高速离心泵检修与维护
2019-05-08郑旭东
郑旭东
(北京燕化公司教育培训中心,北京 102500)
高速泵最早是由德国巴斯克(Barske)公司研制的,现在美国胜达因公司和日本机装株式会社都有产品,我国近年也已研制成功,转速可达到18 000 r/min(国外产品可高达25 000 r/min)。高速泵具有结构简单、体积小、安装维修方便、互换性好、标准化程度高,使用寿命长等优点。
1 高速离心泵的结构
高速离心泵是泵、增速箱、电动机三位一体安装在底座上的,电机与增速箱采用联轴器连接。增速箱是一级或两级平行轴传动。齿轮为直齿圆柱齿轮,制造精度为5级,经渗碳淬火处理,齿面硬度达HRC60~64;低速级轴承采用P5 级向心球轴承;高速轴采用径向瓦轴承。轴承和齿轮润滑由摆线泵供应压力油,经过滤油器和喷油嘴等进行强制润滑。
泵端结构主要由诱导轮、叶轮、泵壳、泵盖组成。高速离心泵的结构见图1。
机械密封由2部分组成,即齿轮箱的油密封和介质密封。它们均采用单端面平衡型密封,结合密封冲洗,保证了齿轮箱内润滑油和介质不泄漏。
1.1 诱导轮
诱导轮按叶片数分为双头、三头2种,按螺距分为等螺距和变螺距2种。通过不同的诱导轮和叶轮相匹配,可使泵具有良好的吸入性能,大大降低泵必须汽蚀余量。
1.2 叶轮
叶轮采用全开式直线辐射状叶片结构,高速运转时也不会发生轴向载荷。在叶轮前加一个变螺距螺旋式诱导轮,可改善泵的汽蚀余量。
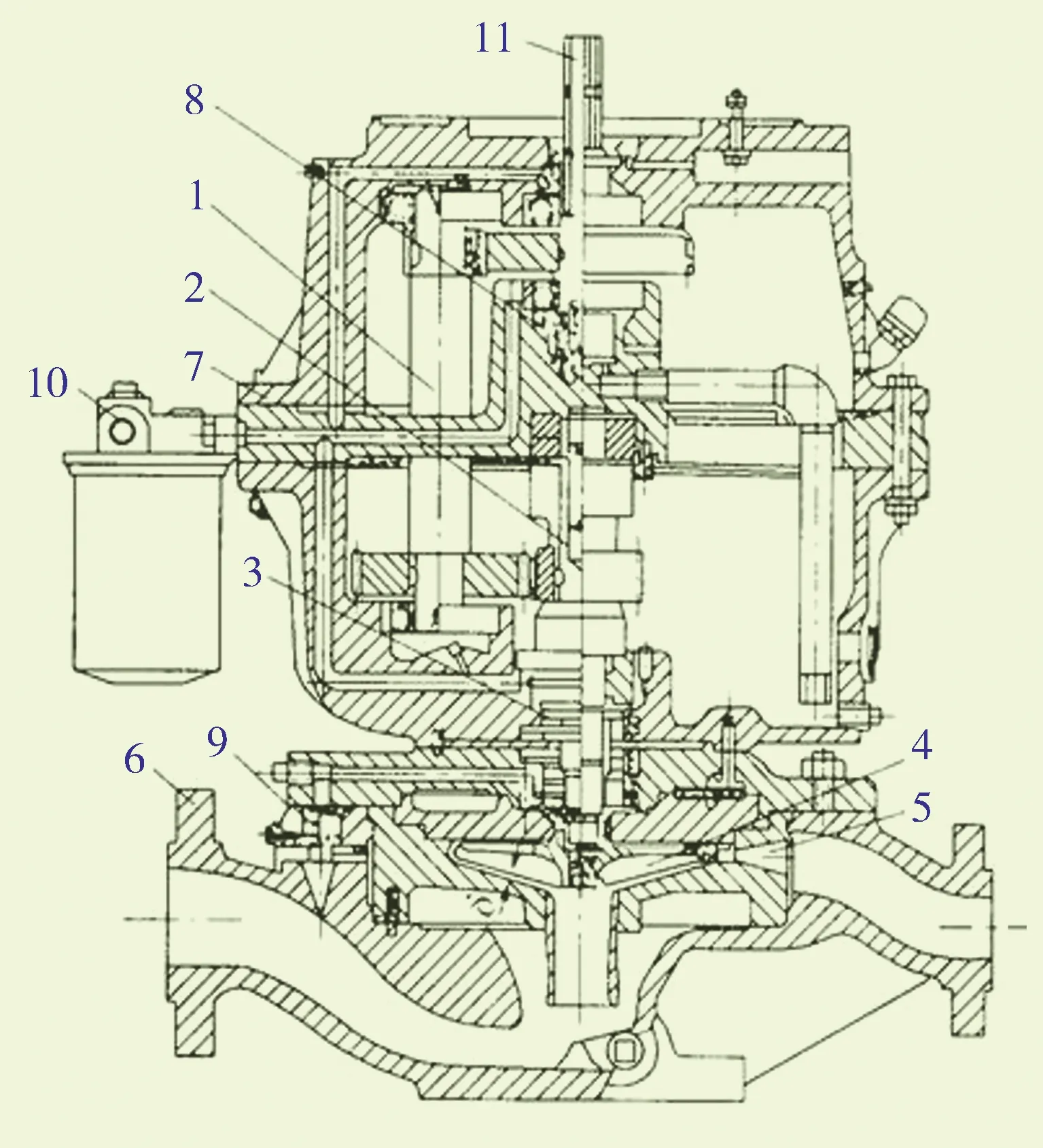
1—低速轴;2—高速轴;3—机械密封;4—叶轮;5—扩散管; 6—泵体;7—增速箱;8—润滑油泵;9—旋风分离器; 10—过滤器;11—输入轴
1.3 泵壳
泵壳有环形、阿基米德螺线形2种,其流道截面形状有圆形、矩形和梯形3种。泵壳的允许腐蚀厚度≤2.5 mm。利用高速旋转的叶轮将能量传递给介质,使介质在泵腔内高速旋转,然后通过切线方向很小的扩散孔排出,扩散的同时动能转化为压力能。
2 高速离心泵检修步骤
1) 高速泵拆卸前准备
a) 检查设备的运行状况和监测记录,分析故障原因和部位,制定详细的检修方案。
b) 熟悉装配图纸和技术资料。
c) 确认检修需要的工具、卡具和吊具是否齐全。
d) 检查核实备件储存情况,按要求复核备件尺寸。
e) 按规定进行断电、排料、置换,工艺处理完毕后,具备检修条件,办理检修作业票。
f) 按照HSE管理规范中规定,对检修过程进行危害识别及风险评估、环境因素识别和影响评价,并办理相关票证。
2) 断开与泵连接的螺栓及管线。拆除泵与电机的4条连接螺栓,断开联轴节及泵体周围联接的润滑油管线和密封油管线,并在连接部位做好标记,以防回装时连接错误。
3) 用起重工具将电机吊出,再将泵体吊出。吊出电机时,一定要注意不要碰弯诱导轮;解体检修应当在厂房里进行,将泵放在检修专用的操作架上面。
4) 拆下联轴节。用专用工具拆下联轴节,禁止用敲打的方式拆卸,以防输入轴组件损伤。用花键轴连接的,安装时一定要加润滑脂,否则拆卸时将拆不下来。
5) 拆卸诱导轮及叶轮。将泵体倒置在操作架上面,拆下诱导轮、叶轮(注意诱导轮是左旋)。检查诱导轮、叶轮是否有磨损的痕迹,并判断是什么原因造成的,以便在安装时找出解决办法,并视情况更换已损件。
6) 拆下机械密封。检查动、静环,O形密封环的损坏情况,并根据机械密封的损坏情况,判断其失效原因。高速泵机械密封失效主要有3种形式:
a) 密封压量大,磨损严重;
b) 密封面不平,发生偏磨;
c) 密封的弹簧失去作用 。
大多数的密封失效是表面不平发生偏磨现象造成的。有时也会由于长周期运转,传输介质里面的杂质将密封的弹簧粘住,弹簧失去作用,造成机械密封失效。
7) 将泵放置在操作架上面,在泵体连接处及2个定位销子上面做好标记后, 拆卸泵壳体中间连接螺栓及定位销子。打开泵体上半部分, 检查低速齿轮、 轴承的磨损情况。检查齿轮的齿面是否有点蚀、断齿及锈蚀现象,以及轴承的游隙大小。
8) 取出油泵,检查油泵驱动销轴的磨损情况。检查泵体与油泵的配合面是否有沟痕,表面是否平整;检查油泵驱动销轴是否有磨损的痕迹,如果有磨损要及时进行处理。
9) 将泵中间壳体取下,检查垫片,如果垫片损坏,要按照原厚度更换垫片。检查油路O形密封环是否老化,如果失去弹性,应立即更换。
10) 检查中速轴、高速轴的轴承、齿轮及轴瓦的磨损情况。检查中速轴两端轴承游隙大小,轴承滑道是否有点蚀,轴承保持架是否有损坏,两齿轮是否有齿面锈蚀、断齿、点蚀等损坏情况,并视情况决定是否更换中速轴,检查高速轴的径向跳动,轴头及连接螺栓是否弯曲,高速轴与轴承配合的轴颈处是否有磨损,齿轮是否有齿面锈蚀、断齿、点蚀等损坏情况,并视磨损情况决定是否更换高速轴。
11) 检查滑动轴承与轴的配合间隙大小,以及推力垫片的磨损情况,并视磨损情况决定是否更换。
3 安装高速泵
1) 清理增速箱内部,用压缩空气吹扫油路,确保喷嘴及油路通畅。
检查零部件的磨损情况,视情况更换已损件。O形密封环每次检修都要更换,轴瓦推力垫片、轴承要根据磨损的情况进行更换。
2) 安装高速轴两端轴承
首先检查喷油嘴是否通畅,然后测量轴承与轴承座的配合间隙。安装轴承时不能用锤子敲击,应当用手对准后用力摁下去,如果太紧可用橡胶锤子敲打安装。如果损坏的程度严重, 如滑动轴承座变形, 要修理轴承座及滑动轴承, 但要保证高速轴的2个轴承座的同轴度。每根轴两端支撑孔的同轴度为0.015 mm, 两轴中心距公差为0.02 mm。
3) 测量高速轴轴向间隙。轴向间隙在0.38~0.45 mm为合格,如果不符合要求,则需要在下轴承底下加减垫片调整间隙,直到符合要求为止。
4) 安装高速轴。安装高速轴时注意不要忘记安装推力垫片, 轴的两端各1件。安装推力垫片时一定注意将推力垫片2个定位的凸边放进轴承的2个凹槽里面。上面的推力垫片可以用润滑脂粘在轴承上以便安装。高速轴轴向间隙为0.38~0.45 mm, 高速轴径向间隙为0.09~0.15 mm。
5) 安装中速轴及中间壳体。在安装中间壳体时要使用原垫片,如果垫片损坏,要根据原垫片的厚度加工1个尺寸相同的垫片。更换油路的O形密封环,按照做好的标记进行安装。
6) 安装油泵。安装时一定要检查中间壳体与油泵配合的密封面是否平整,是否有磨损的痕迹,如果有磨损的痕迹就不要进行安装,待修复后再进行安装。油泵是1个可逆摆线油泵,无论电机正转还是反转都能正常工作,所以,将油泵放在里面就可以。
7) 安装输入轴。安装输入轴时一定要检查油泵的挡销是否完好,如果挡销磨损,要更换新的挡销。安装时一定要注意将轴头销槽对准油泵挡销。只有输入轴的轴承全部安装到轴承座里面,油泵的挡销才能进入销槽。低速轴轴向间隙要大于0.17 mm。
8) 安装高速泵上盖。在安装高速泵上盖时一定要对准做好的标记。泵上盖要同时装进2个轴承。高速泵上盖是铝制的,一定要用橡胶锤进行敲击,否则,壳体将被敲坏。
9) 安装中间连接螺栓。安装中间连接螺栓要按照拆卸前在销轴上面做的标记进行,不要装乱位置,销轴是定位的,每一个销轴的配合是不一样,装错将影响到整个轴系的同心度。
10) 安装机械密封。高速泵密封由介质的密封、密封油的密封和增速箱的密封组成。安装机械密封前要检查动、静环密封面的平面度,因为新的密封也存在密封表面平面度不符合要求的问题,所以,为防止机械密封检修后泄漏,要进行安装前的检验,排除造成密封泄漏因素。
要检查机械密封部件的质量,机械密封静环的动作是否自如,静环压量是否符合要求。还要检查机械密封动、静环的工作面是否发生变形,平面度如何。检验时将被测平面紧贴于平晶玻璃。2个表面都必须仔细擦净,使两表面之间可以形成一层极薄的空气膜,单色光源透过空气膜,就会产生明暗相间的干涉条纹,见图2。
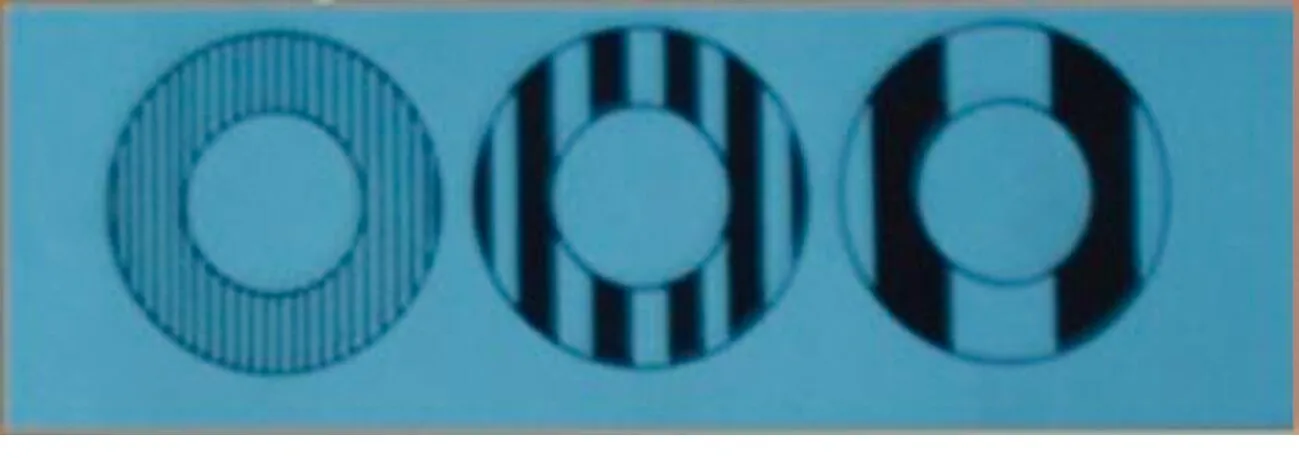
图2 明暗相间的干涉条纹
直带表明被测件的平面度非常高。平面度偏差小于0.29 μm,光带条纹之间的距离表明空气膜厚度不同。
同心圆干涉带表明被测表面有微小的曲率,不是中凸便是中凹,见图3。

图3 同心圆干涉带
弯曲的干涉条纹说明被检测的平面不平,见图4。

图4 弯曲的干涉条纹
机械密封的每个静密封点都有1个相应的O形密封环,安装机械密封时一定要按照图纸进行操作。安装时不要碰到静环密封端面,防止静环被碰伤。发现静环有损伤后应立即更换。
安装时一定要检查密封的压缩量,密封的压缩量为1.5~2 mm,通过在泵盖与增速箱之间的垫片进行调整。
机械密封压量通过调整泵盖与增速箱之间垫片厚度大小来改变;密封压缩量过大会加快密封面磨损,缩短使用寿命,过小则会导致介质泄漏。
调整方法:调整时不安装静密封点的 O形密封环,每个密封都找一个基准点,测量密封面自然高度和压缩后的高度,以确定压缩量。以泵的壳体为基准分别测量2个机械密封安装后的压缩量,如果静环压缩量过大或过小,就要通过调整泵盖与增速箱之间的垫片来调节。
4 检修关键控制点
4.1 高速泵检修质量标准
高速泵检修质量标准见表1。不同泵型的检修质量标准见表2。

表1 高速泵检修质量标准
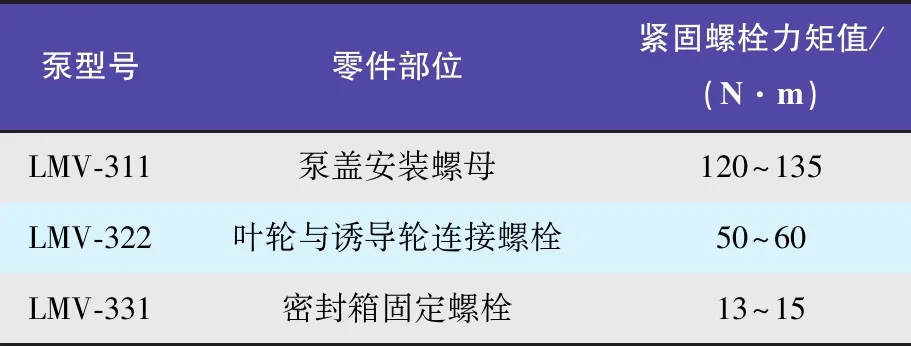
表2 不同泵型的检修质量标准
4.2 推力轴承
高速泵采用的推力轴承属于(双向旋转结构)固定瓦块、斜-平面推力轴承。瓦面由斜面和平面2部分组成。转子转动时推力环与瓦块的斜面构成楔形间隙,而在整个斜-平面上形成动压油膜。对于竖轴,可由瓦块平面部分支撑静止时载荷。各瓦块的平面部分应在同一平面上,若偏差大于瓦块斜高(斜面升高)的10%,则较高的瓦块将过热,严重影响轴承性能。瓦块的平面和推力环平面必须很好地垂直于转子轴线,否则个别瓦块也将过热。
4.3 润滑油系统
润滑油系统包括1台装在低速轴端的主油泵(摆线油泵)、1台安装在底座上的辅油泵(齿轮泵)、1台油冷却器和1个油过滤器,过滤精度10 μm,有低油压报警联锁停机。
4.4 采用变螺距诱导轮
变螺距诱导轮增加泵叶轮进口压力,实现无汽蚀运行,使高速离心泵获得稳定的流量扬程特性线。
4.5 报警和联锁
润滑油压P≤0.2 MPa时,报警并启动辅助油泵。润滑油压P≤0.15 MPa时,联锁停机。
5 故障诊断分析【1】
故障诊断分析及处理方法见表3。
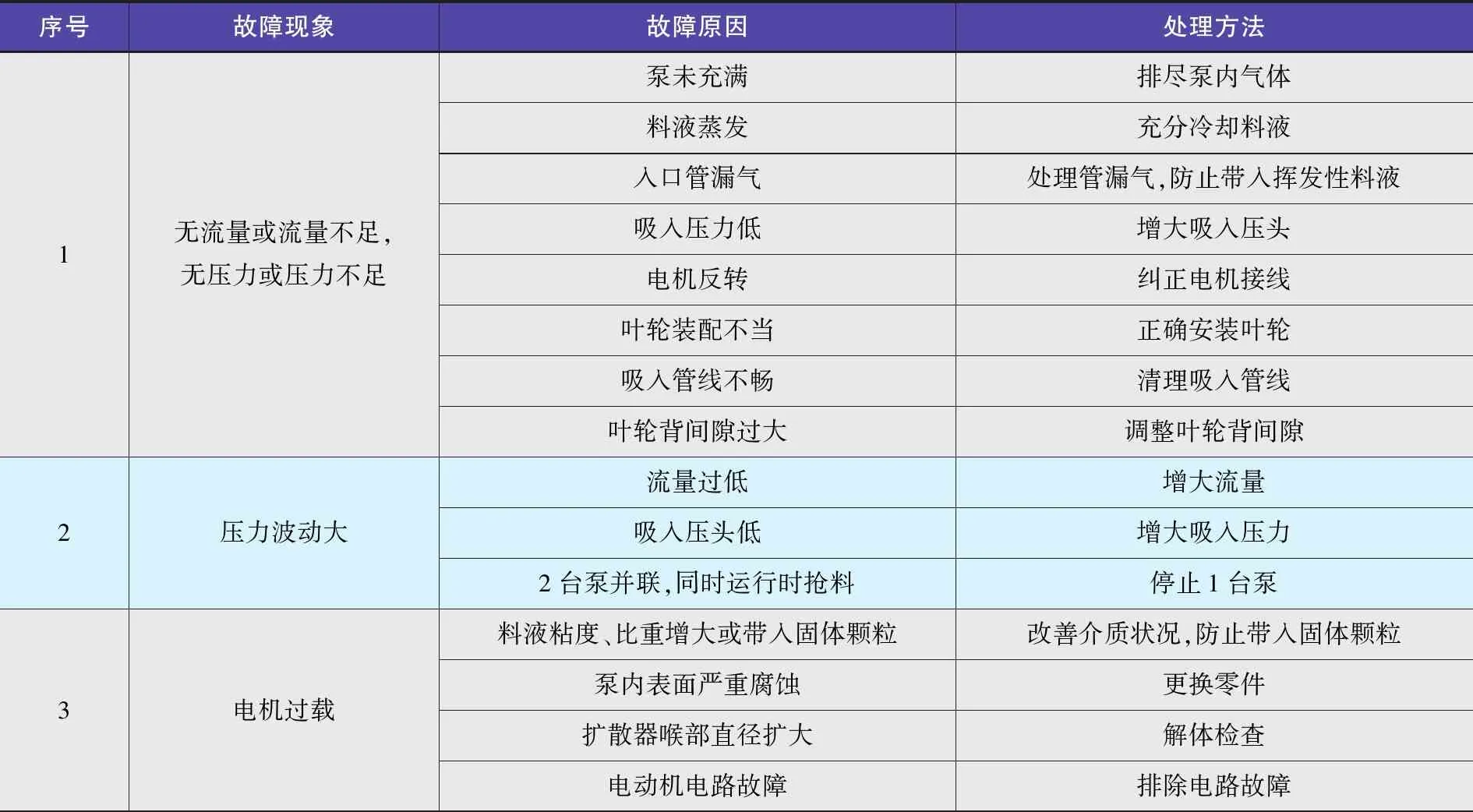
表3 故障诊断分析

(续表3)
