基于PLC的烟尘浓度自动监测装置设计
2019-05-07聂秀珍何小刚
聂秀珍,何小刚
基于PLC的烟尘浓度自动监测装置设计
聂秀珍1,何小刚2
1. 山西轻工职业技术学院 机电工程系, 山西 太原 030073 2. 太原理工大学信息工程学院, 山西 榆次 030600
针对烟尘监测装置存在体积大、价格高、效率低的问题,本文设计一种基于PLC的烟尘浓度自动监测装置,该装置采用称重法为主、激光法测量为辅的策略实现现场烟尘测量,实时采集并处理数据,同时采用WINCC上位机实现监控。实证表明:本装置能够对烟尘浓度进行自动监测,对促进改善空气质量具有一定指导意义。
可编程逻辑控制器 PLC; 烟尘浓度; 自动监测
我国目前电力发展的主力军主要还是火力发电,但由于火力发电主要靠煤,而燃煤产生的粉尘、二氧化硫等严重影响空气质量,要治理这日益严峻的大气污染问题,就需要从污染源头实时、准确地连续监测大气污染物的浓度[1]。而太原第二热电厂的烟尘监测设备采气管路复杂,维护困难,且烟尘监测方法不是国家标准滤膜称重法,监测精度难有保证,再加上造价昂贵,不利于广泛推广,影响实际监测效果。因此,如何利用自动化技术实现对火力发电厂排放的烟尘气浓度的自动监测,同时降低设备成本,提高监测效率,对实现火力发电厂的烟尘实时监测有着重要现实意义。
本文设计的自动监测装置,可以对现场的烟气自动采样,实时监测烟尘浓度,并采用各种传感器来分析烟气组分浓度,并通过PLC实时处理数据,将各测量数据存档并显示在WINCC监控系统中,有效提高数据处理的效率,方便相关人员的查阅各数据曲线。并可实时监测各运行部分的情况,实现各运行设备的优化组合,延长设备的使用寿命。
1 系统结构
本装置系统是将温度计、S型皮托管以及采样管组成为一体,在采集烟尘参数时插入烟道,可以采集到现场的测点烟气动压等一系列参数,这些参数再由PLC来计算出烟尘的等速采样流量,我们再调节采气泵使得采样流量与计算得出的等速采样流量能够保持一致[2]。该系统在现场测点附近插入一支激光烟尘浓度测量传感器,实时向PLC发送烟尘浓度数据,同时系统以30 min为采样间隔,以滤膜称重法为主实现烟尘采样,称重部分采用全自动机械臂对滤膜进行取放并称重,每次采样时间到,得到称重法烟尘浓度,对于烟尘浓度的激光法及时进行算法修正,可以计算出烟尘浓度。采样的后端设计主要包含烟气分析部分和冷凝部分,可以实现对采用流量、烟气含氧量、含湿量等参数的测量。本装置集成于一1200*600*600 mm的控制柜内。该系统结构如图1所示。
我们可以通过监控中心的WINCC上位机来实时读取现场测点处烟尘浓度值,以及烟气各成分的含量值,并实现对现场设备的自动控制与监测。
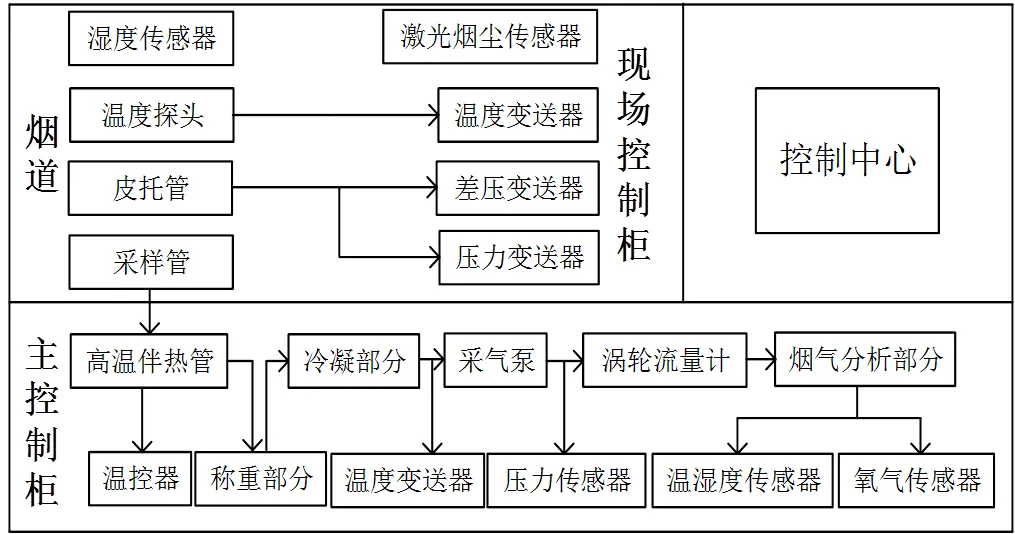
图 1 系统结构图
2 系统控制方案
为实现实时在线监测烟尘浓度,本装置修正了通过两种监测手段得出的浓度值。本装置的测量是每隔30 min进行采样一次,现场测点的参数通过PLC读取,采集到的现场差压、温度以及含湿量等参数以及现场干烟气标矿流速,结合采样嘴截面积得到烟尘等速采样标况流量,实时调节采气泵使采样流量与等速采样流量保持一致,可以实现等速采样。对于烟尘浓度值的计算,首先比较采样前后滤膜的质量变化量,并计算出尘重,我们可以采样计算出此装置在该时段干烟气的实际体积,最后得到烟尘在此时段的浓度值。
同时现场激光法烟尘传感器实时发送监测数据至PLC,用称重法烟尘浓度矫正后,得到实时烟尘浓度值。技术流程如图2所示。
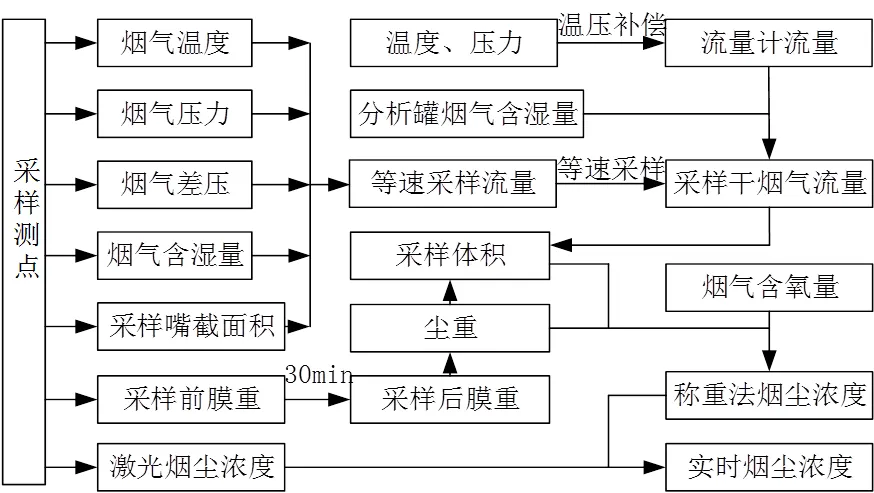
图 2 技术流程图
该系统可设置手动控制和全自动控制两种方式,手动控制即具有操作权限的工作人员可以对完成系统进行单机运行,由于手动操作控制的优先控制权特点,操作人员可以在系统运行过程中进行手动调试,但不能影响系统的正常运转;全自动控制是装置自动完成正常运行,也可以及时阻断现场遇到的各种非正常的运行情况,装置可以进行报警操作[3]。
2.1 硬件选型
装置的硬件控制系统选用的是可编程控制器PLC的S7-300系列,CPU型号为紧凑型的CPU313C-2DP模块,该模块有3个30 KHZ的高速计数器,工作存储区为128 KB[4],具有32个数字量的I/O口,与上位机的通信是通过自带的MPI接口,较强的控制能力可以对整个系统进行监控,装置中的各种传感器通过16输入/16输出的接口与PLC进行通信。该装置的硬件类型及型号清单如表1所示。

表 1 系统硬件清单
2.2 工艺设计
正如图1中所示,烟尘气浓度自动监测系统主要由这几部分组成:取样部分、称重部分和烟气分析部分、烟尘校对部分、上位机部分。
2.2.1 取样部分按照国家标准《烟尘采样器技术条件》(HJ/T 48-1999),本装置设计是将S型皮托管与温度计以及采样管组成为一体,在采集烟尘参数时插入烟道,可以采集到现场的测点烟气动压、温度、含湿量等一系列参数,根据国家环境保护总局的标准,我们将采集回来的参数经PLC来计算出烟尘的等速采样流量,通过调节采气泵使得采样流量与计算得出的等速采样流量能够保持一致,实现等速采样[5]。
本装置设计导气管尽可能细,故导气管选用12 mm*1 mm的聚四氟乙烯管,内径10 mm,保证烟气流速在10 m/s以上,烟尘损失尽可能小。同时气路尽可能短,测点至称重前伴热距离设计2 m,考虑到测点实际烟气温度只有50 ℃,该状态烟气中水分未完全气化,温控器控制伴热温度保持180 ℃。
2.2.2 称重部分系统中的称重部分指的是经过取样之后的烟气进入的设计。该部分设计简易机械抓取臂,以它为圆心画圆,设置四个工位,分别为:高温滤膜盒、可升降高温采样器、微量电子天平、废膜盒。图3为示意图。机械臂绑在步进电机上,通过控制电机的转动角度实现机械臂的移动,机械臂上绑有吸嘴与小气泵,通过控制小气泵的启停实现吸放膜。每次采样前,机械臂从高温滤膜盒中吸取干净的膜,天平称重后,放入高温采样器。采样时,保持采样器密封严密,同时采样空间温度高于100 ℃,保证滤膜时刻干燥。对于烟尘尘重的计算,本文是采用的作差法,也就是对滤膜进行两次采样30 min后,取出滤膜并称量,通过作差求得烟尘尘重[6]。该部分烟尘滤膜滤膜采用直径为90 mm的玻璃纤维滤膜,干净单膜重约0.345 g,采样30 min的积尘量约为1.5 mg,考虑滤膜的磨损程度等因素,经多次实验,本装置同一张滤膜可重复采样10次,每次采样所需时长约40 min,故一天需要4张膜。滤膜盒设计可存放200张滤膜,可供系统连续采样一个月,满足自动监测要求。对于称重部分的微量电子天平,采用可读性为0.1 mg的梅特勒-托利多TLE104电子天平。
2.2.3 冷凝部分经过称重后,为保证进入采气泵、涡轮流量计前的烟气中不含水,同时烟气温度在0~20 ℃范围内,在管路中加入冷凝部分。该部分购买压缩机原理制冷器,对采样气体不断进行制冷,此时气体中的水分得到有机的分离。在每次采集完之后,利用电动排水阀可以排水,在冷凝完之后,利用管道中的温度变送器,可以实时监测系统的冷凝效果。

图 3 称重部分结构图
2.2.4 烟气分析部分本系统对于气体的存储选用的是400*150*150 mm的不锈钢容器。本系统管道直径为内径10 mm,测量含湿量、氧含量等传感器一方面探头较长,无法深入10 mm内径的管道;另一方面要求测量气体流速<1 m/s,经实验知当60 L/min的烟气流量从内径10 mm的管道进入150 mm*150 mm的矩形管道,流速急剧减小,约0.04 m/s,满足测量条件。
温湿度传感器选用美国OMEGA公司的HX-71,测量范围0~99%,精度2.5%。使用温湿度传感器可知晓经过冷凝部分后,水分是否被完全除尽,如果烟气中还残留水蒸气,可用传感器测量,实现干烟气体积的准确计量。氧气传感器选用北京昆仑海岸的氧化锆传感器,测量精度2%,可有效测量烟气中的含氧量,为后续的折算烟尘浓度做准备。
2.2.5 烟尘校对部分本文采用的称重法是参照《固定污染源排气中颗粒物测定与气态污染物采样方法》(GB/T 16157-1996),国家标准中最可靠的测量含尘量的方法[7]。考虑到本装置滤膜称重法单次采样时间间隔为30 min,还无法做到实时在线采样,现加入青岛科迪博MODEL 3020激光烟尘浓度传感器,实时监测烟尘浓度,用作称重法的对比,采样期间,PLC不断用称重法数据校准激光法数据,得到更精确的烟尘浓度值。
2.2.6 控制与上位机部分该部分包括PLC控制单元与WINCC监控软件,PLC将各监测数据统计、处理,一方面实现实现烟尘测量等速采样要求;另一方面控制机械臂转动,实现滤膜取放的操作,实现自动烟尘采样,该部分通过计算采样前后滤膜两次称重的差值,得到采样时段的烟尘量,再计算该时段干烟气采样体积,得到称重法浓度值。再不断与激光法取得的浓度值进行校对,对于采气泵0~100 L/min的流量范围,可以通过变频器进行实时调节,改变管路中的流量变化,这就要求采用隔膜式的真空泵;流量计选用美国OMEGA涡轮系列流量计,同时在管路增加温度、压力变送器,实现温压补偿。
本文的监控软件是利用西门子的WINCC软件,WINCC软件可以实时的绘制各个参数的曲线,也可以保存测量的烟尘浓度等各种参数。
2.3 系统通讯
控制系统PLC通过接收各传感器的4~20 mA电流信号,完成烟尘采样所需要的各部分动作。系统通讯是MPI通讯方式连接S7-300系列的PLC与WINCC上位机,其中在上位机上安装了CP5611通讯卡,这样就不需要PLC来编程[8],只需要进行相应的设置即可。其中系统的网络结构见图4。
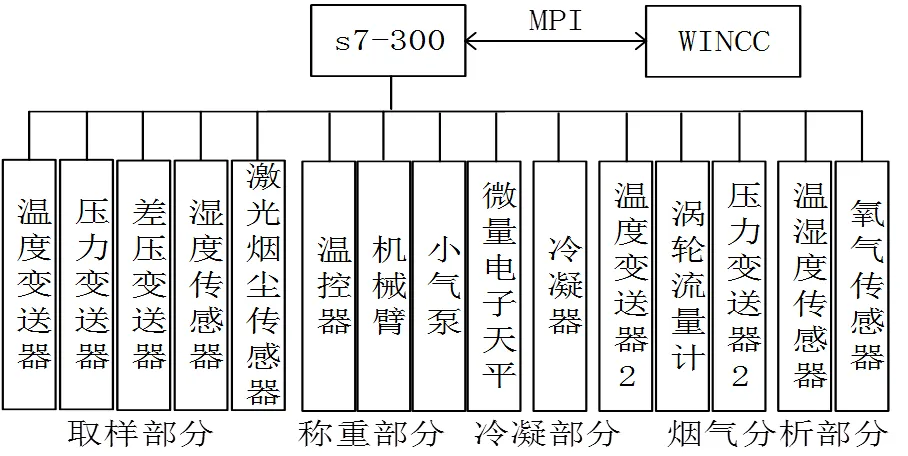
图 4 系统网络结构图
3 软件系统设计
烟尘气浓度自动监测装置的软件设计由西门子Step7 v5.1软件和上位机的组软件组成。本系统控制核心是PLC程序的设计,该部分实现测点各传感器参数的读取,等速采样的控制,烟尘采样的自动控制,以及烟尘浓度的校正折算。组态软件实现该系统运行状态的监控与重要数据的存档,也可通过上位机实现对系统的手动控制。
3.1 PLC程序设计
PLC程序设计中用若干子程序模块来组成系统程序,子程序模块[9]可以在OB1主程序中直接调用,子程序模块包括初始化程序、等速采样控制程序、模拟量采集程序、采样前滤膜准备程序、采样程序、采样后滤膜称重程序、烟尘浓度计算、烟尘校对程序、手动控制程序、系统自动控制程序、保护处理程序。程序流程图如图5所示。
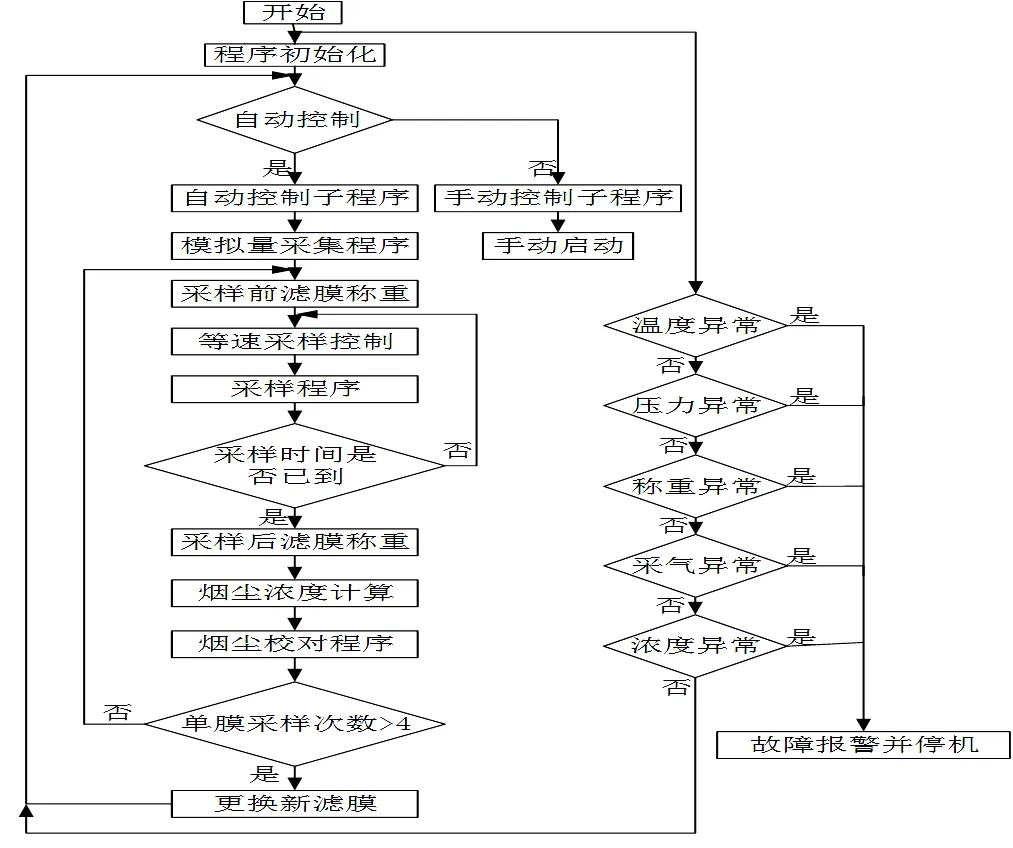
图 5 程序流程图
3.2 上位机程序设计
本文采用WINCC 7.0软件设计上位机,实时监控并存储重要的测点处烟尘各参数,拥有实时曲线与历史曲线等记录,为信息化建设提供较好的平台。在软件设计中增加了手自动按钮,可以通过动画模拟的方式,实时监测系统的自动化运行,这样可以提高系统的可控制性[10]。上位机程序结构如图6所示。

图 6 上位机程序结构
WINCC上位机监控画面包括烟尘气浓度自动监测系统监控主画面,系统手动调试画面,上位机中设置了两个用户登录等级,分别为工程师和操作员设置,软件可以进行曲线制作,报表打印等功能,出现报警信息的时候会以弹窗的形式表示。WINCC监控主画面如图7所示。
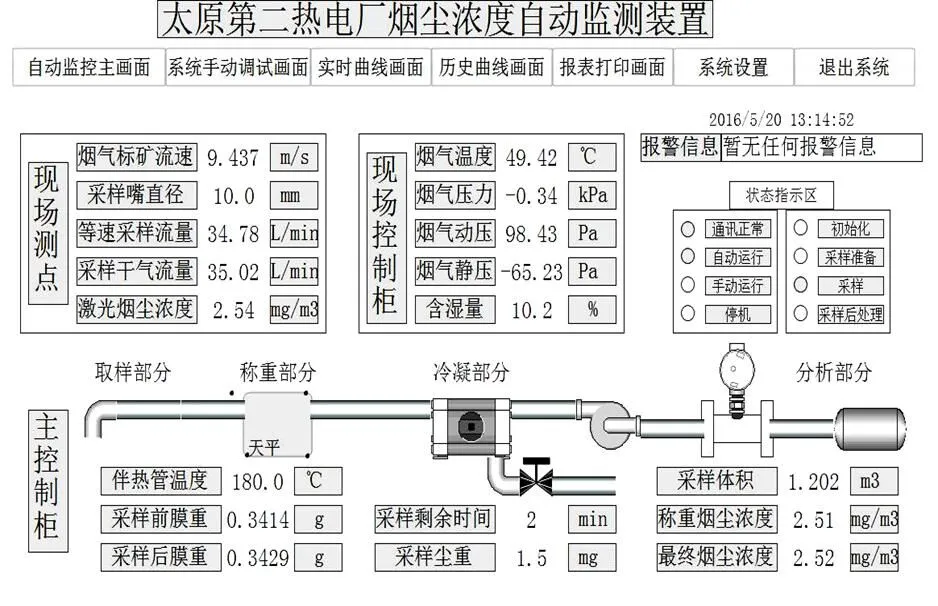
图 7 WINCC监控主画面
4 结论
基于PLC的烟尘气浓度自动监测装置通过滤膜称重法与激光法的相互校正,保证烟尘浓度测量数据的准确性,实现了烟尘浓度的在线监测。同时控制变频器的频率实现烟尘采样需要的等速采样控制,以及烟气冷凝、烟气成分分析等步骤的自动化运行。增加WINCC上位机实现系统的远程监控,完成数据的自动传输与存储,提高了烟尘浓度测量的自动化水平。
[1] 李昆,钟磊,张洪泉.烟尘浓度测量方法综述[J].传感器与微系统,2013,32(2):8-11
[2] 郭忠义.等速采样提高烟尘浓度数据质量[J].环境工程,2000,18(4):48-50
[3] 刘青峰,张治国,刘伟,等.基于WinCC的上位机组态监控软件开发[J].自动化技术与应用,2015,34(10):11-15
[4] 刘锴,周海.深入浅出西门子S7-300PLC[M].北京:北京航空航天大学出版社,2004:20-89
[5] 国家环境保护总局.HJ/T48-1999烟尘采样器技术条件[M].北京:中国环境科学出版社,1999
[6] 黄海啸,陈晓剑,曹煜.烟尘样品分析的实验室质量控制[J].中国环境监测,1999,15(1):44-45
[7] 国家环境保护总局.GB/T16157-1996固定污染源排气中颗粒物测定与气态污染物采样方法[M].北京:中国环境科 学出版社,1996
[8] 李鸣.S7-300及工控组态软件WinCC的应用[J].兵工自动化,2006,25(7):91-92
[9] 史靖浩,郑德忠.智能烟尘浓度测量系统[J].中国仪器仪表,2002(2):10-12
[10] 苏昆哲.深入浅出西门子WinCC V6[M].北京:北京航空航天大学出版社,2004:34-89
Design of an Automatic Monitoring Device for Soot Concentration Based on PLC
NIE Xiu-zhen1, HE Xiao-gang2
1.030073,2.030600,
Aiming at some problems such as large volume, expensive price and low efficiency, this paper put forward an automatic device for soot concentration monitoring based on PLC. The device adopted the principal weighing method and laser method as a subsidary to measure soot in the field and real-time data were collected and processed to be monitored by the WINCC host computer. The field application showed that the device could be able to automatically monitor soot concentration and there was a certain guiding significance for improving an air quality.
Programmable Logic Controller, PLC;soot concentration; automatic monitoring
X851
A
1000-2324(2019)02-0285-05
10.3969/j.issn.1000-2324.2019.02.025
2018-03-02
2018-04-25
山西省重点研发计划(工业)项目:在线式微量烟尘颗粒称重系统的研发(201603D121011)
聂秀珍(1983-),女,硕士研究生,讲师,研究方向:电子通信、控制理论与控制工程. E-mail:niexiuzhen610@163.com
