高锰钢轻压下工艺的试验研究
2019-04-28吴时恒
张 奇,吴时恒
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.上海世界外国语中学,上海 200233)
0 前言
连铸坯在凝固过程中容易形成中心偏析和中心疏松等缺陷,将引起钢材的一系列问题,如钢材的延展性能、焊接性能以及抗氢致裂纹等。随着用户对连铸坯质量要求的日益提高,中心偏析和中心疏松已经成为生产高端产品的一个重要制约因素。动态轻压下是当前国际上正在大力发展的连铸新技术,其在改善甚至消除连铸坯的中心偏析和中心疏松,提高铸坯内部质量具有十分显著的效果。为了充分发挥连铸机动态轻压下技术在提高高锰钢铸坯内部质量方面的作用,对其轻压下工艺参数进行试验研究有着极其重要的作用。
1 中心偏析形成机理和轻压下原理
在连铸坯的凝固过程中,由于凝固过程选分结晶(即高熔点成分先结晶,低熔点成份后结晶)的作用,使树枝晶间的钢液富集了溶质元素。与此同时,铸坯鼓肚和凝固收缩等造成的内部空穴抽吸力,以及辊子的不对中和辊子变形形成的周期性强弱挤压等造成了枝晶间残余液相的流动,这些流动都会引起凝固前沿和枝晶间富集溶质元素的钢液不断向连铸坯中心附近流动并凝固,从而形成了铸坯溶质含量中心高、周围低的分布状态,即形成严重的宏观偏析。
综上所述,改善中心偏析的最佳方法就是减弱因各种因素导致的凝固末期的铸坯内液相的流动,阻止枝晶间残余高溶质元素钢液的流出。
轻压下原理就是通过在连铸坯凝固末端附近施加适当压下力,从而产生一定的压下量来消除凝固收缩产生的空隙,防止枝晶间富集溶质元素的钢液沿连铸坯厚度方向向中心流动,同时,所产生的挤压作用还可以促进液芯中富集溶质元素的钢液沿拉坯方向反向流动,使溶质元素在钢液中重新分配,起到改善中心偏析的作用。
2 工业试验条件和方法
连铸坯凝固末端枝晶结构如图1所示,根据大量理论研究,轻压下合理压下区间大约为铸坯中心固相率0.3~0.7的位置,该值和钢的成分、连铸坯断面及生产设备有关,一般都是根据具体实验结果修正而得。
本试验钢种高锰钢,钢种代号为5546,成分如表1所示,试验的压下位置和压下量等参数如表2所示。根据设定的试验计划,在拉速达到试验条件并稳定30 min,取1块铸坯并记录。待铸坯冷却后用火焰切割机在铸坯头部切割厚度为20 mm的试样块,并用机床对试样切割面进行机加工,其加工量大于10 mm,然后对试样的加工面进行酸腐蚀,得到枝晶组织图,根据检验标准对铸坯凝固组织缺陷进行宏观检测。

图1 连铸坯凝固末端枝晶结构示意图

表1 钢种成分

表2 轻压下试验参数
3 轻压下工艺参数的优化研究
3.1 铸坯的低倍酸腐蚀检验
对表2试验参数条件生产的铸坯通过酸腐蚀进行低倍检验,结果如表3所示,包括铸坯的中心偏析等级、中心疏松等级、中心裂纹等级和中间裂纹等级。

表3 铸坯的低倍试验结果
3.2 压下区域对中心偏析的影响
在上述试验中,试验1~3拉速均为1.1 m/min、总压下量为3 mm,但是二者压下位置不同,1号试验压下位置为fs=0.3~0.7区域,2号试样压下位置为fs=0.2~0.6区域,3号试样压下位置为fs=0.3~0.8区域,三者实际对应扇形段的压下结果如表2所示。本文对三者的试验结果进行对比,研究压下区域对中心偏析等内部质量的影响。
从表3可以得知,在拉速和总压下量相同的情况下,1号和3号试验结果明显比2号试验结果好。对比表2可以看出,1号和3号主要在扇形段5压下了2 mm,而2号主要在扇形段4压下了2 mm,由此可以得出,2号试验压下位置靠前即压下过早,这时由于铸坯中心液芯厚度偏大,压下量所产生的挤压效果没有使铸坯中心钢液中高浓度溶质元素均匀扩散,随着铸坯进一步凝固,在铸坯中心出现中心偏析现象。因此,合适的压下区域为fs=0.3~0.8,并且主要压下量在固相率为0.3~0.8的后半区域。
3.3 压下率分布对中心偏析的影响
在4、5、6号试验中,拉速均为1.3 m/min,总压下量为4 mm,但三者压下率分布不同。由表3可以得出,在拉速、压下位置和总压下量均相同的情况下,不同压下率分布对铸坯中心偏析影响很大。图2给出了三者压下率的分布,由图2可以看出,4号试验在压下区域内,压下率平均分配,大约为1 mm/m;5号试验在压下区域内,压下率在扇形段5内为1.5 mm/m,进入扇形段6减小为0.5 mm/m;而6号试验与5号试验正好相反,压下率在扇形段5内为0.5 mm/m,进入扇形段6增大为1.5 mm/m。根据试验结果,按偏析严重程度从大到小的排序为:5号>4号>6号。即压下率先大后小时,出现了相对较严重的中心偏析,而压下率平均分配时,中心偏析较前者有明显改善;而压下率先小后大时,中心偏析效果最好。
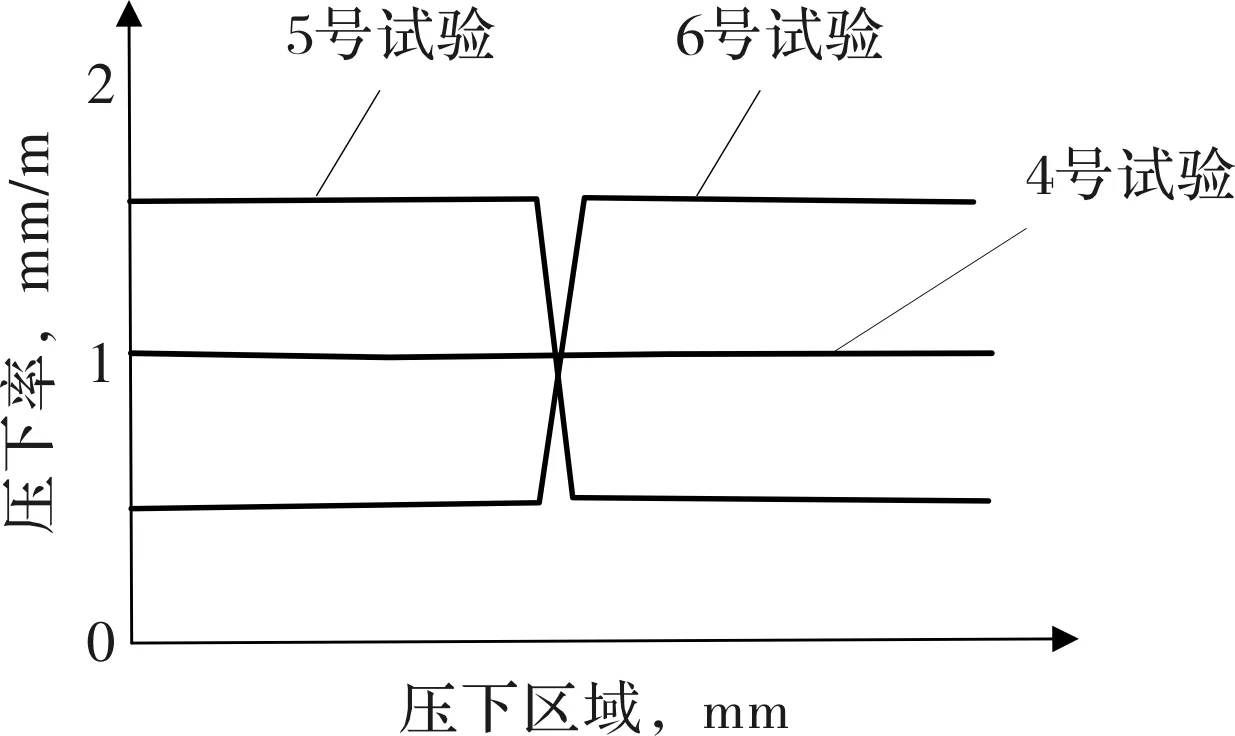
图2 压下率分布
这是因为,在压下区域内,若压下率先大后小,即前面扇形段压下量大于后面相邻扇形段的压下量,则会阻碍钢液中高浓度溶质元素向前流动扩散的通道,使之不能重新溶解,进而在铸坯中心形成偏析。因此,通过上述试验分析可以得出,在压下区域内,最佳的压下率分布为压下率先小后大,逐步增加。
3.4 拉速对中心偏析的影响
在1号和7号试验中,压下率分布相同,压下量相同,但是二者拉速不同,前者为1.1 m/min,后者为1.3 m/min。如图3所示为二者在厚度方向上各位置处的偏析指数。由图3可见,在轻压下参数相同的情况下,拉速为1.1 m/min的1号试验铸坯的偏析指数均相对较小, 其中心最大正偏析比分别为1.05;而拉速为1.3 m/min的7号试验铸坯的偏析指数比较严重,其中心最大正偏析比为1.4。由此可见,低拉速有助于降低连铸板坯中心偏析,可以获得较好的铸坯内部质量。这是由于随着拉速的增大,铸坯在结晶器内的停留时间变短,不能及时消除钢液过热度,导致铸坯液芯延长,这样一方面推迟了等轴晶的形核和长大,扩大了柱状晶区,易发生凝固搭桥现象;另一方面由于坯壳相对较薄,增加铸坯发生的鼓肚量,促进了枝晶间富集溶质元素的钢液向中心流动,因此加重了中心偏析。

图3 偏析指数在厚度方向上的变化
从图3可以看出6号试验在中心附近出现了0.93的负偏析,但整体偏析指数均在1附近0.05范围内波动,中心偏析等级为C0.5。因此,相对1号试验,尽管拉速提高了0.2 m/min,但由于通过调整压下率分布和压下量,完全弥补了由于提高拉速而加重的铸坯中心偏析,这样可以在提高拉速的同时也保证铸坯内部质量。
4 结论
通过对高锰钢轻压下工艺的试验,得出以下结论:
(1)轻压下最佳的压下区域为固相率为0.3~0.8,并且该区域的后半部分为主要压下位置;
(2)在拉速和压下量一定是,在压下区域内,压下率分布要逐步增加,这样有助于溶质元素的重新溶解,减小中心偏析;
(3)在轻压下参数为一定时,提高拉速会有所增加中心偏析,但通过合理的压下率分布和压下量,仍能保证较好的铸坯内部质量。
