钛合金复合深孔高效精密加工工艺研究*
2019-05-07程海林郭国强
程海林,郭国强,蹇 悦,陈 明
(1.上海航天精密机械研究所,上海 201600;2.上海交通大学 机械与动力工程学院,上海 200240 )
0 引言
与一般的孔加工相比,深孔加工处于半封闭状态,冷却润滑和断屑排屑困难,切削温度高,且由于刀具刚性差,加工过程稳定性差。因此,深孔加工技术的研究主要围绕解决冷却润滑、断屑排屑、加工稳定性和制孔精度质量等问题。在众多深孔加工方法中,BTA系统(内排屑深孔钻)与吸喷钻系统适用于直径20mm以上的深孔加工;DF系统提高了排屑效果,但油压头的设计还不成熟[1];枪钻是一种外排屑系统,适合直径20mm以下的深孔加工,通过一次走刀加工出具有较高精度的孔[2]。
李保国等使用普通加工中心研究了对于3mm和4mm小直径深孔的枪钻加工工艺,获得了枪钻加工工艺参数[3];龙韬等对硬质合金单刃枪钻加工Ti6Al4V钛合金深孔开展了切削力试验研究,获得了切削参数对切削力的影响规律,优化了钛合金枪钻的加工工艺参数[4];张文强等研究了增长导向长度、减小刀具径向挤压力、增强薄壁侧刚度等措施来控制和改善薄壁孔偏斜问题的方法[5]。
在航空航天领域,由于结构形式的复杂性和特殊性,存在大量的高精深孔结构,加工难度大,特别是针对钛合金等难加工材料、大长径比、小直径孔系,以及复合阶梯形高精度孔的加工,既缺乏有效的专用刀具,又不具备与之适配的高效加工工艺,导致加工精度控制困难,加工效率提升缓慢。
1 零件特征分析
某零件为钛合金薄板框架结构,外形轮廓尺寸约为400×140mm,整体面型为多角度斜面,为薄型多面体类零件的典型代表。除角度斜面位置,零件基础部位最薄处厚度为5mm。
该零件底部具有两组高精度的复合阶梯孔(φ13与φ12、φ7与φ8),如图1所示。通过这些阶梯孔实现零件与舵叉和转轴的装配,第一组阶梯孔的直径分别为φ13+0.025mm和φ12+0.025mm,阶梯孔长度235mm,长径比接近20,第二组阶梯孔的直径分别为φ7+0.02mm和φ8+0.02mm,阶梯孔长度228mm,长径比超过32,根据图纸要求,内孔表面粗糙度要求Ra1.6μm,对称度0.05mm,同轴度0.02mm,精度指标要求远高于一般孔的加工要求。
从上述技术指标可以看出,两组台阶孔无论是孔径尺寸、位置尺寸、形位尺寸精度和表面粗糙度都具有较高要求。由于结构限制,该两组深长台阶孔均只能从零件一侧进行加工,从而更加增大了加工的难度。针对该深长孔的加工,普通的麻花钻很难保证,只有使用带内冷润滑的、具有良好排屑性能的枪钻才可以实现,需在操作过程中通过使用导向条或导向孔进行支撑,并利用内部油路将切削液输送至切削区域实行润滑和冷却,台阶孔可以利用铰刀一次性加工至尺寸精度。
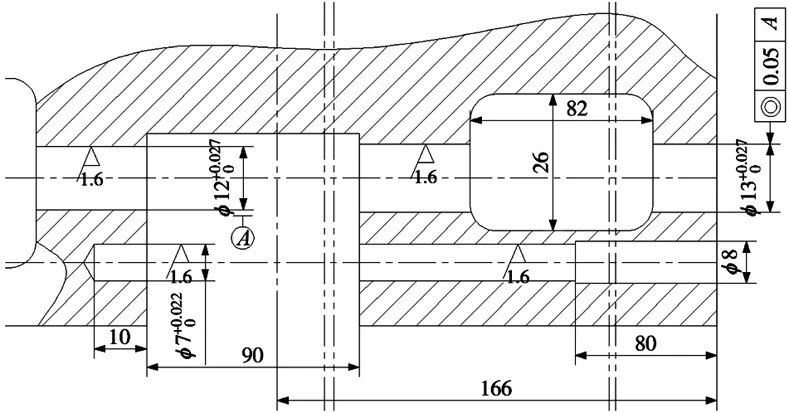
图1 复合阶梯孔技术要求
2 钻削仿真分析
该孔系主要使用枪钻加工,为解决该零件深孔加工,设计了专用枪钻,通过建立枪钻的力热耦合模型,选取合适的切削参数进行仿真,对加工过程中的温度、受力情况进行预测和分析,对于后续加工试验工艺参数的设置以及工艺过程的控制提供借鉴和参考。由于钻削过程的复杂度,对其建立温度模型较为困难,故一般采用有限元仿真进行温度建模[6]。
2.1 仿真环境设置
由于枪钻属于特殊钻头,因此需要三维软件建模再进行模型导入仿真。枪钻仿真采用Deform-3D软件[7]。首先在Pro/E中对枪钻进行三维建模,枪钻直径为7mm,在Deform中导入模型,钻头的材料设置为硬质合金,涂层为TiAlN。刀具网格共计划分24000个,划分规律为刀尖处最密,延伸到刀杆处越来越疏,这也是最优化的划分网格,因为主要工作区域为刀尖区域。
工件仿真模型设置为圆柱形,直径20mm,厚5mm。共划分35000个网格。工件材料设置为TC4钛合金。在切削参数设置上,切削速度设定为35m/min,进给速度设定为0.06mm/r。最后进行仿真步数以及刀具磨损模型的设置,此次仿真共采用3000步,切削深度为2mm。如图2所示。

(a) 枪钻钻头 (b) 工件 图2 枪钻及工件建模及网格划分
2.2 受力和力矩仿真
由图3的轴向力、力矩随时间变化曲线中可以看出,枪钻轴向力在加工过程中逐步增大,最终稳定在1000N左右。轴向力在刚开始时有一个快速的增加,这可能与枪钻的不对称结构有关系,但很快轴向力就趋于平稳。力矩变化较小,总体也是随着时间的增加逐步增加,最终稳定在0.5N.m左右。仿真共进行0.23s,轴向力和力矩都趋于稳定,钻孔加工进入稳定阶段。通过仿真发现,枪钻加工轴向力较大,枪钻刚性差,为有效控制偏斜和制孔精度,应采取相应的导向措施[8]。
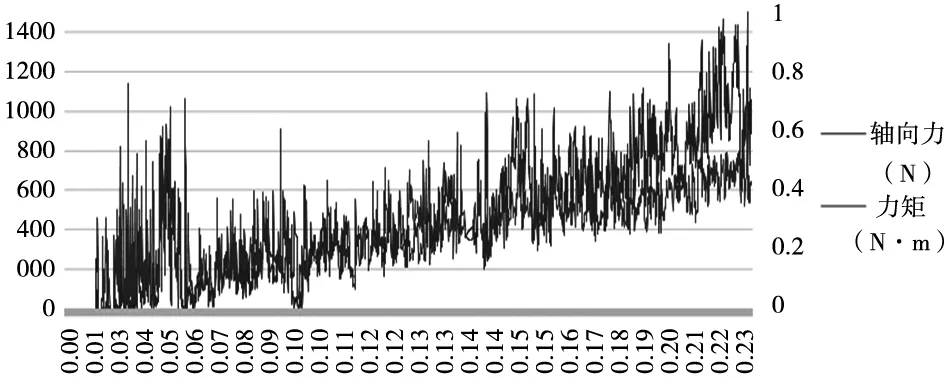
图3 枪钻轴向力、力矩随时间变化曲线
2.3 切削热仿真
图4为枪钻钻头的温度云图。图中分别对1000步、2000步、3000步3个阶段的温度分布和变化情况进行了仿真,从图中可以看出,刀具的最高温度达到了376℃,并且刀尖处温度最高,产生这种现象的原因主要是因为刀尖处摩擦剧烈,而且容易产生热量积聚,热量无法及时散发而迅速升温。仿真过程中刀尖的高温区域也在不断地扩散,刚开始只是在刀尖周围内切削刃、外切削刃一小块有高温,且温度较低,到1000步时切削刃一半的区域都达到100℃左右,当到3000步时,几乎内切削刃和外切削刃的前后刀面的温度都超过了150℃。这说明钛合金加工过程中,热量聚集很快,钛合金的散热性能较差[9],而且随着时间的延长,温度还会逐渐升高,因此在枪钻加工过程中应使用内冷切削液对钻头区域进行冷却和润滑。
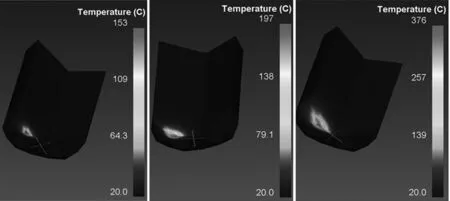
(a) 1000步 (b) 2000步 (c) 3000步 图4 枪钻钻头温度云图
3 复合深孔加工工艺方案
根据该零件特点,制定了采用深孔枪钻加工工艺方案,为控制深孔加工中孔轴线偏斜对加工精度的影响,采用低转速小进给的切削方式,合理控制切削参数,预钻高精导向孔提高导向精度,并通过内冷润滑降低切削力减小振动等方法[10]。
加工工艺方案首先加工引导孔底孔(预留0.1mm~0.2mm余量),然后用铰刀精加工至尺寸,引导孔的加工要求有好的表面粗糙度、圆度和位置精度,然后用枪钻直接加工出阶梯小孔;再使用麻花钻扩孔,最后使用铰刀加工阶梯大孔,主要工艺流程如图5所示。
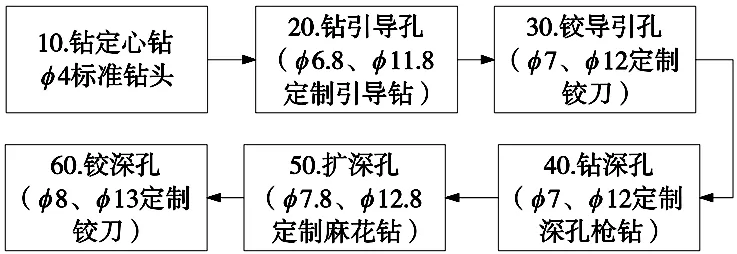
图5 枪钻深孔加工工艺流程
本工艺方案中,除φ4定心钻为标准定心钻头外,其余深孔钻及铰刀均需进行非标定制,本工艺方案中使用到的刀具见表1。
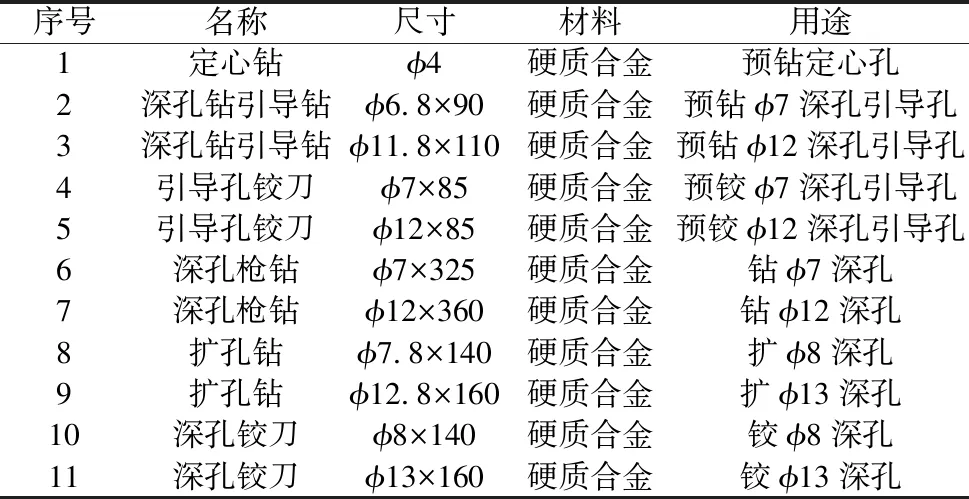
表1 深孔加工刀具列表

图6 加工中心枪钻加工
在加工工艺系统的选择上,既要保证可靠的装夹、冷却润滑条件,又要精确控制刀具的转速、进给参数,本次试验加工中心选择德玛吉五轴加工中心(如图6)上进行,该设备具有主轴内冷功能,内冷水压超过40bar,可以满足枪钻加工的内冷水压要求,为深孔加工提供可靠的冷却润滑条件,切削液选用油基切削液,以增加润滑作用。
4 加工试验
4.1 加工试验过程
工序10:定心钻孔
加工部位:直径φ7、φ8与φ12、φ13组合孔
加工刀具:硬质合金点钻(直径4mm)
工序20:钻引导孔
加工部位:直径φ7、φ8与φ12、φ13组合孔,引导孔(支撑枪钻)
加工深度:使用钻头的1~2倍径
加工刀具:硬质合金内冷钻头(直径6.8mm和直径11.8mm)
工艺参数:切削线速度35m/min,进给速度0.06mm/r,总切深1.25D。
工序30:铰引导孔
加工部位:直径7、8与12、13组合孔
加工深度:使用铰刀的1~2倍径
加工刀具:硬质合金铰刀(直径7mm和直径12mm)
工艺参数:切削线速度15m/min,进给速度0.04mm/r,切深1.2D。
工序40:钻深孔
加工部位:φ7+0.02与φ12+0.025深孔
加工刀具:硬质合金枪钻(直径7mm和直径12mm)
加工参数:切削线速度35m/min,进给速度0.06mm/r,钻深至图纸要求。
工序50:扩深孔
加工部位:直径φ8mm与直径φ13mm深孔(在钻好的φ7mm和φ12mm的深孔基础上)
加工刀具:硬质合金麻花钻(直径φ7.8mm和直径φ12.8mm)
工序60:铰深孔
加工部位:直径φ8mm与直径φ13mm深孔(在钻好的φ7.8mm和φ12.8mm的深孔基础上)
加工刀具:硬质合金铰刀(直径φ8mm和直径φ13mm)
工艺参数:切削线速度15m/min,进给速度0.04mm/r,铰深至图纸要求。
4.2 检验
应用该工艺方案对零件复合阶梯孔进行加工试验,试制零件10件,随机抽取其中3件进行精度检测,相关指标的实测数据见表2。

表2 零件检测数据表(单位:mm)
通过上表的检测结果数据中可以看出,复合深孔的孔径尺寸、对称度、同轴度以及孔内壁的粗糙度均已达到图纸要求,检验合格。
5 总结
为解决复合深孔加工难题,采用枪钻作为主要加工刀具,对加工过程和工艺进行了设计、仿真和试验验证,经过抽检后发现各项孔径尺寸精度、对称度、同轴度以及内孔粗糙度等指标满足图纸要求,验证后该工艺方法具备一定的技术推广价值。但是,实现复合深孔的高效精密加工需要在设备、工具、工艺、控制等方面综合研究,虽然在刀具及工艺方面开展了部分尝试,取得了一定的效果,但在深孔加工的排屑、断屑控制,刀具状态监测等方面研究还不够深入,局部技术的研究很难系统解决问题,还需要在后续研究中不断深入。
