2250mm热连轧粗轧区域跟踪控制分析及改进
2019-04-26王健
王 健
(首钢京唐钢铁联合有限责任公司,河北 唐山 063200)
首钢热轧2250mm热连轧于2009年正式投产,主要区域加热炉区域、粗轧区域、精轧区域、卷取区域。其中粗轧区域设备包括高压水除鳞机、压力定宽机、R1可逆粗轧机、R2可逆轧机以及连接辊道。所谓粗轧物料跟踪就是指控制钢坯的活动,通过物料跟踪控制轧线设备的动作时序,传输轧制数据。板坯正确传输是生产工艺要求的基本功能之一。通过板坯跟踪来实现相关设备的动作:如,侧导板的对中控制,定宽机的头尾短行程控制,立辊短行程和位置控制,轧机的咬钢控制,高压除鳞水的开闭控制,辊道的升降速控制等。
跟踪出错,必然导致相关设备的动作出错,进而影响板坯的工艺、质量要求。由于来料板坯的复杂性以及现场环境(水汽、氧化铁皮飞溅)干扰的影响,造成回退板坯,推废板坯,产生带出品的故障经常发生[1]。
1 影响粗轧区域板坯跟踪主要问题的原因分析
1.1 板坯在SSP入口打滑,造成跟踪出错
板坯在SSP入口频繁出现打滑引起的跟踪出错事故,跟踪出错导致SSP前侧导板对中异常(侧导板无法夹到板坯或只夹到一部分)。造成侧导板入口和出口宽度超偏差200mm以上,触发连锁保护。
SSP入口夹送辊“板坯跟踪”建立滞后或者提早,都会对定宽机的后续控制产生影响。具体表现为:板坯出现头部、尾部宽窄不一的不合格产品,板坯出现整体宽度超宽或拉窄的不合格产品。
1.2 板坯在SSP出口打滑,造成跟踪出错
板坯在SSP出口出现停滞事故,R1接近辊道速度为0,无法正常同步速度,影响正常轧制。经过分析,发现为板坯存在打滑现象,APZ跟踪信号不准确,板坯实际位置在SPXZ。跟踪不匹配造成连接辊道“速度同步”信号丢失。
1.3 板坯在R1和R2入口跟踪滞留,造成跟踪出错
板坯在R1入口区域跟踪滞留,是2250粗轧区域的常见故障,该故障出现频繁,非常容易受到现场环境的影响。每次都会造成板坯的推废,影响极大。经过反复分析,确定故障点为E1立辊抛钢滞后,抛钢滞后由于热检误检测到现场存在板坯,由于现场氧化铁皮和裙板的温度影响,热检出现了误检测。在现场误检测到板坯的情况下,保证正常轧制完板坯,是我们的重点研究对象。
2 粗轧区域跟踪改进措施
2.1 板坯在SSP入口的跟踪纠错
(1)经过对ODG和VTOOL程序的分析,发现由辊道速度建立的跟踪和板坯无法同步,实际板坯位置和程序跟踪位置发生紊乱。经过反复分析后,准备增加热检保护功能,以热检检测为主进行修正,热检没点亮则不允许侧导板进行对中。原有的跟踪距离大于11m时,侧导板就执行对中,不能消除打滑的影响。现在原有基础上增加热检保护功能,热检未检测到板坯存在前,不允许侧导板执行对中程序。
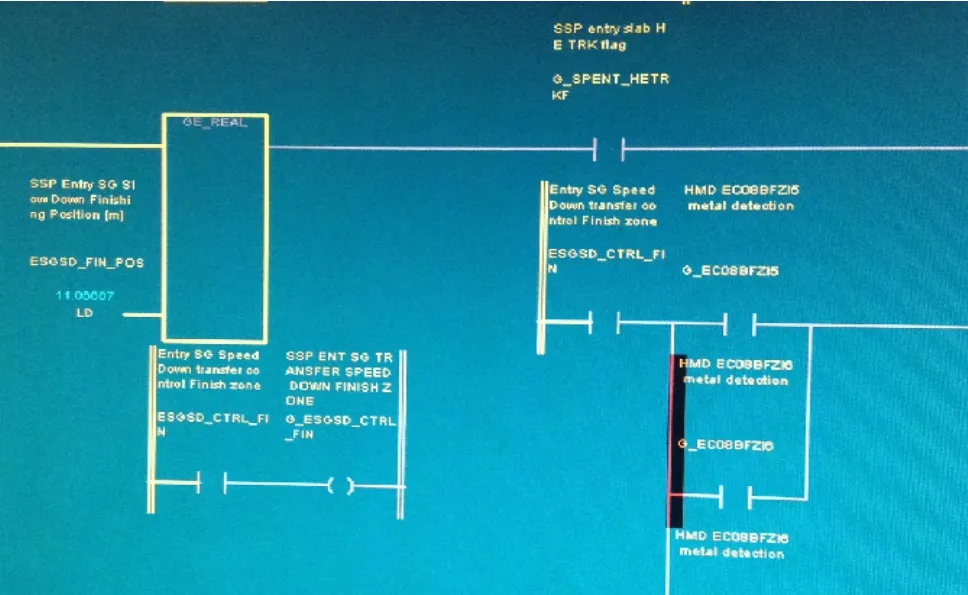
图1 增加热检保护程序
(2)通过增加检测定宽机夹送辊压力变化的方法,改变了传统定宽机仅靠辊道速度和热检测器建立“板坯跟踪”的技术方案,大大提高了定宽机夹送辊“板坯跟踪”的响应速度和精度。将原有的压力检测由原来的单纯判定大于90kn,修改为压力变化大于80kn也认为咬钢存在,消除了现场压力波动带来的影响。另外,为了提高撞击有效性,将原有的0.5m/s的撞击速度,修改为0.8m/s。
2.2 板坯在SSP出口的跟踪纠错
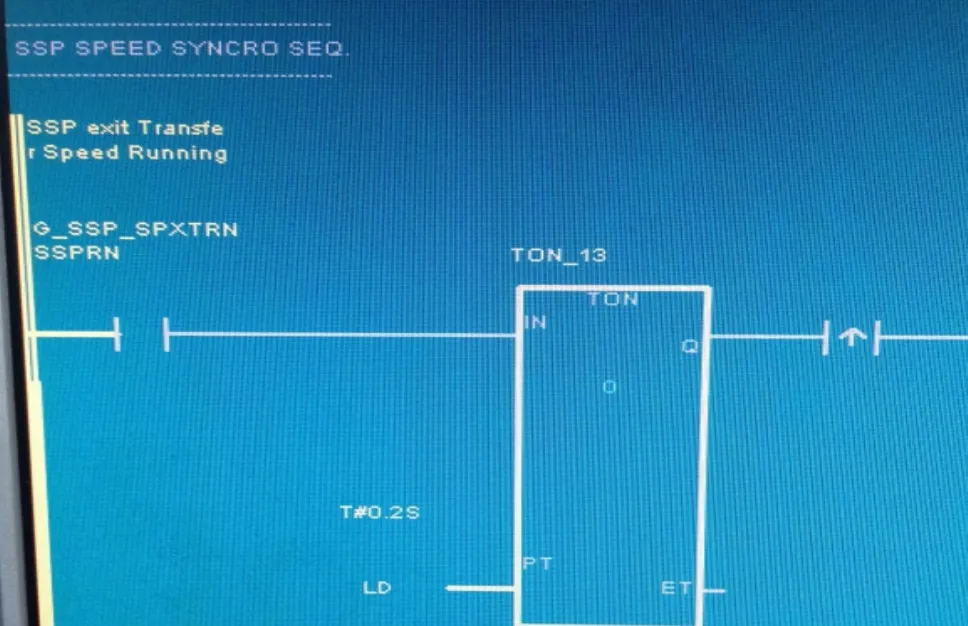
图2 增加延时程序
(1)将SSP出口传输速度信号的同步时序增加0.2中的延时,通过延时将跟踪修正,保证SSP出口和R1连接辊道速度的同步。
(2)利用年修期间更换SSP出口辊道保证辊道平齐,降低板坯打滑的几率。
(3)优化SSP出口夹送辊的抛钢程序,SSP出口夹送辊抛钢程序中在原来只靠跟踪判断的基础上增加辊缝和轧制力的判断,也就是增加在轧制力<50KN且辊缝小于板坯热态值-30mm时才能判断抛钢。这样使板坯在SSP出口抛钢时出口夹送辊能给出个输送的 力降低打滑的几率。
2.3 板坯在R1和R2入口跟踪滞留的纠错功能

图3 增加的保护程序
(1)研发用R1/R2平辊抛钢信号强制E1/E2立辊的抛钢,一旦板坯在R1/R2入口出现跟踪滞留,通过R1/R2的抛钢信号强制立辊抛钢,对跟踪起到纠错功能。具体做法为在奇数道次平辊抛钢后,延时3s钟,强制立辊抛钢,这样就可以保证R1/R2的辊道速度正常同步,避免了由于R1/R2入口跟踪滞留造成的板坯推废事故。
(2)现场增加冷却装置,在R1、R2入口HMD照射的裙板位置增加一个冷却装置,使此裙板保持持续冷却,降低因为裙板温度高导致HMD闪亮的概率,降低事故发生的概率。
3 结语
(1)通过2250热轧粗轧区域跟踪纠错功能的分析及改进,保证了生产线正常生产,减少了轧线的事故时间,提高了板坯的控制精度。
(2)2018年以前每个季度“2250粗轧区域板坯跟踪故障”约出现13次,总体处理时间为169min,推废板坯5块,回退板坯9块块。2018年之后未发生此类事故。通过粗轧跟踪纠错功能,板坯跟踪控制更加精确,无形中对SSP、立辊的头尾部短行程也存在一定的优化作用。
