压电微夹钳的迟滞及蠕变补偿
2019-04-20卢志诚刘文翠惠相君周鹏飞孙靖康汪家乐崔玉国
卢志诚,刘文翠,惠相君,周鹏飞,孙靖康,汪家乐,崔玉国
(1. 宁波大学 机械工程与力学学院,浙江 宁波 315211;2. 首信自动化有限公司,河北 迁安 064400)
0 引言
微夹钳作为微装配与微操作的末端执行器,在微机电系统(MEMS)装配中可用来夹持微小零件,然后装配成微部件、微系统[1]。在生物工程中,微夹钳可用来捕捉、搬运细胞[2]。按照驱动方式不同,微夹钳可分为真空吸附式、电磁式、形状记忆合金式、静电式、电热式及压电式。压电微夹钳由于响应速度快,结构紧凑,驱动力大,成本低,因而更具优势。
压电材料因具有明显的非线性(包括迟滞特性和蠕变特性)而影响了压电微夹钳工作时的准确性。为了改善这一现象,研究人员针对压电执行器的迟滞及蠕变补偿展开了相关的研究。李朋志等[3]提出了周期轨迹跟踪的动态模糊系统(DFS)前馈与Prandtl-Ishlinskii(PI)模型相结合的控制方法,在2 μm的最大位移下,压电陶瓷驱动器的迟滞误差降至5.1 nm。Liu等[4]采用双对数模型描述了压电驱动器的蠕变特性,并通过实验验证了模型的有效性。Orszulik等[5]提出了改进的PI迟滞模型,使之能够拟合非对称的迟滞环。Zhu等[6]采用Bouc-Wen模型对压电驱动器的迟滞特性进行建模,并通过前馈控制对迟滞非线性进行了补偿。赵广义等[7]采用Preisach模型建立压电陶瓷执行器的迟滞模型,进而基于逆模型进行控制,在10 μm的位移下,最大迟滞误差为5.99%。Wang等[8]分别采用Preisach模型与非线性弹性模型来描述压电驱动器的迟滞与蠕变特性,并建立逆模型补偿了迟滞及蠕变特性。
本文在考虑压电材料迟滞曲线非对称性的前提下,为提高微夹钳迟滞模型的精度,采用PI迟滞模型对微夹钳的升回程位移分别建模,进而根据辨识得到的逆模型来补偿微夹钳的迟滞误差。同时,兼顾模型简单及精度较高的考虑,以二阶惯性环节来建立并辨识微夹钳的蠕变特性,进而基于所设计的无需求逆的蠕变控制器来补偿微夹钳的蠕变误差。
1 微夹钳结构及运动原理
1.1 微夹钳结构
图1为本文压电微夹钳示意图。钳指包括2片压电陶瓷晶片及一片黄铜基板。定位块用来固定左、右钳指,并使左、右钳指间具有一定的初始间隙。底座一方面用来同压板和预紧螺钉相结合,对2钳指进行预紧;另一方面,通过其末端的沉头通孔,将微夹钳安装固定于其前一级的执行机构上。微夹钳整体尺寸为44.5 mm×13.5 mm×14.5 mm。
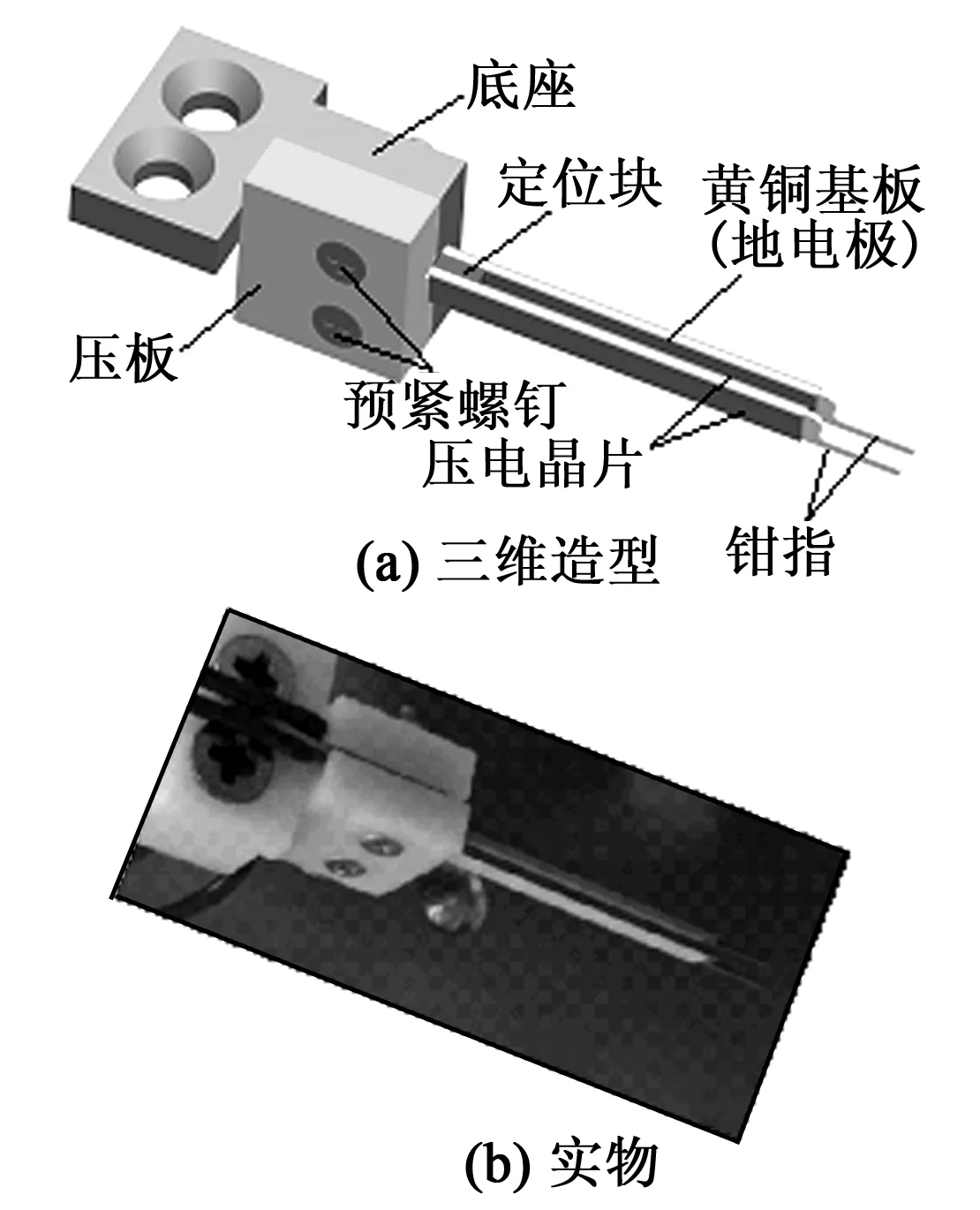
图1 微夹钳
1.2 微夹钳运动原理
图2为微夹钳钳指运动的原理图。图中,P表示压电晶片电极化方向,E表示电场方向。由图可知,当同时给构成微夹钳钳指的2晶片施加方向相反的驱动电压u(t)时,上晶片伸长,但又因上晶片下表面与黄铜基板上表面固定,则使上晶片向下弯曲δ(t);下晶片缩短,又因下晶片上表面与黄铜基板下表面固定,则使下晶片向下弯曲,由此驱动钳指产生向下的弯曲变形。另一方面,当构成微夹钳另一钳指的2晶片极化方向与图2所示的2晶片极化方向相反时,在电压作用下,钳指向上弯曲变形,从而使两钳指实现夹持动作。
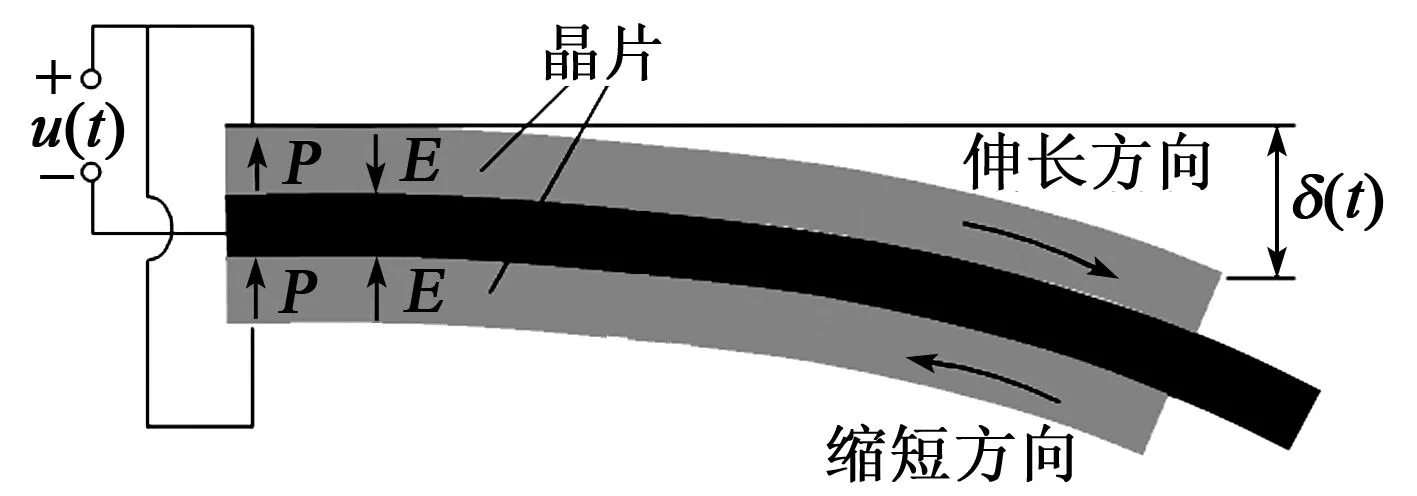
图2 钳指运动原理图
2 微夹钳迟滞补偿
2.1 迟滞建模
PI迟滞模型由于无累计误差,且参数较少,因而常用来描述对象的迟滞特性。它属于算子模型,由多个Backlash算子加权后来拟合迟滞非线性。单个Backlash算子如图3所示,其输出为
y(t)=H[x,y0](t)=w·max{x(t)-r,
min[x(t)+r,y(t-T)]}
(1)
式中:H为迟滞算子;x、y分别为Backlash算子的输入、输出;y0为算子输出的初始值;w、r分别为Backlash算子的权重、阈值;T为采样周期。
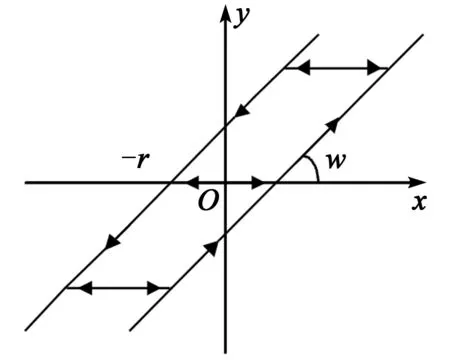
图3 Backlash算子
n个Backlash算子加权叠加构成PI迟滞模型可表示为
ri,yi(t-T)]}
(2)
如图4所示,当输入为ri(即式(2)中的x(t))时,输出φ(r)(即式(2)中的y(t))为
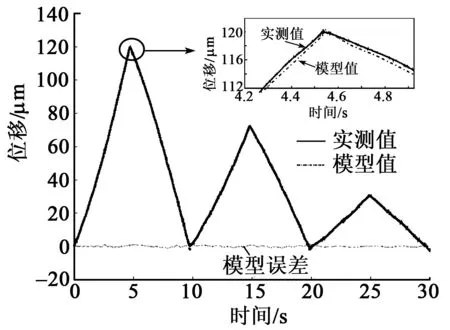
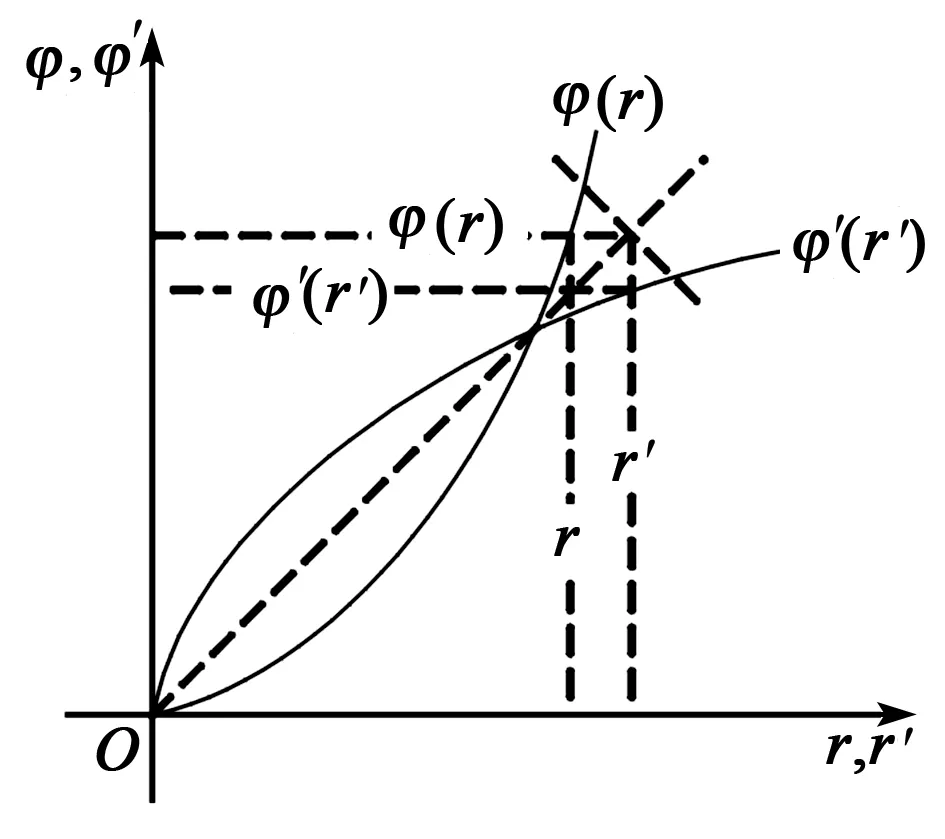
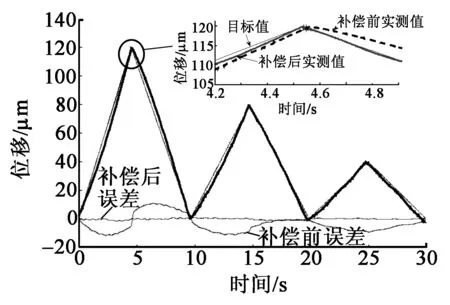
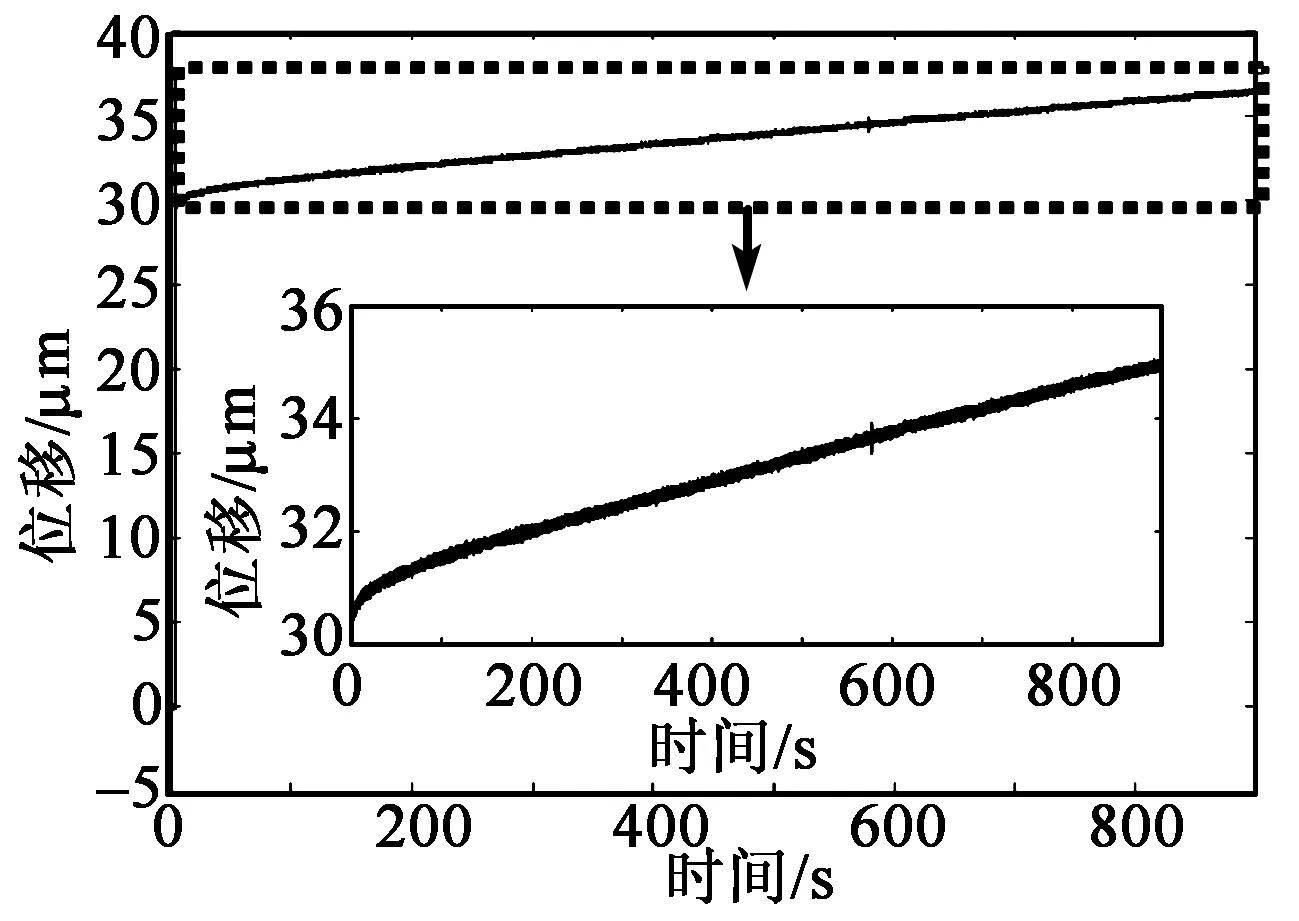
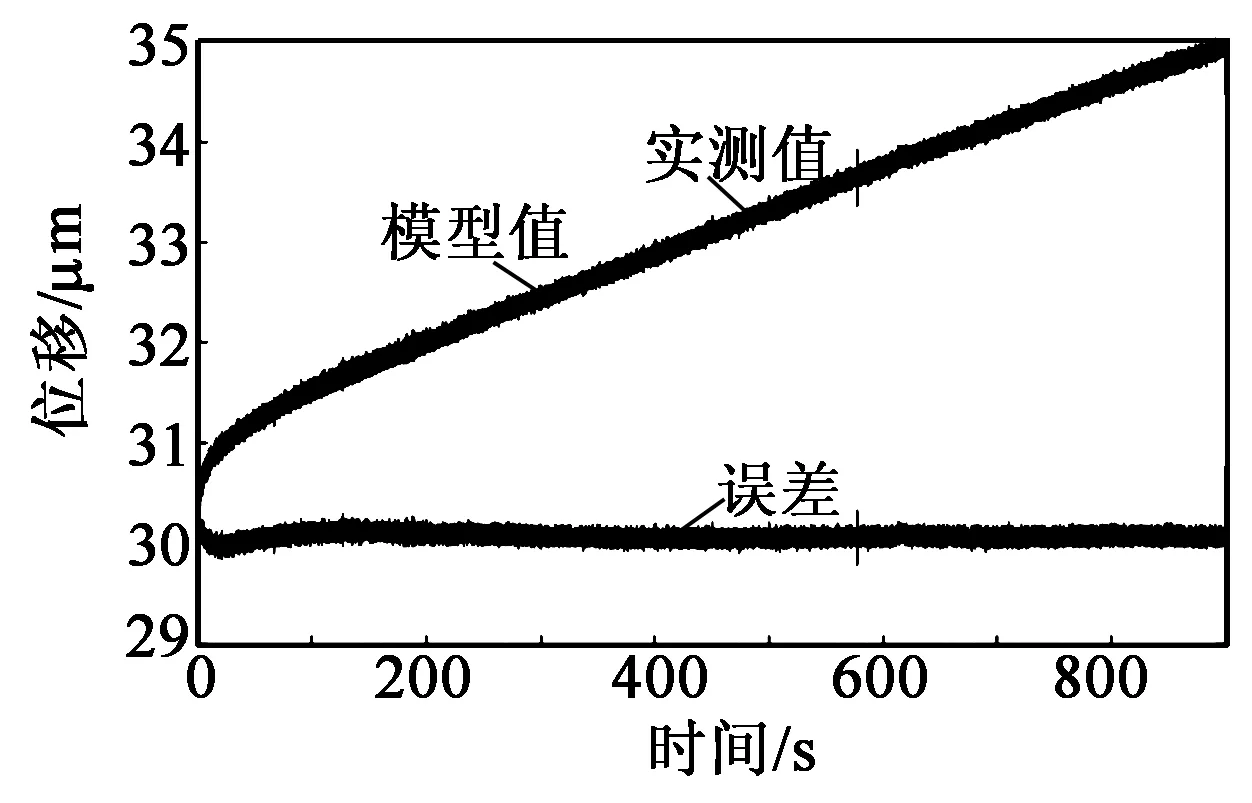
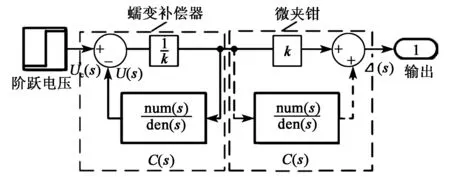
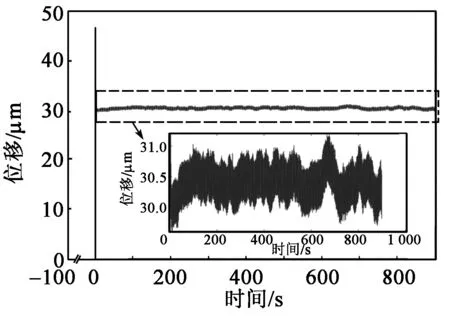
(ri≤r (3) r可通过选取一定算子数n后,通过等分阈值来确定值。w可根据PI迟滞模型与实测迟滞曲线拟合得到。 图4 PI迟滞模型计算示意图 根据式(3)采用升回程分别建模的方法来建立微夹钳迟滞模型。对压电微夹钳施加波峰为90 V、60 V、30 V的变幅值三角波电压,得到钳指位移迟滞曲线。利用Backlash算子叠加拟合迟滞曲线,算子过多会导致计算量过大,而算子过少将造成拟合精度不够,影响控制结果。综合考虑后选定为22个算子,通过最小二乘法辨识出各个算子的权重。图5为压电微夹钳迟滞曲线的实测值与模型值,模型值相对于实测值的最大误差为2.17 μm。 图5 钳指位移的实测值及模型值 实际补偿时用PI迟滞模型的逆模型,它与PI迟滞模型互为反函数,如图6所示。PI迟滞模型的逆模型可表达为 (4) 式中:φ′(r′)为φ(r)的反函数;w′、r′分别为迟滞逆模型中的权重与阈值。若将w′、r′求出,即可确定PI迟滞逆模型。 图6 PI模型及其逆模型 由于PI正模型及其逆模型互为反函数,于是逆模型的阈值即为正模型的输出: (5) 同样,由于PI正模型及逆模型互为反函数,故在相同阈值处的斜率(即该阈值处的权重和)互为倒数。由式(3)可得 (6) 由式(4)可得逆模型的权重和为 (7) PI逆模型的权重与PI模型的权重互为倒数,进而由式(6)、(7)可得 (8) 当i=0时,有 (9) 当i>0时,由式(8)可得 (10) 当求得PI逆模型的阈值与权重后,根据式(4)可求得用于补偿微夹钳迟滞特性的控制电压。图7为将该控制电压作用于微夹钳后对钳指位移的控制结果。由图可知,迟滞被补偿后,钳指实际输出位移相对于目标位移的误差显著减小,由补偿前的-11.8~10.7 μm减小为-1.7~1.0 μm。 图7 钳指位移的迟滞补偿结果 微夹钳在进行微操作(如装配微零件、捕捉细胞)时是一种精细操作,需一定的时间才能完成。当时间较长时,压电材料便表现出明显的蠕变特性。若不对蠕变特性所产生的蠕变误差进行补偿,就会降低微夹钳的操作精度。 图8为压电微夹钳在持续时间900 s、幅值20 V的阶跃电压作用下钳指的输出位移。由图可知,在900 s内,钳指位移发生了约4 μm的蠕变。 图8 钳指位移的实测蠕变 观察图8的蠕变曲线,其趋势呈现出惯性环节的特性。为此,采用惯性环节来描述微夹钳的蠕变特性,并通过MATLAB辨识工具箱来辨识微夹钳的蠕变模型。当用一阶惯性环节来辨识时,蠕变模型相对于实测蠕变曲线的拟合度仅为77.68%;用二阶惯性环节时,拟合度为94.02%;用三阶惯性环节时,拟合度为96.96%。综合考虑模型的精度及阶数,这里采用二阶惯性环节来描述微夹钳的蠕变特性,其蠕变模型可表示为 (11) 式中p1、p2、z为待定系数。 根据图8所测得的微夹钳蠕变曲线(见图8中虚线框),辨识所得到蠕变模型为 (12) 图9为微夹钳蠕变特性的实测值与模型值。由图可知最大拟合误差为0.05 μm。 图9 钳指位移蠕变的实测值与模型值 当微夹钳存在蠕变特性时,其数学模型可用线性输出和非线性输出两部分来描述(见图10中右虚线框),其中非线性部分用来描述蠕变特性。图10中,num(s)与den(s)分别为蠕变模型中的分子与分母。其微夹钳的数学模型可表示为 (13) 式中:k为微夹钳钳指位移与驱动电压之间的比例系数;Δ(s),U(s)分别为复数域内的微夹钳钳指输出位移和作用于钳指上的驱动电压。 图10 蠕变补偿原理 根据图10给出的微夹钳蠕变特性的数学模型,可设计出无需求逆的蠕变补偿器(见图10中左虚线框)。该蠕变补偿器可表示为 (14) 式中Uc(s)为系统蠕变控制前的输入电压。 由于本文压电微夹钳的蠕变模型为二阶惯性系统,极点个数为2个,且输入为阶跃电压,式(14)可进一步表示为 (15) 式中:p3、p4分别为蠕变模型的2个极点;a,b,c均为待定常数,其值可根据复数域算子所对应的阶次系数来求解。 对式(15)进行拉普拉斯反变换,有 (16) 式中u(t)为蠕变补偿器在时间域的输出电压。 图11为在上述补偿电压作用下,微夹钳钳指的实际输出位移。由图可知,经蠕变补偿后,在900 s作用时间内,钳指位移的蠕变由补偿前的4 μm几乎减小为0。 图11 钳指位移蠕变的补偿结果 本文采用PI模型对压电微夹钳位移迟滞特性的升程与回程进行分段建模,进而更好地拟合其非对称的迟滞特性。辨识出各参数值后计算出PI逆模型。通过PI逆模型求得用于补偿系统迟滞特性的控制电压,实现对系统的迟滞补偿。然后,以一个二阶惯性环节描述系统的蠕变特性,设计出无需求逆的蠕变控制器,完成了对压电微夹钳钳指蠕变非线性的补偿。实验结果表明,在最大位移为120 μm的情况下,钳指位移的迟滞误差由补偿前的-11.8~10.7 μm减小为-1.7~1.0 μm;在900 s的作用时间内,钳指位移的蠕变由补偿前的4 μm几乎减小为0。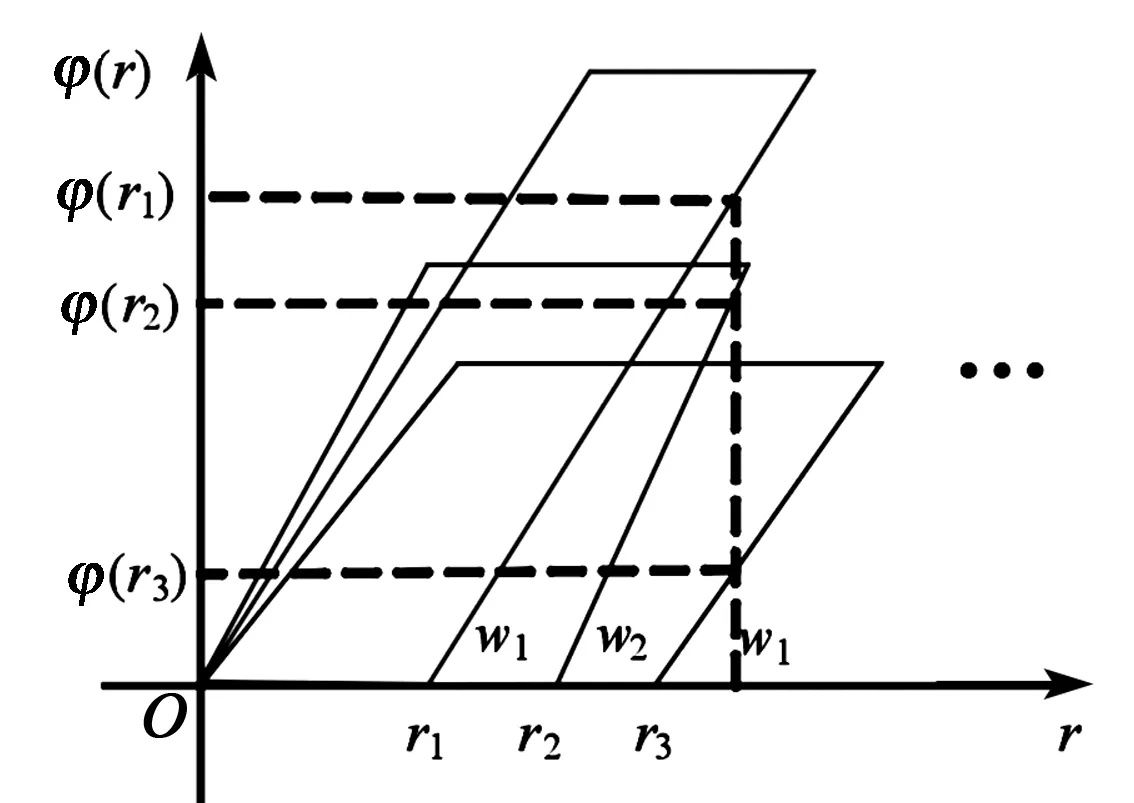
2.2 迟滞补偿
3 微夹钳蠕变补偿
3.1 蠕变建模
3.2 蠕变补偿
4 结束语
