多晶硅还原炉尾气管、视镜泄漏的原因分析及其处理方法
2019-04-04邓华
邓 华
(亚洲硅业(青海)有限公司,青海 西宁 810007)
多晶硅生产中,还原炉底盘尾气管材料一般选用耐高温的INCO8800、INCO8810材料,目前我国使用的该型号材料主要以进口为主。其主要特性为800H/HT为面心立方晶格结构,是一种广泛应用于高温承压结构件的奥氏体耐热合金。800H/HT的高强度主要是由于添加了碳,铝,钛元素,并且在最低1149℃温度下退火以达到晶粒度ASTM5等级或者更粗。极低的碳含量和提高了的Ti:C比率增加了结构的稳定性和最大的抗敏化性以及抗晶间腐蚀性,950℃左右的低温退火保证了细晶结构。其次其较高的镍含量使其在水性腐蚀条件具有很好的抗应力腐蚀开裂性能,在538℃以上可能发生的应力松弛而导致晶界开裂,800H能耐很多腐蚀介质腐蚀,较高的镍含量使其在水性腐蚀条件具有很好的抗应力腐蚀开裂性能。还原炉筒体材料采用316L材料,视镜短节采用3016L锻件材料,底盘选用316L材料,316L不锈钢属于奥氏体不锈钢,具有良好的强度、塑性、韧性和冷成型性及良好的低温性能。由于在Cr18Ni8的基础上添加了2%的Mo,赋予了钢良好的耐还原性介质和耐点蚀能力,但不能通过热处理强化。
1 缺陷类型
在实际使用中当此部分位置出现泄漏主要表现为在管材与底板板材或者锻件与板材的焊缝区域出现圆形缺陷、裂纹。
缺陷区域出现白色水解物出现或者线性白色水解物,这种针状就意味着还原炉底盘尾气管、视镜短节焊缝内部已出现裂纹扩延至金属表面,此时还原炉应立即停止使用冷却后对还原炉和底盘重点部位进行缺陷区域的全面质量检查,消除隐患检验合格后方可投入生产运行。
2 成因分析
还原炉底盘尾气管、视镜短节焊缝区域的缺陷经2年多对不同还原炉尾气管、视镜等部位的检查、分析和处理,认为出现此类缺陷主要存在以下几方面的原因:
(1)设备尾气夹套管、视镜短节焊接过程中,底盘与夹套管之间的焊接区域存在内部缺陷如未焊透、未融合等;此类缺陷主要是焊接工艺控制不严格造成的。见图1。

图1 底盘与夹套管之间的焊接区域存在的内部缺陷
(2)尾气管或锻件存在内部缺陷,如细小微裂纹、气孔等在材料的检测检验过程中未发现自身所存在缺陷,在还原炉使用中由于定期进行开停炉,材料温度发生从1200摄氏度到800摄氏度到50摄氏度的周期性波动,在温差应力作用下使得微观裂纹扩展成宏观裂纹。见图2、图3。

图2 尾气管存在的内部缺陷

图3 锻件存在的内部缺陷
(3)在金属的焊接过程,焊缝一次结晶出现的结晶裂纹沿着焊缝纵向中心线的长度方向开裂形成的纵向裂纹,在后期焊接中形成的缺陷遗留,在还原炉使用周期中在交变载荷和温差应力作用下,裂纹不断扩展至金属表面形成贯穿性裂纹。见图4。
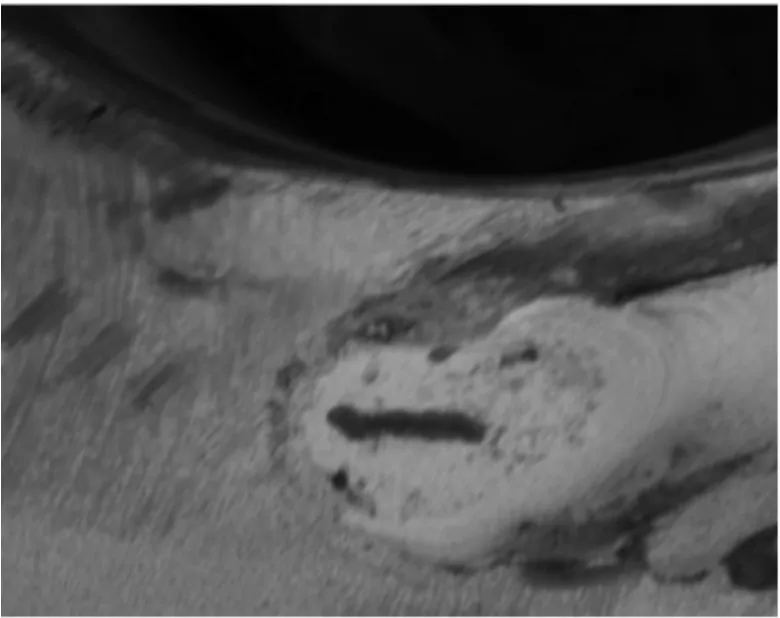
图4 贯穿性裂纹
(4)IN8810材料在焊接过程中一般不会形成冷裂纹,容易产生热裂纹、液化裂纹和气孔等焊接缺陷,所以应制定严格的焊接工艺控制,防止在焊接应力及其他致脆因素共同作用下材料的金属原子结合遭到破坏形成的裂纹,如结构刚性、冷却速度、焊缝成型系数等原因。
(5)金属材料在接触含氯工艺物料时形成的金属氯离子晶间腐蚀,也可能是造成裂纹形成的原因。
3 处理措施
根据还原炉使用中出现的视镜短节、底盘尾气管渗漏情况,经过对泄漏部位裂纹成因分析、金属材料焊接工艺分析、压力容器焊接工艺评定、打磨过程裂纹分布情况的检查,制定和采取了如下处理方案:
(1)由于焊道表面出现的裂纹是从焊缝内部扩延出来的,所以必须沿焊缝区域左右10毫米对焊道进行全部彻底的打磨,打磨至焊底磨穿并对管材、板材作PT无损检测合格为止。角磨机磨轮采用白钢玉不锈钢专用切割片,不容许采用碳钢切割片。
(2)还原炉尾气管内管材料为INCO800材料,使用 82(ER NiCr-3)的焊丝 R A 330-04(N08334)焊丝或 ENICRFE-3(AWA/SFA5.11)、JWENiCrFe-3(GB/T13814-2008)的焊条,焊接前对焊条进行复烘,温度控制在300~350℃保温1h,焊接时放在保温筒内随用随取。
(3)焊接前做好管口和设备附近表面的保护和隔离工作,用无水乙醇或丙酮对焊道进行脱脂清洗,去除焊道表面的粉尘、金属碎屑、水迹等污物。
(4)制定焊接工艺:焊接环境温度控制在15~20℃,氩气纯度在99.9%。焊道第一遍焊接采用钨基氩弧焊(GTAW-Ar)焊接工艺,待焊接完毕后冷却20 min,做PT检查是否有焊接缺陷,无缺陷可进行下一步焊接。
(5)对于尾气出口管存在裂纹的处理方法,应采取逐层打磨检测逐层做PT检测直至无裂纹。打磨过程中应考虑尾气管处理的深度和长度,避免过于深得打磨和切割会影响到焊接工艺的执行。
(6)316L材料的焊接工艺应遵守合理的《不锈钢焊接技术》执行,同时遵照以上条款要求。
4 结语
经过对还原炉裂纹的修复处理,目前还原炉使用正常未出现裂纹问题。通过对裂纹成因的分析和焊接工艺的制定及方案实施,认为该处理工艺制定合理能彻底消除还原炉原有的焊接缺陷,在设备缺陷处理后保证了还原炉的正常运行。