马来酸酐表面改性秸秆增强热塑性淀粉复合材料
2019-04-24郭露露曹联君李金龙
银 鹏,郭露露,曹联君,李金龙,郭 斌,2,3*
(1.南京林业大学理学院,南京 210037;2.河南省农林产品深加工院士工作站,河南 漯河 462600; 3.南街村集团博士后科研工作站,河南 漯河 462600)
0 前言
由于石油基塑料对环境污染的日益严重以及对石化资源的依赖,迫切需要开发可生物降解的塑料,天然高分子因其可再生的特点比合成的可生物降解聚合物更具有优势。其中,淀粉作为一种广泛使用的天然高分子,因其低成本和生物降解性脱颖而出[1-3]。研究发现,天然淀粉本身虽不具有热塑性,但在合适的增塑剂,温度和剪切力的存在下,颗粒可以破碎、膨胀和熔化,并且可以破坏分子之间的氢键,制备出热塑性材料,称为热塑性淀粉(Thermoplastic starch,TPS),TPS能够适用于加工成型并且具备与传统热塑性塑料类似的特点。
然而,TPS仍有明显不足,如高水敏感性和低的力学性能,其受时间和湿度的变化影响很大。已报道的研究表明,将增强体(有机纤维或无机矿物)加入TPS,能有效提高复合材料的力学和加工性能[4-5]。常用的有机纤维有:棉花、亚麻、大麻、黄麻和剑麻以及木质纤维等,具有高强度,高刚度和低密度的特点[6]。Cheng等[7]研究了不同纤维增强复合材料的性能,发现纸浆、秸秆和剑麻增强后复合材料的热稳定性和力学性能提高明显。Jutarat等[8]用棉纤维增强大米淀粉塑料,研究发现棉纤维长度和用量是影响性能的主要因素,当用量相同时,较短棉纤维增强的大米淀粉塑料的力学性能较好。Lopez等[9]利用纤维(大麦秆和葡萄废物)对TPS进行增强,发现麦秆复合材料具有较高的弹性模量和抗张强度。秸秆资源在我国相当丰富,利用秸秆增强热塑性淀粉,不仅可以废物利用,而且在提高TPS的耐水和力学性能,并保持生物可降解性方面具有良好的应用前景[10]。然而,由于秸秆表面呈疏水性,与淀粉基体相容性较差。为了改善二者的相容性,可对秸秆纤维表面进行预处理[11]。马来酸酐(MA)是一种常见的改性与增容剂[12],本文主要使用MA对小麦秸秆表面进行改性,再与淀粉和增塑剂混合,通过双螺杆挤出机制备TPS/MA-WS复合材料,反应机理如图1所示,主要研究不同MA的用量对TPS/MA-WS复合材料的力学性能、断面形貌、热稳定性以及耐水性能的影响。

图1 MA-WS增强热塑性淀粉复合材料的反应机理Fig.1 Reaction mechanism of MA-WS reinforced thermoplastic starch composites
1 实验部分
1.1 主要原料
玉米淀粉,食用级,山东恒仁工贸有限公司;
小麦秸秆,周边地区采集;
甘油、马来酸酐、过氧化苯甲酰、氢氧化钠、盐酸、无水乙醇,分析纯,南京化学试剂股份有限公司。
1.2 主要设备及仪器
植物粉碎机,FZ102,天津泰斯特仪器有限公司;
pH计,PHS-25,上海康仪仪器有限公司;
双螺杆挤出机,SHJ-20,南京杰恩特机电有限公司;
注塑机,Bv90,上海纪威机械工业有限公司;
万能试验机,CMT4204,深圳新三思材料检测有限公司;
摆锤式冲击试验机,XJC-25D,承德精密试验机有限公司;
环境扫描电子显微镜(SEM),Quanta 200,美国FEI公司;
热重分析仪(TG),209F1,德国Netzsch公司;
光学接触角测量仪,DSA100,德国Kruss公司;
红外光谱仪(FTIR),VETERX 70,德国Bruker公司。
1.3 样品制备
MA-WS制备:首先将150 mL的乙醇加入250 mL的三口烧瓶中,分别将小麦秸秆质量的2 %、4 %、6 %、8 %的MA加入瓶中,充分搅拌,调节pH值,使其保持在8~9之间;再将小麦秸秆粉末加入瓶中,于45 ℃下反应4 h;再用稀盐酸调节悬浮液pH值呈中性;最后,抽滤并洗涤4次,置于70 ℃的烘箱中24 h,得到MA-WS;
样条的制备:分别取改性后的小麦秸秆4 g与300 g天然淀粉和100 g甘油在高速搅拌机中充分混合,通过双螺杆挤出机塑化挤出造粒,挤出机各区温度分别为115、120、120、115 ℃,螺杆转速为300 r/min;再经注塑机制备出哑铃状标准样条,注塑机各区温度分别为145、140、135、130,130 ℃,注塑压力为 72 MPa,密封保存。
1.4 性能测试与结构表征
FTIR分析:采用FTIR的ATR附件(衰减全反射)测其红外光谱,分辨率为4 cm-1,扫描范围为4 000~400 cm-1;
拉伸强度和断裂伸长率根据GB/T 1040—2006标准测定,拉伸速率为20 mm/min,每个样品测5~8根标准样条,取平均值;冲击强度根据GB/T 1043.1—2008测试,冲击能量为7.5 J,冲击速率为3.8 m/s,每个样品测5~8根样条,取平均值;
SEM分析:将力学性能测试中断裂的标准样条的断面喷金后观察断面形貌;
热稳定性分析:用TG进行分析,升温速率为20 ℃/min,温度区间为室温至600 ℃;
接触角测试:用接触角测量仪进行测试,每个样品分别在2~3根样条的不同部位测10个点,取平均值。
2 结果与讨论
2.1 不同用量MA改性WS后MA-WS的FTIR谱图
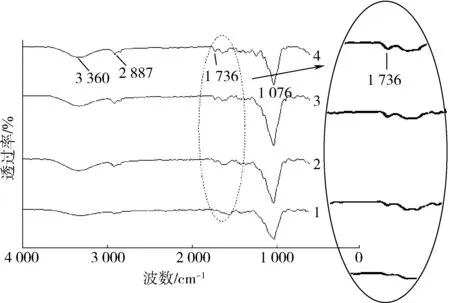
MA用量/%:1—0 2—4 3—6 4—8图2 不同用量MA改性WS后的FTIR谱图Fig.2 Infrared spectrum of modified WS with different dosages of MA

2.2 MA用量对TPS/MA-WS复合材料力学性能的影响
如图3所示,整体来看,随着MA用量的增加,复合材料的拉伸强度的变化趋势是先增大后减少,断裂伸长率总体呈上升趋势,这表明酸酐改性对力学性能影响较大。当MA用量为2 %~4 %时,更多的酸酐与秸秆表面纤维素大分子上的羟基发生反应,一部分发生了酯化反应,未反应的羧基则残留在表面,在挤出注塑过程中进一步与淀粉分子上的羟基发生酯化交联反应,这使复合材料的拉伸强度和断裂伸长率逐渐增加,当MA用量为4 %时,TPS/MA-WS复合材料的拉伸强度达到最大值2.76 MPa,断裂伸长率为158.24 %,性能最佳。此后,随着酸酐用量的进一步增加,WS与淀粉大分子之间酯化交联结构进一步增加,使材料脆性增加,因而拉伸强度有所降低;而过多的酸酐分子可能对体系有一定的增塑作用,故断裂伸长率略有增加。

图3 不同用量MA改性得到的WS/TPS复合材料的力学性能Fig.3 Mechanical properties of WS/TPS composites modified with different amounts of MA
如图4所示,与TPS相比,当MA添加量为2 %时,WS/TPS复合材料的冲击强度有所下降,这是由于热塑性淀粉自身有较好的韧性,WS的加入破坏了TPS基体的连续性,同时,2 %MA改性的WS与淀粉大分子之间还不能形成较强的作用力,故此时该体系的冲击强度略有降低。随着改性的酸酐用量的增加,WS/TPS得冲击强度表现为先上升后下降的趋势,这是由于随着改性的MA用量的增加,MA不但与WS结合紧密,其余羧基基团还能进一步与淀粉大分子的羟基形成酯化交联结构,有效提高相界面的粘结力,当MA含量为4 %时,冲击强度达到最大值。此后,随着酸酐用量进一步增加, WS与淀粉大分子之间形成更加致密的交联结构,因而脆性增加,冲击强度明显降低。
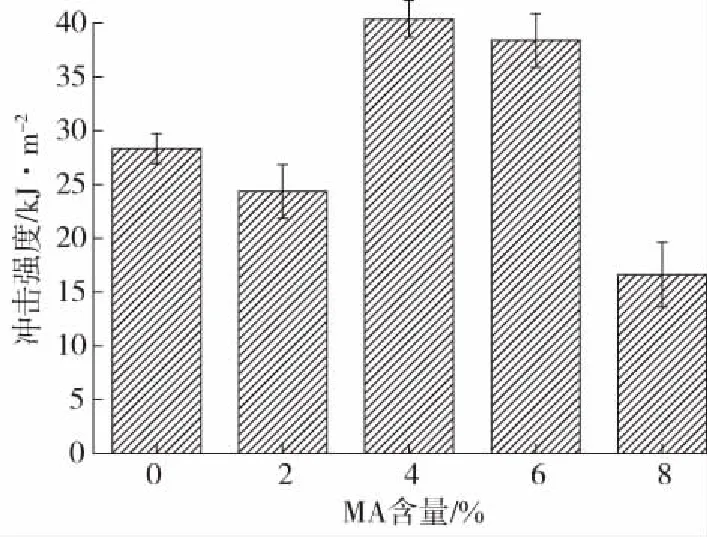
图4 不同用量MA改性WS/TPS复合材料的冲击强度Fig.4 Impact strength of different MA modified WS/TPS composites
2.3 MA用量对TPS/MA-WS断面形貌的影响
如图5所示,经过挤出注塑过程,天然颗粒状淀粉已塑化并转变为连续相,故纯TPS的断面非常平整。当1 %的MA改性后的WS加入其中,且改性MA用量为2 %和4 %时, TPS/MA-WS的断裂面相对比较平整,这是由于少量的酸酐改性的WS与淀粉大分子之间能形成较强的相互作用,有效改善了WS与TPS两相之间的界面相容性,整体保持强度和韧性的统一,故复合材料的断面相对平整。而当MA用量继续增加时,更多的MA使WS与淀粉大分子之间形成了致密的酯化交联结构,材料整体脆性增加,因而断面略有粗糙,这与前述力学性能的结果相一致。
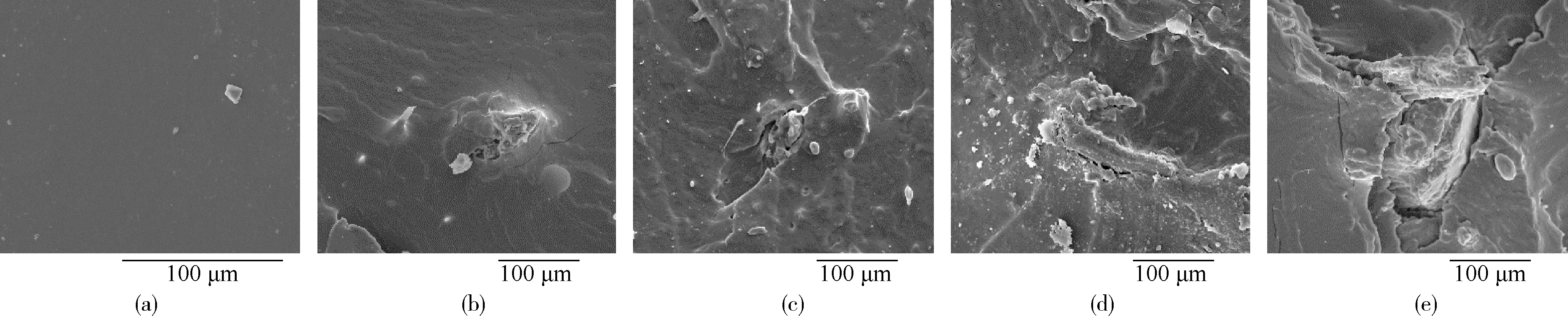
(a)TPS (b)TPS/2 %MA-WS (c)TPS/4 %MA-WS (d)TPS/6 %MA-WS (e)TPS/8 %MA-WS图5 TPS与不同MA用量改性的TPS/MA-WS的SEM照片Fig.5 Scanning electron micrograph of MA-WS/TPS modified by TPS and different MA dosages
2.4 MA用量对TPS/MA-WS热稳定性的影响
如图6所示,从TG曲线可以看出,淀粉大分子的热分解在300 ℃左右开始,在100~300 ℃之间,复合材料的热分解过程较TPS缓慢。由DTG曲线可知,TPS的最大分解速率所对应的温度为306.4 ℃,TPS/MA-WS复合材料则在311.2~317.4 ℃之间,因此,经MA改性后的WS可提高TPS/MA-WS复合材料的热稳定性。此外,随着MA用量的提高,复合材料最大分解速率所对应的温度逐渐增加,表明复合材料中更多的MA使WS与淀粉大分子之间形成了较强的相互作用,这种相互作用使材料能更有效抵抗分子热运动对材料的破坏,故复合材料的热稳定性也相应提高。

1—TPSMA含量/%: 2—2 3—4 4—6 5—8(a)TG (b)DTG图6 不同用量MA改性WS/TPS的TG和DTG曲线Fig.6 TG and DTG curves of modified WS/TPS with different amounts of MA
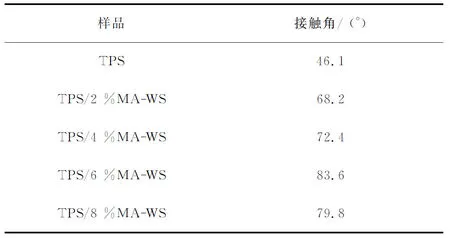
2.5 MA用量对TPS/MA-WS表面耐水性的影响
如表1所示,TPS的接触角为46.1 °,与TPS相比,随着改性的MA用量由2 %增加到6 %,TPS/MA-WS的表面接触角明显提高,由68.2 °增加到最大值83.6 °,这与MA-WS与淀粉大分子之间形成了较强的化学键的相互作用相一致,疏水的酯键使表面接触角增大。当MA用量进一步增加到8 %时,TPS/MA-WS的表面接触角为79.8 °,这可能由于部分未完全反应的羧基残留于材料中,使WS/TPS复合材料的表面接触角略有下降。
3 结论
(1)通过MA改性WS,TPS/MA-WS复合材料的断裂伸长率和冲击强度得到明显改善,这表明MA有利于增加TPS/WS的强度和韧性;当MA用量为4 %,且改性WS含量为1 %时,其拉伸强度和断裂伸长率分别达到2.76 MPa和158.24 %;MA改性WS使TPS/MA-WS复合材料的热稳定性有所提高;
(2)随着MA用量的增加,TPS/MA-WS复合材料的表面接触角呈现先上升后下降趋势,当MA用量为6 %时,接触角最大可达83.6 °综合考虑,用4 % MA改后的TPS/MA-WS复合材料具有较好的综合性能。
