离心压缩机大型不锈钢三通弯头加工技术研究
2019-04-02
(沈阳鼓风机集团股份有限公司 辽宁 沈阳 110869)
引言
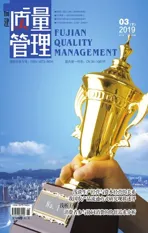
离心压缩机被誉石油化工领域的心脏设备,在冶金、化工、石油、LNG等领域发挥了重要作用。本文是以某型离心式压缩机机旁油管路中某一回油的特殊三通弯头为例,如图1所示。其结构为90°弯头DN250系列I-Sch40s 90E(S)与90°弯头DN250系列I-Sch40s 90E(S)两个标准件对焊而成的非标三通弯头,由于两个弯头具有壁厚(约12mm),材料为S30408,相贯型面复杂等特点,导致了三轴数控等离子切割机无法切割复杂相贯型面,传统的火焰喷枪无法手工切割S30408不锈钢,同时手工切割会使两个型面发生错口使得回油不畅,数控镗铣加工复杂相贯型面效率低,不易装夹等一系列加工问题。
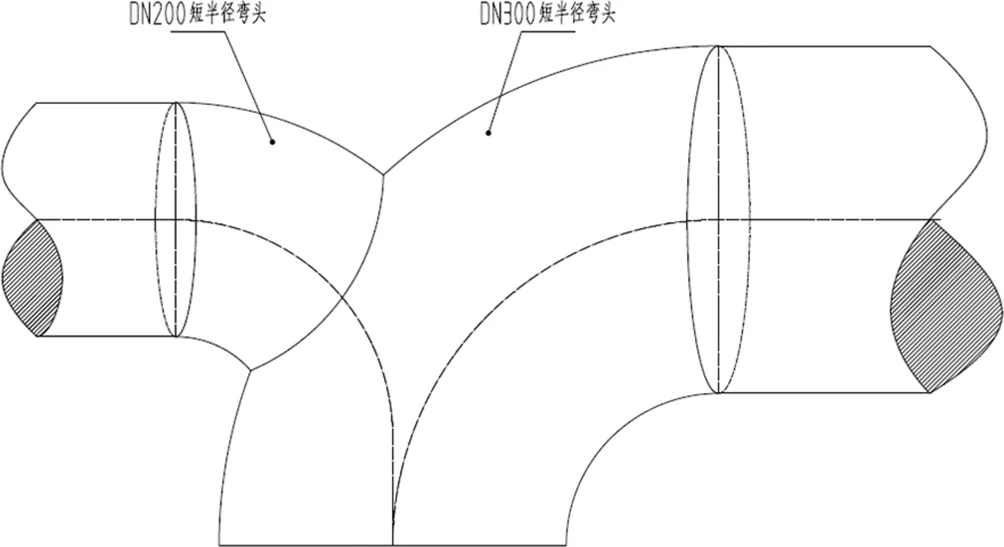
图1 某特殊三通弯头
一、本产品所用加工方法概述
本产品所用方法为采用线切割加工DK7780设备切割相贯截面,结合三维制图技术,将三维空间中外壁的相贯型线,如图2所示,在侧面投影成平面中的曲线,如图3所示,利用线切割设备以此型线为路径轨迹,完成两个弯头相贯型面的加工,此方案避开了手工乙炔切割枪无法切割奥氏体不锈钢(S30408)的问题,且手工切割后导致相贯型面误差大,拼焊后产生错口的问题,解决了数控镗铣加工中心加工相贯型面效率低,成本高,不易装夹的问题。
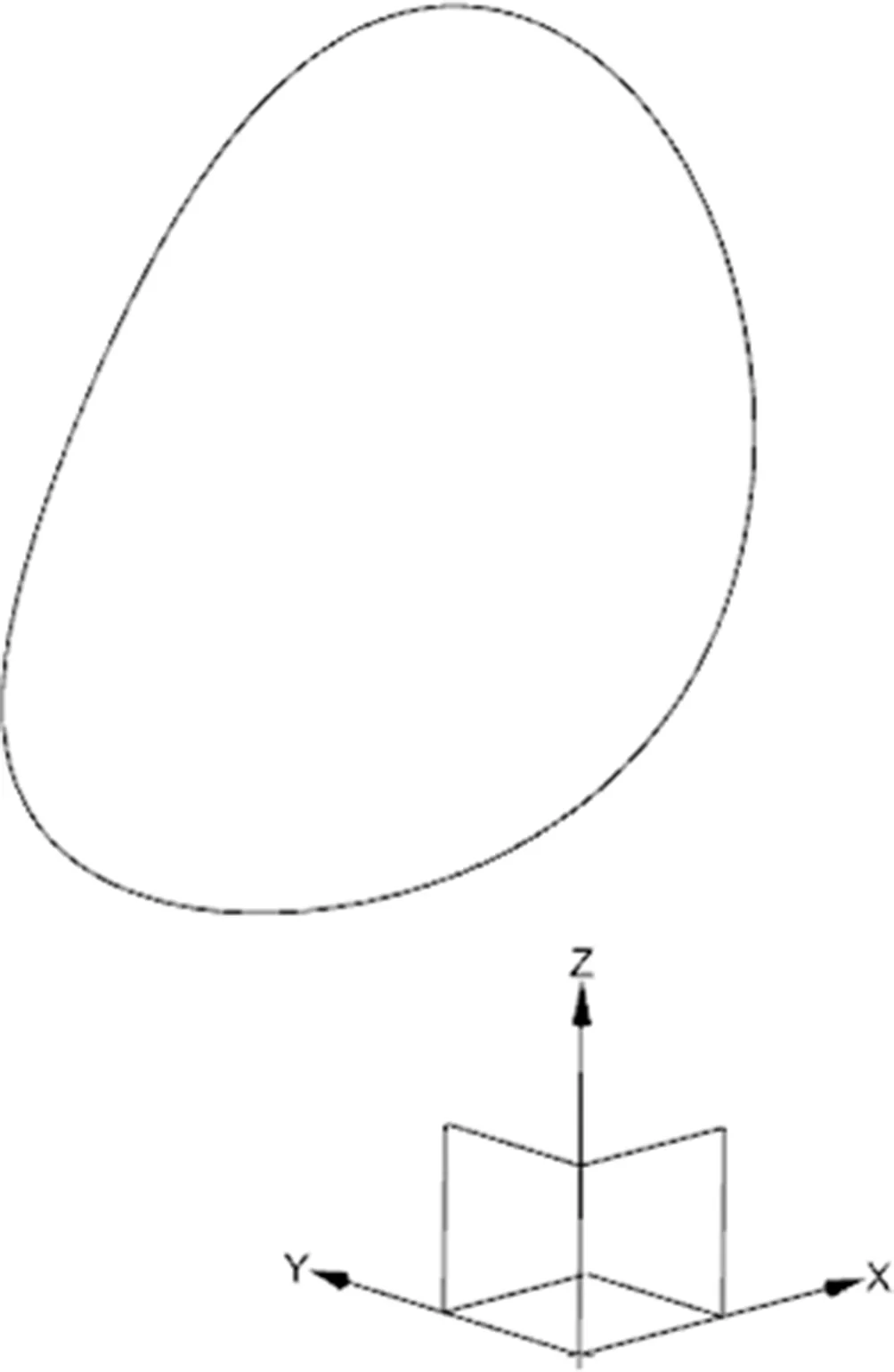
图2 三维空间中的相贯型线图3 投影后平面中的曲线
二、加工方案制定
(一)装夹方法
由于弯头为异形件,在线切割设备上很难平稳的装夹,以使弯头在加工时可以处于正确的位置,所以需要为两个弯头增加一个简单的支座,如图4所示,弯头与角钢拼装时应保证处于水平位置,然后以点焊的方式进行固定。在支架拼装完成后,依靠角钢的底平面,弯头的底部可以平稳的放置机床工作台上。
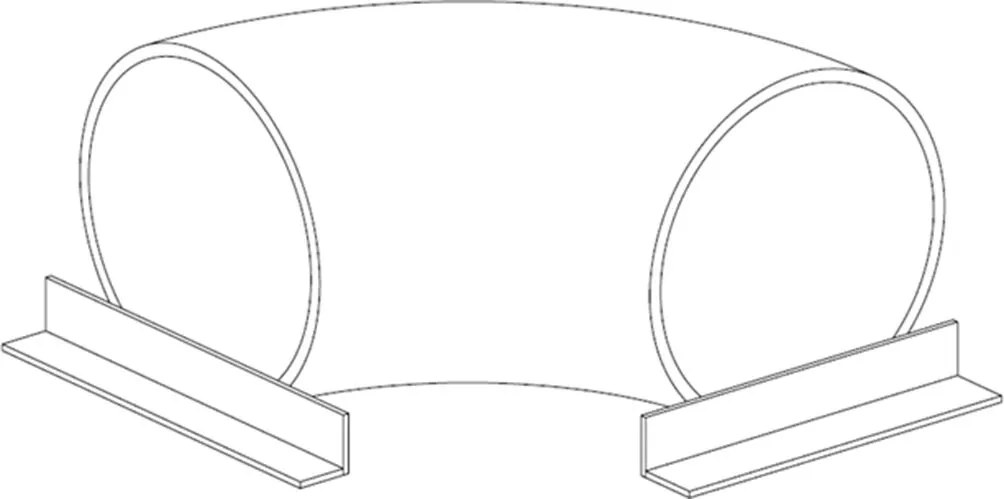
图4 弯头与角钢拼焊图片
(二)程序编制及坐标系的确定
在编制线切割程序前,首先要选择合适的编程坐标系,以使得工件在编程坐标系中处于合适的位置,对于一台线切割机床,需要确定的坐标系参数有原点位置,X轴方向(由于Y轴方向与X轴正交,所以只需要确定一个方向即可),且两个参数要易于在工件中进行确定,故将坐标系设置在如图5所示位置上以保证在利用钼丝对弯头端面进行找平,两侧外壁进行分中之后可以准确的将机床坐标设定至与编程坐标系重合,以保证加工后的形状要求。
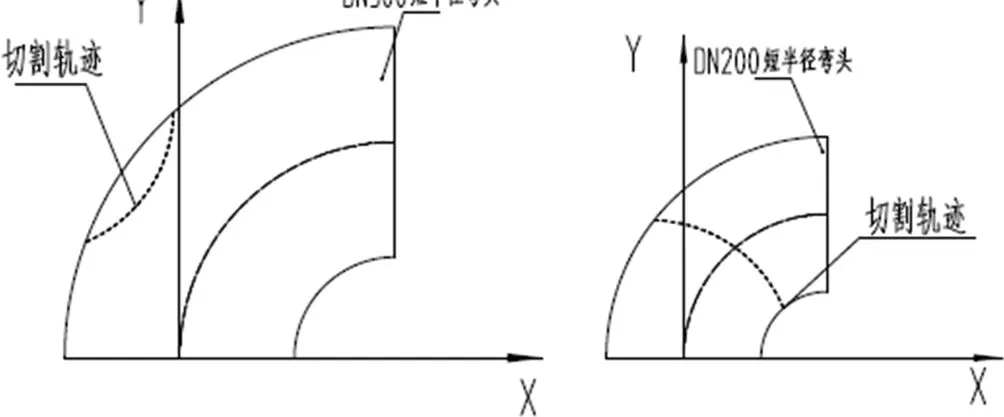
图5 编程坐标系的确定
线切割设备(DK7780)是依靠电脑中的轨迹来驱动,只需要将两个切割的轨迹转化成一系列点数据,而后在线切割的设备中将这些点以样条的方式分别连接成两条曲线,依靠这两条曲线来驱动设备,完成该相贯型面的加工。
三、加工方案实施
经过实践验证,应用线切割加工方法切割后的弯头,外观质量优异,经与配合弯头对接后发现,位置及形状依然可以满足后续制造要求;同时经过计算,加工完成一个弯头所需时间仅为30分钟,是采用传统加工方法作业时间的一半,大大提升了生产制造效率,其中加工后的弯头如图6所示。

图6 利用线切割设备加工后的弯头
四、结论
以某型压缩机机旁的某一大型特殊三通弯头为研究对象,通过分析弯头的结构及材料属性,提出了线切割加工方法,制定了可靠的装夹方法,同时利用空间三维制图技术,论证了线切割加工的可行性,最后经实际验证,采用线切割方法加工能大大提高产品加工质量,降低劳动成本,缩短产品生产制造周期。