基于数字化车间的中型轴承锻造机械加工系统设计
2019-04-30黄红兵
徐 培,黄红兵
(六安职业技术学院,安徽 六安 237158)
0 引言
受科技因素的影响,社会诸多领域发生了翻天覆地的变化,其中在制造业的中型轴承锻造产品方面发生的变化不仅体现在中型轴承产品的数量增多,而且还表现在高可靠性、高精度使用环境下的产品应用[1-2]。由此可见,对于整个商品市场而言,产品在科技因素的作用下不仅迎来了新的发展机遇,而且也面临着不少挑战,及时抓住机遇并且克服挑战是获得进一步发展的关键。在这样的背景下,数字化车间的中型轴承锻造机械加工系统得到广泛应用。笔者从数字化车间入手,探讨中型轴承锻造机械加工系统设备集成技术应用,以此来明确这一方面的内容。
数字化车间的中型轴承锻造机械加工系统概念被提出以后,传统的中间轴承锻造生产模式将面临诸多挑战,这种挑战不仅是传统的生产工艺,而且是机械加工模式的变革。数字车间设备集成技术的合理应用不仅有助于整体提高轴承锻造机械加工工艺的水平,而且在数字车间的帮助下融合了网络终端、计算机仿真和虚拟现实技术相互对接, 间接提高了锻造设备的产出质量。数字化车间的应用很大程度上在实际轴承加工中促进了锻造工艺技术的发展[3]。
中型轴承锻造机械加工系统的功能是准确和定量控制轴承锻件的生产过程,这是更薄、更准确、更稳定的机械加工系统,并在优化机械质量、过程和锻件成本过程中,使得轴承锻造和质量控制形成闭环控制,以至于将质量尽可能控制在一定的范围内[4]。现今,大部分的制造车间的制造过程得不到有效的监控,工艺难以把握,一旦出现废品,很难定位是哪个环节造成的。鉴于此,笔者借助多年的锻造机械加工工艺的经验,同时借鉴了先进的文献资料和技术文档,对锻造机械加工工艺进行更为深入的剖析与尝试。本文将数字化车间与锻造工艺相互结合,提出了一种信息共享的机制,实时监控各个工艺过程,提高了中型轴承锻造机械加工实际需求,设计了一套基于云存储的数字化车间制造过程系统。
1 数字化车间的相关内容分析
随着制造业的进步和发展,传统数字化车间的中型轴承锻造机械加工的精度和生产工艺的质量已经不能满足传统制造加工的需求。数字化车间概念的提出不仅是信息技术发展的产物,而且也是为了迎合锻造机械加工工艺实时监控发展趋势的需要。中型轴承广泛地应用于各个领域,是制造设备的重要组成器件,借助于数字化车间的信息技术实现工艺制造过程的信息共享,间接提高锻造机械加工工艺质量,使得整个锻造过程更为快速、准确、可追溯。
1.1 数字化车间基本内容以及产生的背景
在信息技术发展全球化的趋势下,数字化车间应运而生,带来了机械加工工艺过程的监控追溯方法,从工艺信息中分析质量较差的制造环节,从而为提高工艺质量提供了一种新方案。依靠数字化车间的信息科技,有效缩短轴承锻造的制造过程、提高产品制造工艺、加速产品更新速度、减少制造周期和定制生产模式是历史必然的趋势。数字化车间轴承锻造加工系统设计可以从提高轴承锻造工艺出发作为一个研究重点,借助信息化技术间接提高机械产品的核心竞争力,从而推广到各个关键机械部件的加工过程中,实现产业升级。在数字化车间的帮助下,产品设计人员和产品管理人员可以从数字化车间系统中追溯加工过程,从而对中型轴承的生产质量提高有很大的帮助。
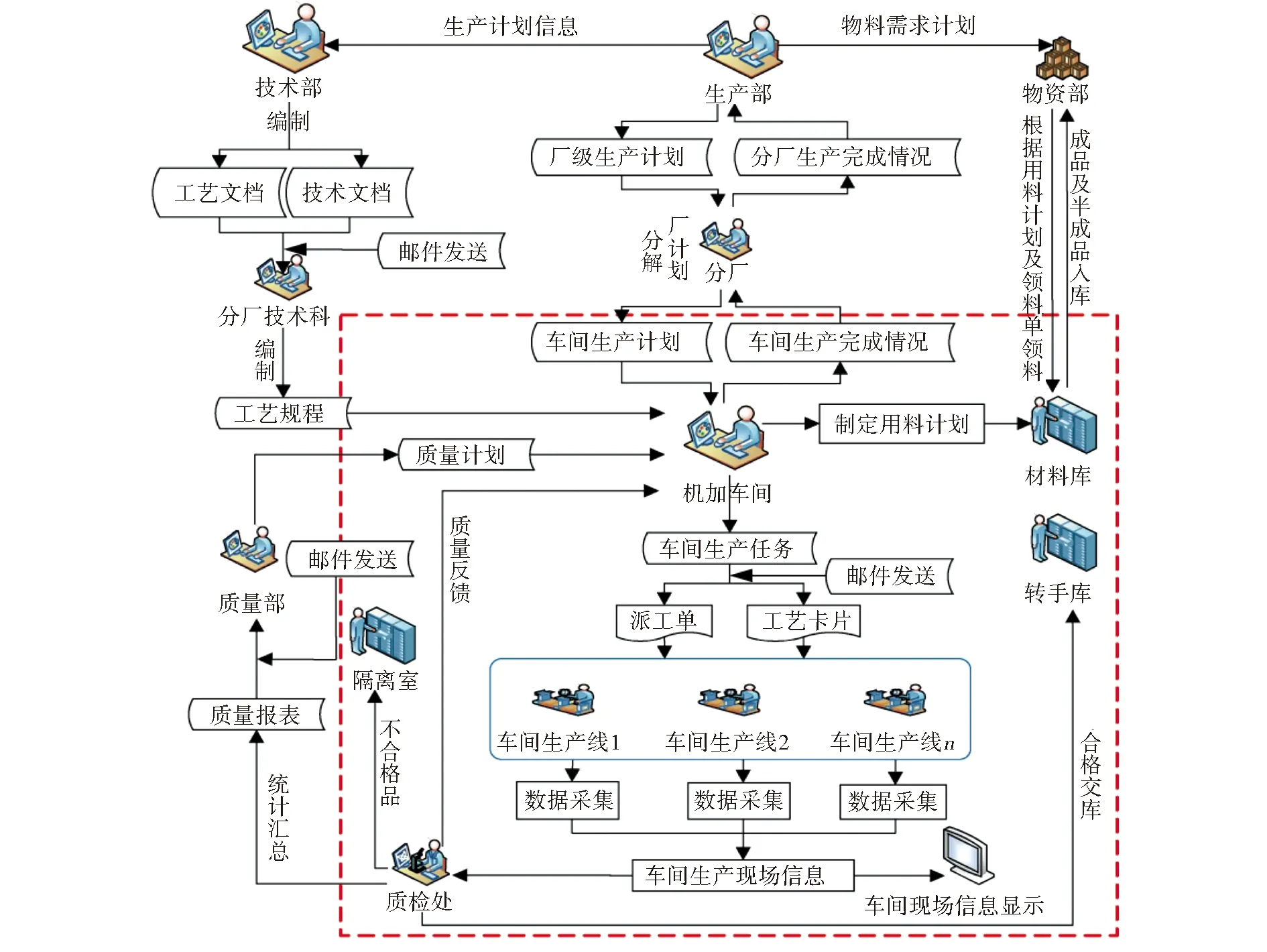
图1 数字化模式下加工车间架构图Fig.1 Structure diagram of processing workshop in digital mode
在提高了中型轴承锻造机械加工工艺质量的同时,企业最希望的就是缩短中型轴承的制造周期。因为对于企业来说,周期就是效益。单位时间生产的良品率越高,企业的生存几率就越大[5-6]。在中型轴承锻造机械加工产品的生产和使用中,数字化车间的主要目的是缩短中型轴承锻造机械加工的设计与制造之间的距离,借助于数字化车间信息技术可以很快地分析出整个生产过程中哪个环节是否有问题,企业产品管理人员只需要把有问题的环节加以避免就可以提高产品的质量,有利于促进数字车间的全面进步和发展[7]。
1.2 机械加工车间架构
数字化车间的概念是以计算机信息技术为依托,借助于数据信息交互为手段,监控整个锻造机械加工过程,上报给数字车间系统进行处理、分析与保存,给企业人员分析产品提供了一个有效的手段。在数字化和制造业结合的基础下,依据企业对产品工艺的实际需求,可以从数字化系统中分析有问题的工艺环节,从而提升了整个制造过程。数字化车间的中型轴承锻造机械加工系统架构图如图1所示。从图中可以看到,在数字化车间的帮助下,员工可以在远程监控中型轴承每个加工细节,环环把控每个流程,保证加工的工艺品质。
1.3 机械加工系统框架结构

图2 数字化车间框架结构图Fig.2 Digital workshop frame structure diagram
数字化车间框架结构图如图2所示。数字化车间是以信息技术为基础,将智能制造的概念应用到机械加工系统当中去。数字化锻造系统采用网络技术、数据分析和数据追溯来诊断中型轴承在产品设计、锻造质量过程中是否有问题,从而进行售后跟踪,缩短中型轴承产品的周期,提高产品质量等。数字化车间一般分为车间、生产线、加工单元和操作层。
数字化车间,从架构上分为数字化车间、数字化生产线、数字化加工单元和数字化加工单元及操作。
2 轴承套圈锻造加工工艺
2.1 锻造成型
中型轴承是制造机械设备的基本关键部件,以往由于制造技术工艺难以保障,大多数轴承都采用进口加工。在数字化信息技术的帮助下,轴承锻造在成型过程中就可以有效地进行工艺上的提高,这不仅仅带来了巨大的市场前景,而且可以引领产业升级,突破国外技术的封锁。热锻是我国轴承制造业的主要技术。在实际的加热过程中,为了保证锻件的质量,达到降低能耗的目的,金属钢坯的加热温度必须准确测量,同时在生产单轴承环或间歇轴承环,对生产能力的变化具有较强的适应性。
锻造成型阶段采用主加热的方式,采用锻造设备,使形状和尺寸能够满足加工要求。轴承包括套圈、滚动体和保持器等内容,在轴承的锻造机械加工过程中,需要对金属环材料施加一定的压力,以获得满足加工形状、尺寸和质量指标等一系列的机械性能。通过锻造可以消除金属内部缺陷,改善金属结构,有效改善轴承环的金属密封。在此阶段,按要求将原料切成进料段,不仅是为了下料形状与质量的精准度,而且要提高剪切速度,使用单点机械压力机或者是油压机辅助模具剪切下料。
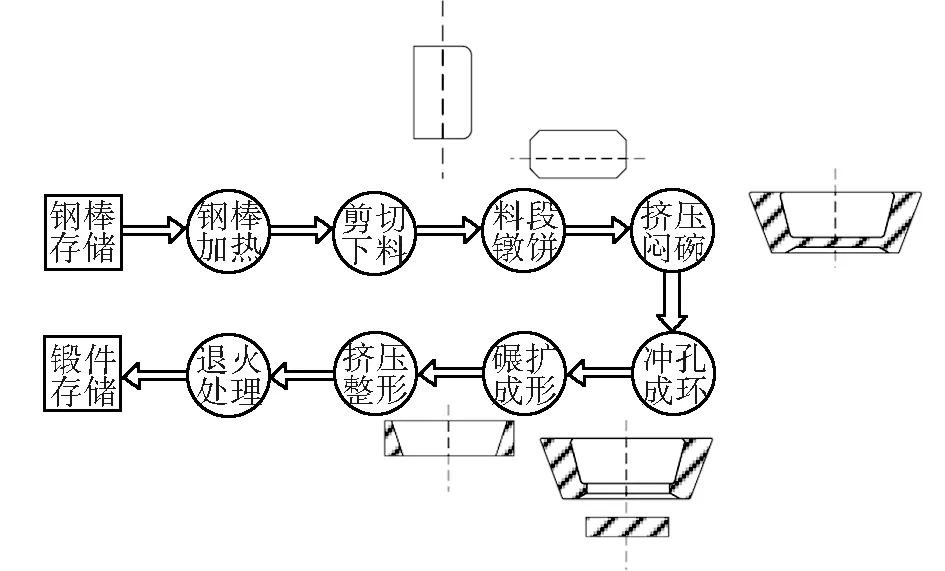
图3 轴承圈“一火锻”工艺流程图Fig.3 Process flow chart of bearing ring “one fire eorging”
下料质量会受到剪切时棒料轴向窜动与翘曲的阻碍,使得锻造成型阶段可以进行严格的成型工艺控制。
2.2 锻后处理
在锻造处理的这个阶段,检查中型轴承的锻件质量好坏,并且及时地剔除切屑,完善轴承的产品质量,修复质量参数不满足要求的轴承锻件,并对锻件表面进行热处理,以满足轴承环锻造加工的要求。锻件的变形应遵循剪应力法、最小阻力法、体积不变法、弹性变形法和塑性变形法的规律,合理地改善轴承套圈的内部结构,提高强度和塑性变形。轴承圈“一火锻”工艺流程图如图3所示,钢的塑性、冲击韧性等机械性能参数均可以反映出中型轴承环锻件工艺的综合系数,中型轴锻造的性能变化与结构的变化有关。在锻造过程中,应选择塑性高、抗变形能力强的轴承环锻件,将加热温度合理控制在允许温度范围内,避免过热。
2.3 锻造优化
数字化车间的中型轴承锻造机械加工系统的主要功能是将中型轴承锻造工艺和机械锻造过程进行更为精确的控制,尽可能消除存在的手工工艺质量误差,使锻造加工工艺的过程更加精益,锻造质量品质更为稳定,锻造后的中型轴承具有更强的可追溯性和优化性。结合多年来的锻造加工的经验,对中型轴承锻造工艺及结构优化设计进行研究和探讨。
许多专家学者和企业一线锻造工艺从业人员都在探索中型轴承环锻造技术的优化方法和策略,获得了值得借鉴的工艺优化方法。从传统制造业轴承的锻造方法可以看出,典型的中型轴承锻造工艺要进一步提高锻件材料的利用率和产品工艺质量,其优化核心步骤是轧制工艺。目前,在中型轴承的轧制过程中一般采用直辊,对这一锻造工艺的优化来自两个方面,一是调整中型轴承的环锻尺寸;二是调整中型轴承的形状。在锻造工艺的粗加工过程中,应及时清除半成品滚道高温引起的薄层氧化,以保证刀具的精度。优化方法包括落料、加热、镦粗、挤压、基材切割、轧制和喷丸。随着锻造工艺技术的发展和提高,在具体锻造工艺中应结合上述优化工艺。
中型轴承锻造机械加工工艺优化描述如下:
1)建立中型轴承加工工艺的数据库。该工艺库可以动态存储在锻造过程中的中型轴承机械工艺加工参数相关信息,支持中型轴承在锻造过程的工艺参数实时控制。
2)建立中型轴承锻造工艺机械模型。通过中型轴承锻造机械加工工艺模型中的具体工艺程序,不仅可以验证质量工艺数据库信息的准确性和质量等级,而且可以为轴承成品加工工艺提供质量模板。
3)建立中型轴承环工艺优化模型。优化模型应同时包含轴承环公差标准和尺寸等关键工艺信息[8]。在具体的工艺设计锻造的过程中,只能提供必要的中型轴承锻造机械产品信息,在工艺过程模型库中生成所需的过程数据,以提高和优化工艺。
3 锻造过程数据采集与系统设计
3.1 数据采集系统
随着经济的快速发展和人民生活水平的不断提高,将数据从数字化车间的中间轴承锻造加工系统中传输到PC机中使用与提供后续分析。人们对中间轴承锻造加工提出了更高的要求,计算机网络技术的发展使得智能家居逐渐变成了现实,基于ZigBee的数据采集系统以其成本低、质量优和方便快捷的优点备受人们的关注,成为研究重点。根据当前物联网架设需求,将组网方式分为本地局域网组网方式和广域网组网方式两种,这两种组网方式都是当前组网方式的扩展。在网络结构中,服务器放置于本地,机器人控制器(RC)通过无线终端机与本地节点相连接,一个本地节点可以连接10台RC,本地节点将数据采集到后,再次通过无线终端与本地服务器相连接,服务器通过3G网卡或有线网络与Internet相连接,客户端浏览器通过Internet网络从本地服务器上浏览信息。
各数据点的对应关系为:本地节点与RC:一对多;本地服务器与本地节点:一对多。
3.2 轴承锻造加工体系设计
数字化车间的中间轴承锻造加工系统中的锻造过程包括数据采集、系统设计、生产管理、工艺流程监控和产品质量跟踪等功能。在进行数字化车间轴承锻造机械加工系统过程中,首先需要明确锻造加工计划,制定出一套详细的工艺数据采集方案,然后再进行锻造执行,跟踪回溯,收集有用的信息数据和提供完善的售后跟踪服务。对于中轴承锻压加工系统的制造工艺进行监控,一般需要通过信息流溯源来断定和诊断中轴承的锻造过程是否有问题发生。通过对轴承锻件生产过程中各种因素的实时信息分析,可以快速反馈和处理异常情况。
3.3 轴承锻造加工软件设计
在轴承的制造过程中数据采集如图4所示。为了解决数据采集过程中信息交互的问题,在数字化车间中型轴承锻造系统中采集数据的自动上传、分析等技术,分别对上传的工艺数据进行诊断,并通过以太网传播到轴承工艺数据库中。
目前,企业对数字车间介质轴承锻压机加工系统的需求总结如下:
1)数字化产品质量管理。掌握轴承生产锻造的实际生产状况,并且有效地监控在锻造过程中易出现次品的生产流程,有利于掌握次品中轴承锻过程中一系列问题。
2)锻造材料管理。数字化车间锻造系统在工作过程中实时地进行数据采集,分析轴承锻造工艺,有利于安排生产任务,并对介质轴承锻造产品存在的问题进行回顾性分析。
3)产品质量管理。跟踪收集轴承锻压机械半成品信息,跟踪半成品质量,避免漏检和不及时检验,保证产品生产周期的质量。
4)报表系统统计分析。通过数据获取—存储—处理—应用,对数据进行科学分析和显示,形成可视化的图形报表。例如,可以查看机床操作效率表和报警信息表来控制整个生产过程。
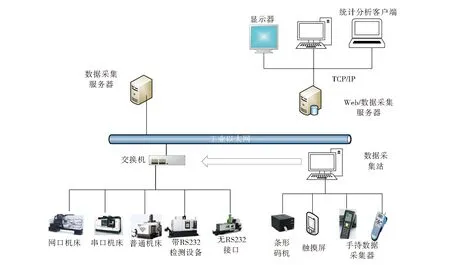
图4 制造过程异构数据采集Fig.4 Heterogeneous data acquisition in manufacturing process
4 结论
中小型轴承锻造加工系统数字化车间在提高轴承精度和工艺质量已成为必然趋势。因此,在数字化车间进行研究的基础上,提出了一种提高中型轴承锻造机械加工工艺综合技术的合理应用策略管理软件。在中型轴承锻造的高可靠性、高精度的中型轴承锻造机械加工的过程中,轴承锻件的锻造环境,如温度和加热周期等,在整个数字化车间的中型轴承锻造机械加工系统生产过程中必须严格实时控制。该机械加工系统有效结合了数字化车间的信息交互思想,对关键的工艺信息进行处理分析,后期供专业人员进行跟踪追溯,将分析到的有问题环节进行工艺产业升级,从而保证了产品质量,缩短了产品周期,对未来数字化车间中型轴承锻造机械加工系统提供了保障,对整个产业升级起到了一定的作用。
