数值仿真在自吸式浮选机开发上的应用
2019-05-14郭天宇周凤娟
郭天宇, 姚 心, 李 鹏, 周凤娟, 张 颖, 刘 诚
(1.中国恩菲工程技术有限公司, 北京 100038; 2.中国科学院过程工程研究所, 北京 100190)
0 引言
19世纪末,泡沫浮选正式成为一种工业选矿方法而得到应用[1],经过100多年的发展,浮选技术和浮选设备得到了快速发展而日趋完善[2]。但是随着近年来矿产资源的日趋匮乏和恶化,不断对浮选机的设计和性能提出了新的要求[3-6]。
浮选机大型化过程中通过浮选机的设计原则、放大方法、设备结构参数等研究可以设计出大型浮选机,但是必须要通过试验来验证,这个过程周期长、费用大。为了缩短开发周期,降低研究费用,减少工业试验工作量,需借助计算流体力学技术,建立浮选机流体动力学仿真模型,对大型浮选机的结构及不同操作条件下的流体动力学特性进行模拟计算[7-9]。本文利用CFD技术针对优化设计后的浮选机在设计工况下的运行性能进行验证,通过矿浆流态、吸附压力分布、结构设计以及功耗计算等一系列关键数据对浮选机内结构及运行参数进行优化和验证。
1 计算模型
1.1 几何模型
某项目浮选机由电机、传动装置、叶轮、定子、主轴、槽体、支架和电动推杆等组成。从CFD计算角度,浮选机可分为搅拌混合区和泡沫区2个区域。本文所有针对浮选机内流场数值模拟研究都是对2个区域范围内的气- 液两相流场的考察。本文浮选机几何模型在ANSYS Workbench中建立,选用ANSYS软件中ICEM- MESHING模块软件进行网格划分。

图1 浮选机结构图

图2 浮选机模型
为了最大限度地减小浮选机整体模型的交互面的数量,并根据槽体内流体流动特征不同,将槽体内部分为空气域、旋转域和槽内区域,并分别进行网格划分,同时进行数值模拟。浮选机主体结构分为旋转区和固定区,其中叶轮- 定子旋转区采用四面体非结构网格,其余部分划分为混合型网格。
1.2 数学模型
浮选机模拟计算的质量守恒方程的表达式为:

(1)
对应的动量守恒方程为:
(2)
在Standardk-εModel模型中,关于k-ε的输送方程如下:

(3)

(4)
上式中,Yk和Yw分别代表湍动生成的k和w,Sk和Sw为自定义源项。Gk代表的是由于平均速度产生湍流动能;计算如一般k-ε方程湍动生成一样。Gb是由湍动形成的湍流动能。σk与σε分别是k和ε的湍动普朗特数。
2 边界条件
对于浮选机模拟而言,边界条件的正确设置也是仿真计算准确的关键。本文模拟计算的浮选机仿真边界条件设置如表1所示。

表1 仿真边界条件设置
3 结果与讨论
3.1 浮选机全流体运行轨迹验证
图3所示为浮选机内全流体运行轨迹模拟结果,包括浮选机内矿浆粒子的运动情况,以及不同位置处的速度大小和分布。模拟结果可以直观反映设备结构、尺寸和涡轮设计对矿粒在浮选机内运动的影响。矿浆被吸入浮选机后,随转子转动速度达到最大值,随后甩出而成径向射流最后发展直至槽壁。矿浆粒子运行轨迹遍布整个浮选机槽体,这验证了浮选机结构设计的合理性。
3.2 浮选机内速度场验证
图4所示为浮选机内中心剖面的液相速度云图,作为浮选机槽内流体流动的主体,混合区内较强的液相速度有利于矿浆和气泡的混合,而运输区内液相速度较弱可使矿化气泡稳定上升而不致因扰动过大而脱落。液相离开定子叶片后成为径向射流,发展直至槽壁。图4右侧所示为叶轮- 定子区内横截面速度云图,叶轮叶片的旋转带动流体流动,故叶片迎风面均产生了很高的流体速度,定子叶片处流速有所降低,说明定子的稳流和导流设计有效。整体流场分布有一定的对称性。
3.3 浮选机负压形成及分布验证
浮选机由电动机三角代传动带动叶轮旋转,产生离心作用形成负压,矿浆从而被吸入浮选机内。图5所示为浮选机设备的压力分布云图,仿真结果显示浮选机中心筒内和叶轮叶片上存在明显的负压,这对于浮选设备内上、下循环的产生、吸气、吸浆作用等都是有益的。通过对浮选机内负压的形成和分布的仿真模拟,从而对浮选机在设计工况下的运行性能进行了验证。

图4 浮选机内速度流场分布

图5 浮选机内负压形成及分布
模拟结果中红色向蓝色的变化表示压力由高到低的变化过程。图6中在叶轮的迎风面处存在高压分布区,分别位于叶轮叶片转角的前缘和上下部接近叶轮顶端的部位,这与工业现场叶轮磨损情况相吻合。同样的,在定子表面的高压区域是与叶轮高压区相对的位于定子上部的迎风区域,这里承受的流场压力要比其他区域大,磨损也更多,与实际中测试的情况也一致。
3.4 浮选机内气泡分布及气泡形成验证
浮选机内气、液两相的分布情况对矿物浮选是十分重要的,也是评价设备性能和浮选操作优劣的重要指标。图7为浮选机内液相和气相的两相分布情况。随着叶轮的转动,浮选机旋转区形成的负压不断吸取空气,进入旋转区的空气又不断被旋转叶片打碎分散。仿真内气液两相分布结果表明,气泡能够比较均匀的存在于整个浮选机设备内,并在液相中不断涡旋上升,这说明矿浆与气泡混合比较充分,有助于矿粒与气泡的接触、碰撞和黏附,有利于气泡的矿化。通过分析计算浮选气泡的产生过程和气泡分布,从而对浮选机设计工况下的浮选性能进行了验证。

图6 浮选机转子的受压图

图7 浮选机内气泡分布
3.5 浮选机挡板优化验证
设计人员对浮选机内部结构及挡板进行了优化,通过仿真模拟对比了有无挡板两种浮选机设计的气液两相分布及速度场分布。图8a气液两相分布仿真结果表明,优化挡板后,浮选机吸气能力和破碎生成气泡量都明显增加,从而有助于对矿粒的吸附和收集。图8b速度场仿真对比结果表明,优化挡板后浮选机内速度分布更均匀,有利于混合区流场循环的稳定。通过对浮选机内部结构及挡板设计的优化、验证,最大化提高了浮选机对矿浆的吸附和收集。
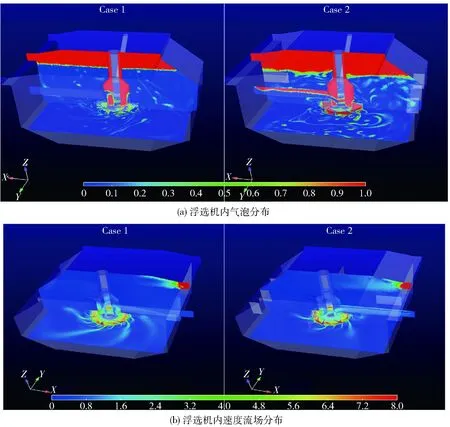
图8 浮选机有无挡板模拟结果对比
3.6 浮选机涡轮理论功率验证
通过浮选机模拟过程中,对涡轮剪切力、轴向受力等的数值监控和分析,进一步计算得浮选机在不同工况下的理论能耗值。图9计算了矿浆工况下浮选机涡轮在转动、吸液、吸气液三种运行状态下的理论能耗值,仿真结果表明浮选机运行初始时涡轮功率达到最大值,吸浆、吸气运行平稳后涡轮功率值依次降低。涡轮能耗仿真结果与经验设计值非常接近。同时我们对比了不同转速下浮选机的涡轮理论能耗。图9仿真结果表明,涡轮转速越快能耗值越高。通过对浮选机涡轮的理论能耗计算,最终得到不同工况下浮选机的最优运行功率和能耗。

图9 不同转速下的理论功率值
4 结论
本文通过模拟计算浮选机内全流体运行轨迹,直观验证设备结构、尺寸和涡轮设计对矿粒在浮选机内运动轨迹的影响;通过浮选机工作过程中的气液两相流动、气泡产生和均布、吸附压力分布分析对浮选机在设计工况下的运行性能进行验证;对浮选机内部结构及挡板进行了优化,提升对矿粒的吸附和收集;模拟计算浮选机在镍矿矿浆中运行时的理论功率值,从而获得浮选机不同工况下的最优运行功率和能耗。
