铌微合金化高强抗震钢筋的生产实践
2019-04-26王培培
王培培
(1.西安建筑科技大学, 陕西 西安 710055; 2.陕西钢铁集团有限公司, 陕西 西安 710018)
HRB400E高强度抗震钢筋以其良好的力学性能迅速的走入市场,已成为建筑钢筋的主流。微合金化技术是目前世界各国发展高强度钢筋的主要工艺路线,钒被认为是提高HRB400E钢筋强度最合适的微合金化元素之一[1]。但是,由于近期钒铁和钒氮合金价格大幅上涨,越来越多的钢筋生产企业开始采用铌铁代替钒铁和钒氮合金微合金化。陕西钢铁集团有限公司结合企业生产特点,在稳定钢材性能及质量的前提下,进行铌微合金化生产试验,以达到降低合金成本的目的。
1 工艺方案
1.1 成分设计
依据GB/T 1499.2—2017标准要求,对含铌微合金化HRB400E钢筋化学成分(见表1)和力学性能(见表2)进行设计。
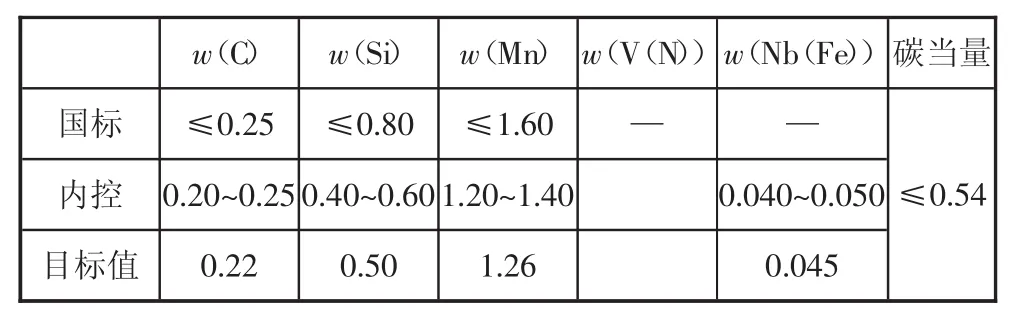
表1 铌微合金化HRB400E钢筋成分设计
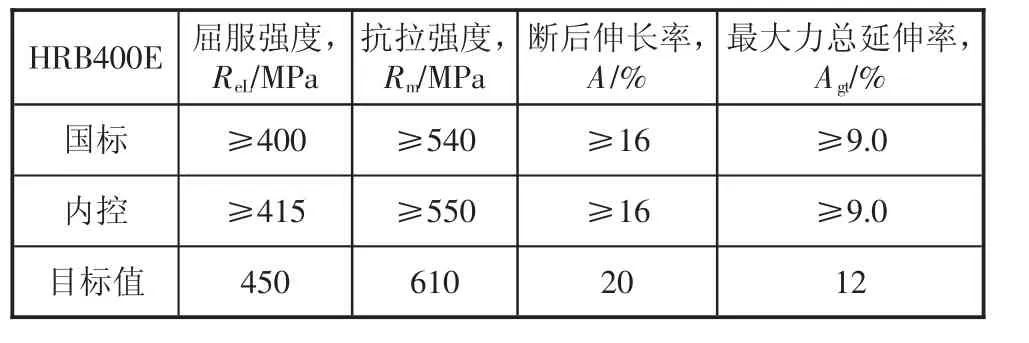
表2 铌微合金化HRB400E钢筋力学性能设计
1.2 工艺流程
混铁炉→120 t转炉→吹氩站→方坯连铸机→轧钢厂。
1.3 操作要点
1.3.1 转炉操作要点
1)保证所有合金烘烤质量,稳定出钢过程温降。
2)出钢过程所有合金分批加入,总时间大于2 min,铌铁合金随最后一批合金加入。
3)出钢时间大于4 min,必须保证钢包底吹正常,且全程底吹搅拌,时间不小于8 min。
4)出钢前保证出钢口完好,做好一次、二次挡渣,减少出钢口、大炉口下渣。
1.3.2 连铸控制要求
1)连铸过程必须全保护浇铸,且使用自动加渣装置,液面自动控制系统。
2)中包温度(见表 3)。
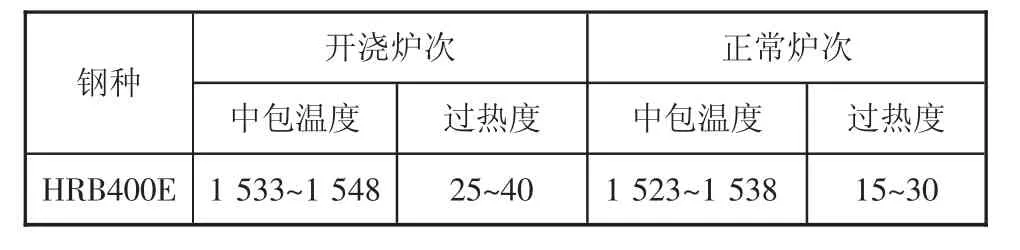
表3 中包温度控制设计 ℃
3)拉速控制在2.7~3.1 m/min;二冷比水量在常规HRB400E比水量基础上适当降低。
1.3.3 轧钢操作要求
1)试验轧制规格为Φ12 mm、Φ16 mm、Φ20 mm。
2)加热炉温度控制要求(见表4)。
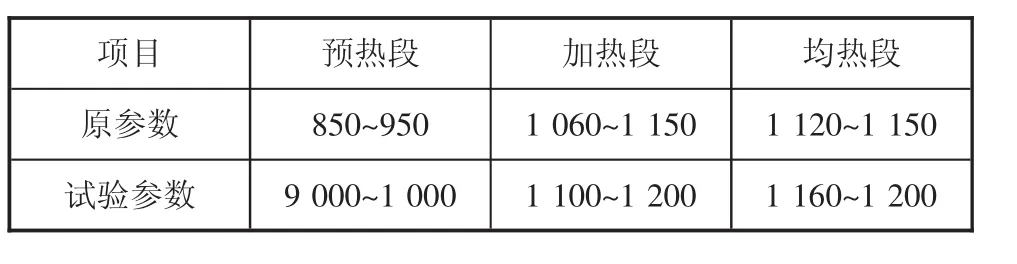
表4 加热炉温度控制 ℃
3)轧制速度按照现场正常速度控制。
4)开轧温度为(1 040±20)℃。
5)上冷床温度为920~970℃。
2 生产情况分析
本次铌微合金化生产HRB400E共20炉,热坯入炉分别轧制了Φ20 mm和Φ16 mm规格的螺纹钢,冷坯入炉轧制了Φ12 mm规格的螺纹钢。其中Φ20 mm规格的共轧制了199支,Φ16 mm规格的共轧制了381支,Φ12 mm规格的共轧制了300支。具体化学成分和力学性能见表5。
从表5可以看出,本次铌微合金化生产的钢筋性能全部符合GB/T 1499.2—2017标准要求,ReL≥400 MPa,Rm≥540 MPa,A≥16%。Φ20 mm 规格钢材屈服强度在 425~450 MPa,平均屈服强度438 MPa;抗拉强度在575~615 MPa,平均抗拉轻度593 MPa;断后生伸长率在24%~28%,平均断后伸长率25.7%。Φ16mm规格钢材屈服强度在430~465MPa,平均屈服强度448 MPa;抗拉强度在575~630 MPa,平均抗拉轻度607 MPa;断后生伸长率在19%~30%,平均断后伸长率26%。Φ12 mm规格钢材屈服强度在425~475 MPa,平均屈服强度444 MPa;抗拉强度在560~650 MPa,平均抗拉轻度601 MPa;断后生伸长率在23%~29%,平均断后伸长率27%
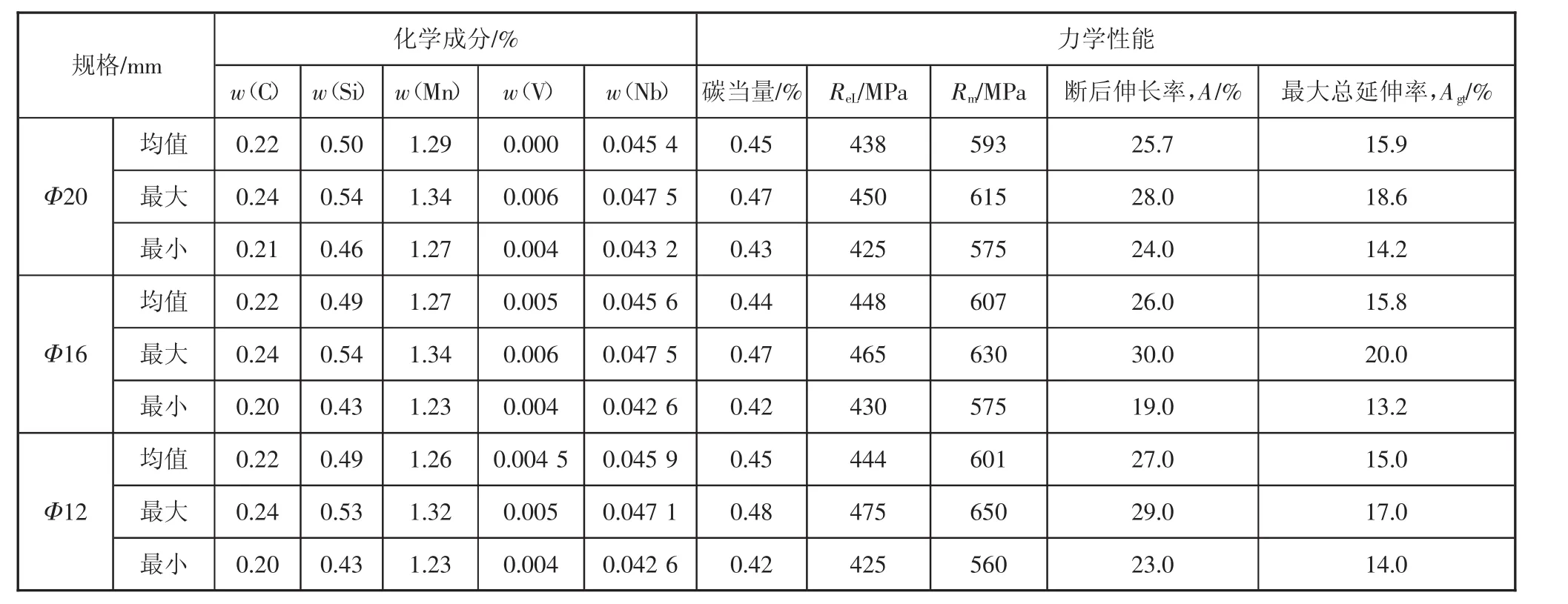
表5 铌微合金化生产HRB400E化学成分和力学性能情况
同时,将本次试验的铌微合金化钢材和同规格同期的钒微合金化钢材成分和性能进行了对比(见表 6)。

表6 铌微合金化钢材和同规格同期的钒微合金化钢材成分和性能对比表
从表6中可以看出,本次含铌微合金化钢试验,性能均合格。但与同规格同期的钒微合金化钢材相比,其平均性能略微偏低。
3 经济效益分析
根据实际试验情况,对其合金成本进行测算(见表 7)。

表7 单质元素合金成本价格情况
成本差=Si元素单价×元素对比差值+Mn元素单价×元素对比差值-硅锰合金带入Si量×Si元素单价+V元素单价×元素对比差值+Nb元素单价×元素对比差值。
Φ20 mm 成本差=1.19×(-0.004)/0.01+1.68×(-0.164)/0.01-17/65×(-0.164)×1.19+56.47×(-0.024 4)/0.01+31.59×0.043 4/0.01=-28.66 元/t;
Φ16 mm 成本差=1.19×(-0.008)/0.01+1.68×(-0.172)/0.01-17/65×(-0.172)×1.19+56.47×(-0.024)/0.01+31.59×0.043 6/0.01=-27.59 元/t;
Φ12 mm 成本差=1.19×(-0.014)/0.01+1.68×(-0.187)/0.01-17/65×(-0.187)×1.19+56.47×(-0.023 2)/0.01+31.59×0.043 9/0.01=-25.35 元/t。
从以上计算可以看出,铌微合金化生产HRB400E高强钢筋比钒微合金化生产HRB400E高强钢筋成本约降低 25.35~28.66 元/t。
4 结论
1)在现有生产工艺条件下,用铌铁进行微合金化,完全能够生产满足GB/T 1499.2—2017标准的HRB400E高强抗震钢筋。
2)采用铌微合金化生产Φ12 mm、Φ16 mm、Φ22 mm规格的HRB400E高强抗震钢筋,钢材化学成分和力学性能均合格,但本次试验与同规格同期的钒微合金化钢材相比,其平均性能略微偏低。
3)铌微合金化生产HRB400E高强钢筋有一定的经济效益,可根据铌、钒合金市场情况随时调整生产,从而降低生产成本。
