重要设备。设备中间设置有多孔板,尿素颗粒进入该设备前,先由鼓风机通过设备下部的空气进口管吹进大量的冷空气。多孔板为波浪型板面,冷空气出气喷射孔设置在波浪型板面的斜锥上(见图1),气体斜侧吹入;尿素颗粒进入冷却器后,足够的气量将尿素颗粒吹起,并在多孔板上方300 mm左右上下翻腾,尿素颗粒在浮动床上翻动时被冷却。气体在斜侧吹入的同时,又将颗粒向前推行,最终将冷却后的尿素颗粒吹至设备出口,进入下道工序。
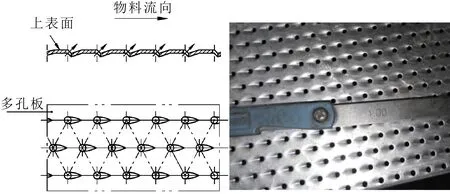
图1 多孔板开孔结构
1 尿素产品冷却器的内部结构
该冷却器为矩形钢结构设备,矩形设备其内部尺寸为:长13 000 mm,宽3 850 mm,总高8 250 mm。设备主要功能部件为多孔板,设置在设备中间,整块多孔板长12 980 mm、宽3 630 mm、板厚1.5 mm。该孔板由60块小型孔板组成,每块小型多孔板最大板幅4 250 mm×255 mm,板的四周边缘向下折边60 mm,两个多孔板下部折边处用螺栓连接,每两块小的多孔板上折边接缝处用密封焊填满;多孔板由设置在下端的钢支架支撑着。尿素颗粒的冷却效果及颗粒均匀程度的好坏,除了与关键的喷射孔有关外,还与多孔板结构设计、制造精度有很大关系;同时与钢支架固定设备时的水平度、塔盘的安装平整度有密切关系。为此对钢支架的平面度就提出了相应的要求。多孔板和钢支架支撑结构见图2。
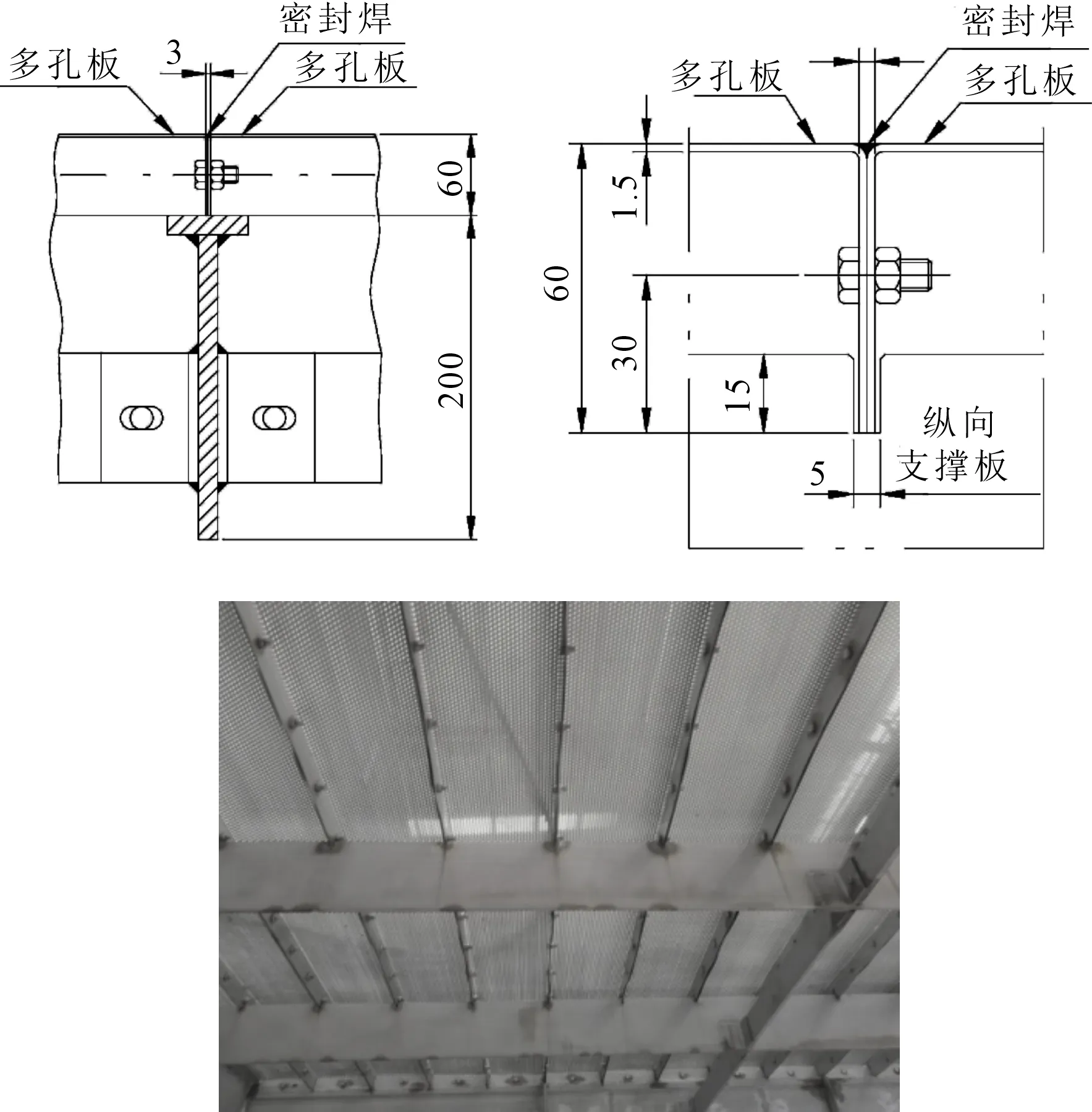
图2 多孔板与支撑板的结构
2 多孔板与支架支撑结构组装后平面度设计要求
从设计的结构看多孔板与支架支撑结构这两者的平面度直接影响尿素颗粒的质量,为此设计时对此提出了如下要求:板面安装完毕后,要求多孔板在175 mm的长度范围内的最大不平度不超过2 mm,整个多孔板平面的最大挠度不超过3 mm。为此,制造单位按设计要求采取了相应措施。
2.1 板面平整度控制
多孔板由专业制造厂制造,将板厚1.5 mm的薄板先用专用压边机折边,并用四边夹紧的专用冲孔机冲出折边,保证了多孔板平整度。
2.2 支撑支架水平度控制
支撑支架由扁钢圈及支撑钢组成,设计要求先在制造厂对支撑支架进行预组装,扁钢圈及支撑钢在预组装时按装配尺寸点焊在设备壳体设计位置上,然后安装其余支架零件,安装后调节整个支撑平面的平整度,为保证多孔板安装后能达到设计要求做准备。
3 实际制造、运输及安装的误差
3.1 多孔板制造及运输误差
单块多孔板制造完毕后,其平整度、几何尺寸、开孔范围等在专业制造厂出厂时,虽经检验均满足设计要求,但在出厂过程中,由于冲孔加工后多孔板的应力释放,以及未对多孔板做相应的工装保护,使多孔板在运输及装配厂商放置期间,发生局部塑性变形,水平度超差,这影响下一步多孔板精确组装。
3.2 支撑支架安装误差
支架组装完毕后,用红外线水平测试仪检测,满足设计尺寸及公差要求,但进行满焊时,由于扁钢及支架为不锈钢材料,加之板材长约3 630 mm,板厚较薄仅12 mm,焊接成型后产生较大变形,经红外线水平测试仪检测,误差达10~15 mm,经过调整及加垫块处理后,支撑架水平度基本满足图纸要求。
3.3 组装的误差
支撑支架虽然基本符合设计要求,但多孔板本身仍存在一定偏差,故在装配时,拼接及焊接过程均产生了局部变形。这样在组装时多孔板难以达到设计挠度为3 mm的要求;多孔板拼装为成品件时,对拼装处误差较大的部位采用木槌敲击,当全部校平达到要求后,采用低电流焊接,焊接顺序采用对称短距离焊接,全部焊接成型后,单片多孔板误差控制在5 mm左右,整块多孔板平面度在初步安装完成后测量误差在10 mm左右,偏离设计要求值较大。
4 对误差的处理
多孔板初步组装后出现了较大误差,制造方又作了精心安装与微调。调整结束后,相邻孔板折边处高低偏差不超过0.5 mm,个别部位多孔板整体折边处的高低偏差不超过5 mm;经各方研究及工艺商同意,在不影响设备生产工艺性能的前提下,可将上述要求作为产品验收标准。
5 今后制造中的改进
5.1 采取相应工装
多孔板在专业制造厂制造完成后,特别是喷射孔试验、板面检测合格达到设计要求后,在出厂前,应考虑采取相应的工装,保证材料冲压后,防止应力释放和运输造成的变形,如在多孔板折边处设置内侧不锈钢撑板,使单块多孔板在有刚性支撑的状态下放置或运输,以防止板面的塌陷变形。
5.2 安装支撑架注意事项
安装支撑架时,可以考虑支撑支架侧卧安装,尽量减少支撑扁钢产生挠度,确保平直;焊接时,采用低电流,对称焊接,减少不锈钢焊接支撑梁的变形,确保支撑架的水平度满足要求,支撑架水平度是保证多孔板平整度的前提。
5.3 安装多孔板注意事项
在安装多孔板时,控制好相邻孔板折边处高低偏差不超过0.5 mm,多孔板整体折边的相邻高低偏差不超过3 mm,按以上要求组对后,先将相邻多孔板折边处及多孔板与箱体四周的支撑板点焊,再点焊多孔板下方折边与支撑板缺口;焊接时先焊接多孔板短边焊缝,其中十字焊缝处调整达到以上要求方可施焊;待所有短边焊接完成后,再进行长边的焊接,长边由内向外焊接;经实地测量,每条分39段,焊接时先焊接奇数段,后焊接偶数段,直至焊接完成,以此防止板面变形;焊接时采用小电流、快速焊、强散热的方式;按以上方法,则整个多孔板平面的最大挠度基本可以控制在设计要求范围内。
6 结语
尿素产品冷却器中多孔板部件是该设备的功能性零部件,气体通过多孔板起到冷却造粒及导向的作用,气体喷射冲出孔口时,需要气量均匀、平稳、持续,为了达到此目的,对多孔板平面度有较高要求。由于多孔板结构特殊、板幅较大、板厚较薄、刚性较差、成型难、加之不锈钢材料焊接后易变形等特点,所以在制造过程中要特别注意图纸中的各项要求,要严格控制各工序中的尺寸及公差要求,做好各零部件的运输保护工作,严格按图纸要求施工,按严格的施工程序,一定能够做出合格的产品。
