利用新技术降低巯基乙酸异辛酯的色度
2019-04-15徐庆华
徐庆华,徐 晓
(烟台恒邦化工助剂有限公司,山东烟台 264100)
巯基乙酸异辛酯作为一种精细化工产品可用做农药、医药、有机合成、精细化工等领域的重要中间体,具有广泛的用途。巯基乙酸异辛酯是制取硫醇锡、硫醇锑等的主要原料,用做卤化聚烯烃的热稳定剂、增塑剂,还可作为PVC树脂聚合时的阻支链剂及双酚A的催化剂。目前在国内市场上应用比较广泛的还是医药、合成硫醇锡、硫醇锑的热稳定剂的基础原料。
硫氨酯生产过程中同时副产大量的硫氨酯尾液,我公司为使硫氨酯副产物得到充分利用,进一步延长硫氨酯产品的产业链,决定开展利用硫氨酯尾液生产巯基乙酸异辛酯的技术研究,但是传统的生产工艺色度与合成工艺法相差太大,经过反复试验,我公司采用新的工艺“二级酸化液除杂,一级粗酯还原技术”,酸化液和粗酯色度从传统工艺的大于40降至小于20。
1 传统工艺存在的难题
国内利用硫氨酯尾液生产巯基乙酸异辛酯的企业采用的是90年代的老工艺(以下称传统工艺)。传统工艺的工艺路线如图1。
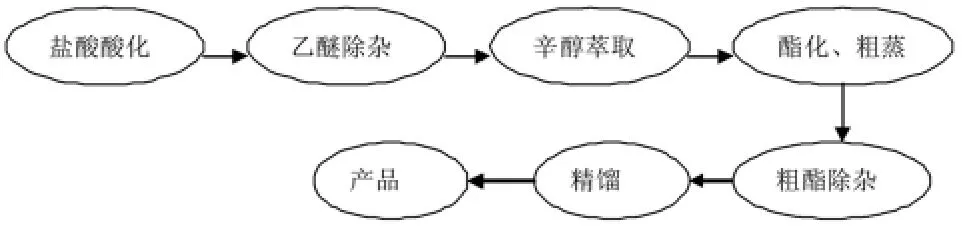
图1 传统工艺的工艺路线图
传统工艺生产的产品色度大于20(铂钴法),要使产品色度降至小于15,达到合成工艺产品的色度,需要采取新的除杂技术,使除杂后的巯基乙酸溶液达到合成巯基乙酸溶液的品质,除杂后粗酯的多聚酯含量<0.05%。
2 采用“二级酸化液除杂”技术降低产品色度
2.1 酸化液杂质成分及粗酯多聚酯含量分析
硫氨酯尾液酸化后,酸化液中所含的有机杂质、含硫化合物及粗酯在粗蒸馏过程中形成的多聚酯是影响产品色度的主要原因。其中粗酯在粗蒸馏过程中形成的多聚酯含量经气相色谱分析为0.3%左右,酸化液中所含杂质如表1所示。
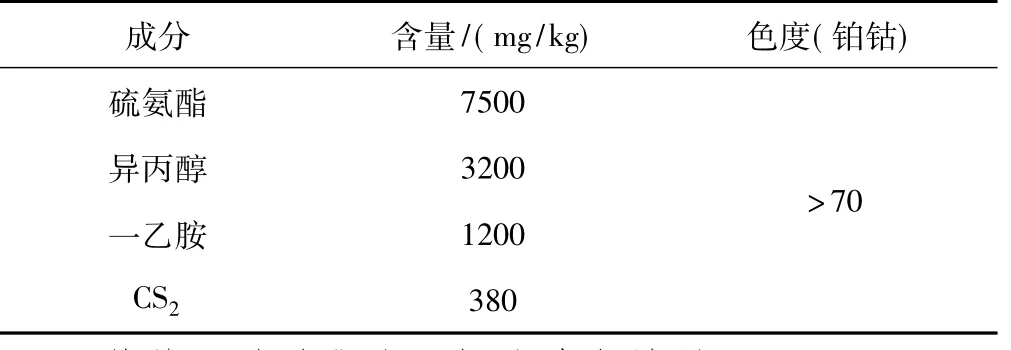
表1 酸化液杂质成分及含量
2.2 传统工艺酸化液及粗酯除杂效果
传统工艺利用乙醚对酸化液进行一级除杂,除杂效果不彻底,采用NaHCO3中和粗酯,对多聚酯的去除效果也不理想。多聚酯的含量几乎不变,仍然为0.3%左右。传统工艺除杂后酸化液成分及含量见表2。
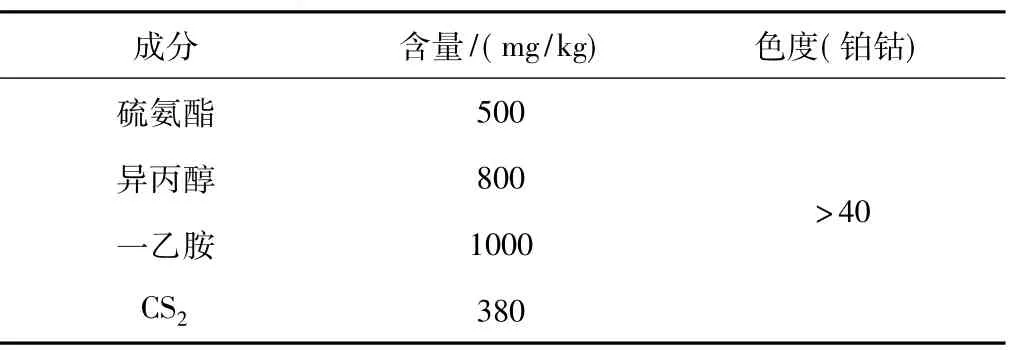
表2 传统工艺除杂后酸化液成分及含量
2.3 二级酸化液除杂技术研究
本研究考虑到乙醚在使用过程中的安全因素,借鉴合成法工艺优点,在酸化工序采用二甲苯替代乙醚对酸化液进行一次除杂,再在酸性条件下用Zn粉对除杂后酸化液进行还原二次除杂,完成了二级酸化液除杂技术的研究工作。
2.3.1 试验过程
首先在装有搅拌、回流装置的1000 mL的三口烧瓶中,加入100 mL二甲苯,然后加入500 mL硫氨酯尾液,搅拌15 min后,常压下缓慢加入一定量的盐酸,以pH值=1为终点,搅拌反应120 min,静置分层,将下层水相分出。然后将水相置于三口烧瓶中,分次加入Zn粉对酸化液进行还原,分解其中含硫化合物及无机杂质,酸化液无色透明后继续搅拌60 min,停止反应,分出静止后的下层水相得到纯净巯基乙酸液。
2.3.2 萃取剂的选择
选用二甲苯做萃取剂替代传统工艺的乙醚,主要是其对尾液中的有机物除杂效果优于乙醚且使用安全。而且二甲苯在实验中是多次循环使用的,它的使用量对除杂效果影响不大。
2.3.3 锌粉的用量对酸化液-巯基乙酸液色度的影响
结果见表3和图2。
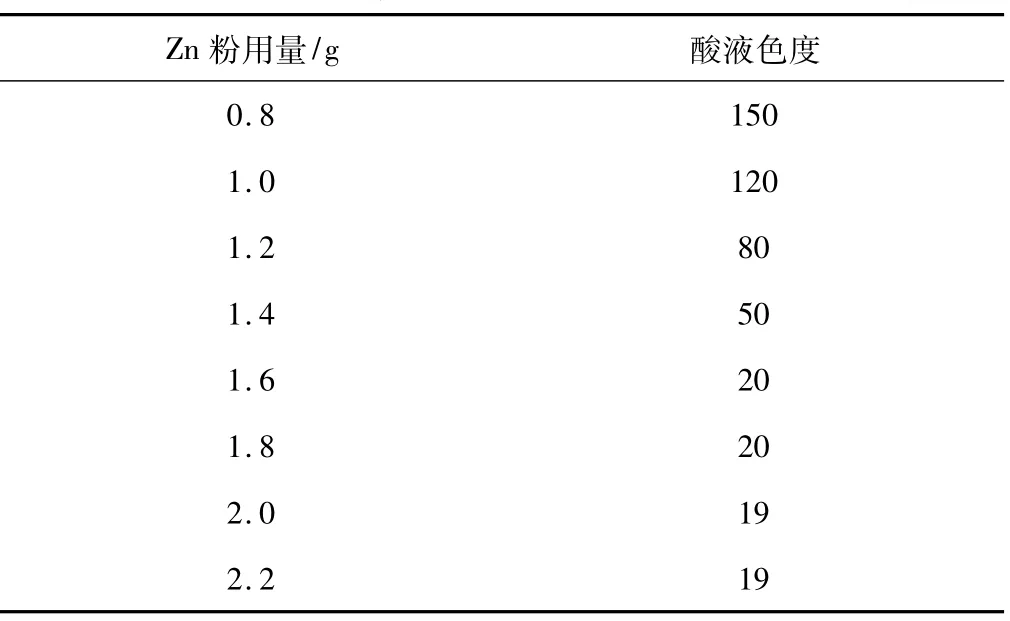
表3 Zn粉用量对酸化液-巯基乙酸液色度的影响
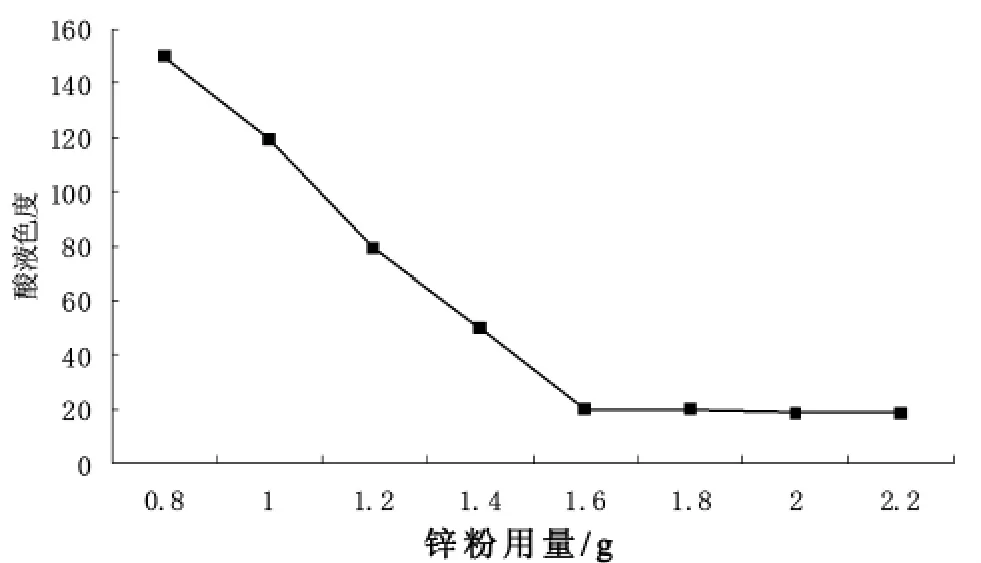
图2 Zn粉用量对酸化液-巯基乙酸液色度的影响
由此可以看出:在其他的条件不变的情况下,随着Zn粉用量的增加,酸化液的色度变小,当Zn粉用量增加到一定数量,酸化液的色度变化不大,从生产成本考虑,确定Zn粉用量为1.6 g(质量分数0.32%)的最佳使用量。
2.3.4 二级酸化液除杂技术实施后的效果
结果见表4。
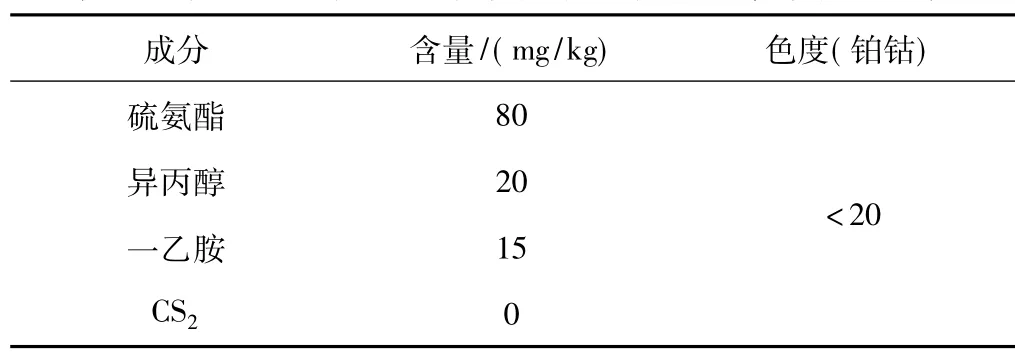
表4 采用二级酸化液除杂技术后酸化液中杂质及色度
3 采用“一级粗酯还原”技术降低产品色度
通过研究在酸性条件下,用Zn粉对粗蒸馏后得到的粗酯进行一次还原,分解粗蒸过程因高温形成的多聚酯。
3.1 实验过程
首先在装有搅拌、回流装置的1000 m L的三口烧瓶中,加入500 mL粗酯、一边搅拌一边加入定量的Zn粉,常压下,搅拌15 min后缓慢加入一定量的盐酸,使盐酸与Zn粉充分反应,粗酯中的多聚酯被〔H+〕还原分解。盐酸加完后搅拌1 h反应结束,静置分离得到上层比较纯净的粗酯。
3.2 Zn粉用量对粗酯色度的影响
结果见表5和图3。
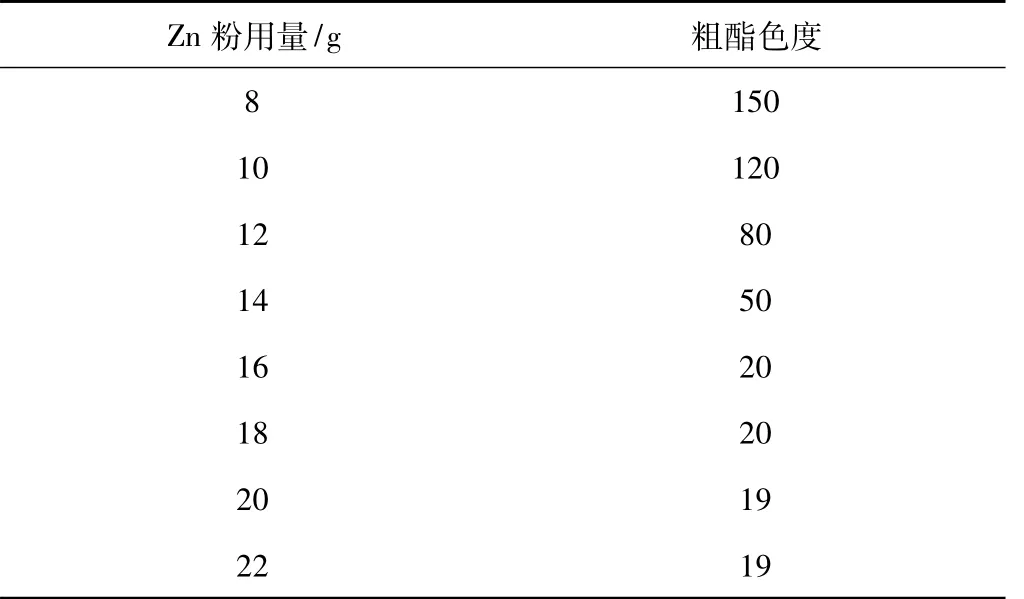
表5 Zn粉用量对粗酯色度的影响
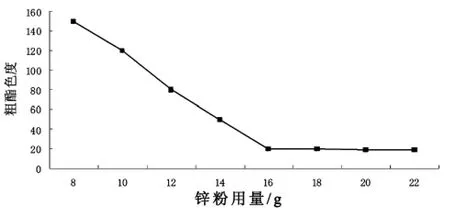
图3 Zn粉用量对粗酯色度的影响
由图3可以看出:在其他的条件不变的情况下,随着Zn粉用量的增加,酸化液的色度变小,当Zn粉用量增加到一定数量,酸化液的色度变化不大,从生产成本考虑,确定Zn粉用量为16 g(质量分数3.2%)。
3.3 一级粗酯还原技术实施后的效果
结果见表6。

表6 一级粗酯还原技术对粗酯中多聚酯的影响
4 结论
采用新工艺“二级酸化液除杂,一级粗酯还原技术”降低了巯基乙酸异辛酯的色度。通过锌粉还原去除酸化液中的二硫化碳等无机杂质,选用更为安全的二甲苯代替乙醚去除酸化液中的硫氨酯、异丙醇和一乙胺等有机杂质,使用锌粉去除粗酯中的多聚酯替代传统工艺的碳酸氢钠中和去除多聚酯,并研究了锌粉用量对色度的影响,确定了最佳工艺参数,酸化液和粗酯色度都从传统工艺的大于40降至小于20。通过在150 t/a中试生产装置比较试验,确定并完善了“二级酸化液除杂,一级粗酯还原技术”的技术工艺,运行结果表明巯基乙酸异辛酯成品的色度基本稳定在12左右,质量指标符合企业标准,满足了客户要求。
