起重机装配线平衡问题优化研究
2019-04-03杨楠楠张思奇马铭苑邢樱雯朱迎侨
杨楠楠,张思奇,马铭苑,邢樱雯,朱迎侨,葛 琦
(沈阳建筑大学 交通工程学院,辽宁 沈阳 110168)
1 引言
目前履带起重机厂家的装配都采用定点装配形式(即在同一个位置完成全部的装配工作)。同样一个总装工站也需要对应于所有工序,造成生产物流混乱,交叉明显,运输线路过长,生产缺乏节拍概念,生产效率低下,管理困难。因此,实现履带起重机流水化作业生产方式将有效降低企业成本。
装配线平衡就是在满足一定的约束条件下(生产工艺约束和节拍时间约束等),将一组装配任务尽可能均匀地分配到各个工站上,追求一个或多个目标的优化[1-3]。装配线平衡实质上是一种组合优化问题。为了解决这一问题,Baybars[4]以最小化成本为目的,设计出一种五阶段的启发式程序,并且实施的结果表明这种方法能够以最少的运行时间获得最优的结果。Erel和Gokcen[5]通过降低0-1整数规划模型中的约束数量和决策变量,并引入新的变量,从而得到可以求解40个作业元素以下的混合生产线平衡问题的模型。在这些研究的基础上,Nguyen Thi Lam[6]等人对电子组装线进行了精益生产平衡,提供了相对完整的生产线优化过程。
为了提高装配线生产平衡率,引入线性规划与仿真验证相结合的方法,使模型结果更贴合实际[7-9]。首先,根据起重机生产实际情况,收集相关工序和数据,运用线性规划的方法对现状进行优化求解;其次,进行装配线面向对象的仿真建模,标准化各工作站的工作时间,运用eM-Plant仿真判断其符合什么分布,对数据进行处理[10-12];最后,处理数据带入建好的仿真模型,将结果与初始生产能力进行比较,确定优化程度。
2 问题描述
2.1 工序优先顺序
目前H公司的生产模式为定点装配,生产能力仅400台,通过调查企业主平台的相关工序和作业时间,得到起重机装配线优先顺序图,如图1所示。

图1 起重机装配线优先顺序图
2.2 装配线平衡的分类
装配线平衡可分为两类:
第I类平衡:已知生产节拍、作业时间以及工作顺序,使工作站数最小化。
第II类平衡:已知工作站数、作业时间以及工作顺序,使生产节拍最小化。
根据调查资料,主要研究第I类平衡问题。
3 线性规划模型求解
对于生产线平衡,数学模型的建立主要有如下约束条件:
约束条件一:为了保证产品组装流程和最终产品的完整性,所有的作业内容都必须要分配到各个装配工作站上。
约束条件二:工作站正常操作时间都不能大于制定的生产周期时间。
约束条件三:装配次序约束,比如某作业i必须在作业 j之前完成,也就是作业 j必须要排在工位A上,那么作业i就只允许分配到从工位1至工位A的某一工位上,而不能分配到工位A后面。
3.1 符号含义
i,j-作业元素的序号(指标),代表作业元素i,j=1,2,...,n;
k-工作站的序号(指标),代表第k个工作站,k=1,2,...,k;
Ti代表第i个作业元素的时间,i=1,2,...,n;
Pr ed为作业单元的顺序集合,Pr ed=(i,j),作业i是 j的紧前作业;
Ak作为工作站k的指示变量。
3.2 模型建立
针对此类客户需求相对确定,生产线周期时间已知的装配线平衡问题,主要目标是尽可能减少工作站数量,在此可建立此类问题线性规划数学模型:

3.3 初始数据的处理
用三倍标准差法剔除异常值,计算平均值和标准差,找出取值范围,不符合的进行删除。
由表1中数据比较发现,原始数据均符合要求,不存在异常值。
3.4 LINGO软件求解装配线平衡问题
以下为生产线平衡第I类平衡的线性规划LIN-GO软件程序,如图2所示。

表1 初始数据处理结果(min)
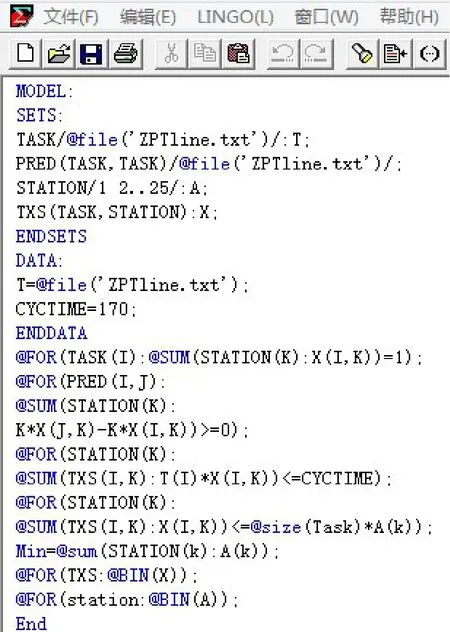
图2 起重机装配线求解程序
程序需要的数据单独放在文件ZPTline.txt中。ZPTline.txt记录起重机各工序之间的装配顺序优先关系集合。LINGO软件程序中,STATION为工作站集合。
T=@file(‘ZPTline.txt’);
T为各工序的作业时间,也记录在ZPTline.txt文档中。
CYCTIME是以年产量来定的,实际中的CYCTIME必须要小于或等于该节拍。节拍经过计算为170min。
@FOR(TASK(I):@SUM(STATION(K):X(I,K))=1);X(I,K)=1,则代表将第I个任务分配给第K个工作站来完成作业。如果作业元素存在装配优先关系,相应的工作站应实现前者小于后者的关系。
@FOR(STATION(K):K*X(J,K)-K*X(I,K))>=0);每一个工作站所花费的时间不大于生产线周期。
@FOR STATION(K):
@SUM(TXS(I,K):T(I)*X(I,K))<=CYCTIME);
@FOR(STATION(K):@SUM(TXS(I,K):X(I,K))<=@size(Task)*A(K));
MIN=@SUM(STATION(K):A(K));最小工作站数为目标函数。
@FOR(TXS:@BIN(X));
@FOR(station:@BIN(A));
所有工序需要在满足约束条件一的前提下分派到同一个工作站。
LINGO软件运行部分结果如图3所示。
由Lingo软件根据以上程序运算得到以下变量结果(其中运算=0.000 000代表第i个作业并没有放到第 j个工作站;当运算值=1.000 000时代表第i个作业是放到第 j个工作站的)。起重机装配线最小工作站数为8个。工作站分配结果整理见表2。
根据以上改善结果,起重机生产线为8个工作站,瓶颈工作站时间为168.18min,总作业时间为1 233.88min,生产线平衡率=1 233.88/(8×168.18)×100%=91.7%。根据装配线平衡率的划分标准判断,该装配线为优。

图3 LINGO软件运行部分结果图

表2 LINGO求解后工作站分配结果
4 装配线面向对象仿真模型建立
4.1 建立面向对象仿真模型整体思路
构建仿真模型的思路为:按照装配生产工艺流程的顺序进行建模,首先建立每个操作工位的分模块,按此处设施布置情况,运用串联或并联的模式将各个工位模块依照生产工艺流程模拟连接成完整的装配线;进而输入各工位基本的参数,在仿真中加入
4.2.1 构建仿真模型。本文应用物流仿真软件,采用面向对象方法创建新模型,验证装配线规划方案。模型层中按照起重机的装配顺序,放置物流对象。起重机流水线8个工作站,通过传送带Line进行工作站的搬运,Line的长度根据工作站空余时间进行设定。Source对象产生装配线的原材料,7个工作站前设置暂存区Buffer对象,暂存区Buffer的容量是通过设置量具监控暂存区再制品MU的数量最大值而确定的。所以设置6个负责实时监测数量的Display对象。一个分层对象和一个Buffer对象组成一个工作站。子层是工作站里的工序加工的模型。Drain对象分别接收成品和不合格的原料。编写Method控制的程序,设置全局变量Variable的数据类型,初始值,设置实现计数的功能。为了寻找、分析、优化总装系统存在的瓶颈,使用瓶颈分析器BottleneckAnalyzer对象。最后建立初始仿真模型。
4.2.2 设置对象参数。在实际生产中,作业时间是一个随机变量,在这种条件下,平衡是否能够满足要求难以做出判断,需要对其进行仿真来进一步判断方案的可行性。根据Lingo软件求解的结果,把各工作站对应的任务时间加总可作为统计时间,见表3。真实情况中的一些约束条件;然后运用物流仿真软件来实现对现场情况的动态仿真,最后对仿真输出的各种统计数据进行分析。装配线面向对象仿真的流程如图4所示。

图4 装配线仿真建模流程图
4.2 建立仿真整体模型

表3 起重机各装配工站作业时间(单位:min)
由于工作站加工时间为随机数据,所以需要进行数据拟合。加入数据拟合DataFit对象,对各个工作站的时间进行拟合,作为仿真的数据输入。设置DataFit对象,输入工作站Station4的数据(以Station4为例),运行得到图5。

图5 Station4时间频次表

图6 Station4拟合结果
由图6可知,由于数据量为25,不足40,因此无法进行卡方检验;第0列依次显示正态分布、对数正态分布、三角分布、均匀分布、负指数分布;第4列得到了对数据进行KS拟合检验得到的检验统计量的值;第5列给出了在显著性水平为0.05时,数据要通过KS检验所需要达到的临界KS值;第6列用true、false表示是否能够采用此分布来表示数据的相应结论。表中显示,除了负指数分布其他均符合,于是提高显著性水平为0.01,进一步进行分析,发现数据更符合正态分布。
按照相同的方法,对所有工作站的时间进行拟合。拟合结果表明,数据均服从正态分布。对装配任务作业时间,上限、下限以3δ进行管控,对以上数据进行运算。
从Station1工作站开始,分别设置处理时间,处理时间服从随机数流。将所有工作站的时间转换成hh:mm:ss格式,见表4:
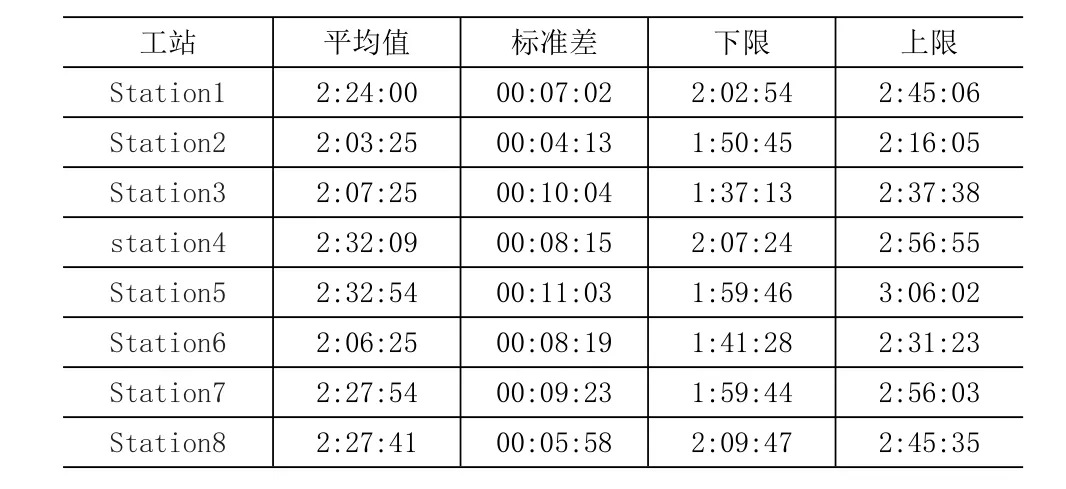
表4 工作站时间输入格式
4.3 仿真结果分析
将表4数据输入仿真模型中,运用线性规划法改善后,模型运行,得到起重机年产能为933台,高于设计年产量850台的需求,各工位运行过程流畅,无堵塞情况,因此满足设计要求,可将生产节拍设定为170min,生产能力达到理想状态,运行结果如图7所示。线性规划法优化后的生产平衡率更高,为91.7%,且使各工位负荷更为均衡。根据装配线平衡率的划分标准判断,该装配线为优。
5 结论
以起重机装配线为研究背景,对生产线平衡进行研究。采用线性规划法建立带约束条件的数学模型。然后运用Lingo软件求解,且使各工位负荷保持十分均衡。再依据线性规划法优化装配线后的结果,研究离散性仿真的特点及其程序结构,运用物流仿真软件得到的优化结果,提高企业生产效率,并为起重机装配生产建立起一套合理的物流规划方法和流程,以备在后期进行设备调整时进行合理规划,并为厂房扩充的物流规划提供参考。

图7 起重机装配线仿真建模运行图
