页岩气井站除砂橇流场评价分析
2019-04-01伍坤一闪从新陈其锟刘恩斌
王 勇 伍坤一 闪从新 陈其锟 刘恩斌
1. 西南油气田分公司天然气研究院,四川 成都 610213
2. 西南石油大学石油与天然气工程学院,四川 成都 610500
页岩气开采不同于常规油气田开采,是由于页岩气储气层为致密岩层,开采途径是靠加砂压裂人造裂缝形成油气通道,从地层引流至井筒,然后进入地面装置开采出来[1-3]。页岩气井在排液生产阶段以及生产初期,出砂量较大,砂粒在高速气流带动下容易将管道以及阀门等部件蚀穿而导致其失效,因此除砂器是页岩气站场较为关键的设备[4-6]。
目前,页岩气开采中的除砂设备大体分为旋流除砂器和过滤除砂器两种[7]。旋流式除砂器多为立式结构,是利用离心原理将不同密度的砂粒与油气分离除去,该方法能够将大部分砂粒除去,但由于井中流体流态的复杂性,极易形成了段塞、节涌现象,这种流体的涌动性将导致除砂器中旋流不连续及分离效果变差,会间断性的造成部分砂粒混合于油气流进入到后续的装置管道系统[8-9];而过滤除砂器多为卧式结构,主要由滤芯、壳体、快开门组成,滤芯分为网孔型和缝隙型两种,以网孔目数及缝隙宽度控制除砂精度[10]。
本文以Porous-media 模型来描述滤网,避免对滤网进行实际模型建立,极大减小了模拟计算负荷;对除砂设备内部流场进行分析评价,探究流场对颗粒运动以及除砂效率的影响可以为其结构优化提出方案。
1 模型与理论方法
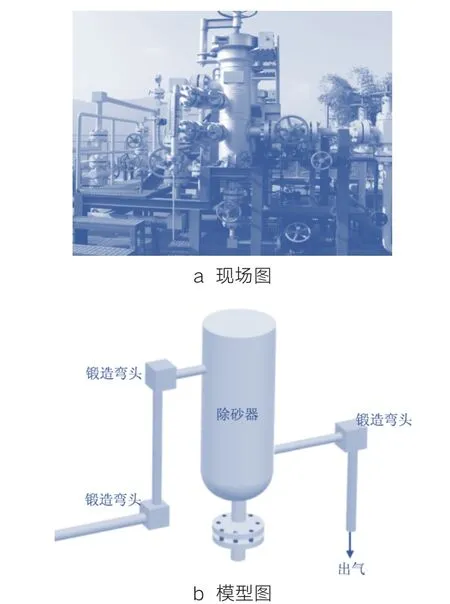
图1 除砂器
采用Workbench 中的DM 模块对除砂橇进行建模,并利用Meshing 模块对其进行非结构化(四面体)网格划分。网格文件生成并导入商业流体分析软件Fluent15.0,通过现场数据构建计算所需边界条件,并进行仿真模拟至各状态方程收敛。其中:在选用模型方程时,采用了DPM 模型以及湍流模型对多相流(含砂页岩气)进行表征,同时利用多孔介质模型对除砂器内部滤网进行表征。
大量湍流计算表明,湍流standard k-epsilon 模型具有较好的稳定性和准确性,且求解相对容易。
质量守恒定律:

动量守恒定律:

能量守恒定律:

DPM 模型离散相颗粒的运动轨迹:

其中:
含砂气体通过管道输送至除砂器入口,进入除砂器内部,砂粒接触到滤网发生反弹作用或被滤网捕捉。被滤网阻滞的砂粒部分掉入除砂器底部形成堆积,并通过定期开启阀门清理,而气体则通过滤网从出口流出。由于滤网孔隙率不足以对所有类型砂粒进行无差别阻滞,部分砂粒将进入滤网并由气体携带逃逸。
其中除砂器效率:

其中:
由于除砂器尺寸与其连接管道尺寸差异较大,统一进行网格划分会使得网格密度较大,从而计算较慢且不易收敛,故对整个除砂橇的模型进行独立分块网格划分。从进气端管段进行计算,并将计算所得出口参数设置为除砂器的入口边界条件。同理,除砂器出口端的参数设置为另一管段的入口边界条件。

表1 不同井站气体参数
本文对除砂器内部多相流流场的状态(包括速度分布,压力分布以及流体流线与砂粒冲蚀)进行了模拟分析,结合现场数据对除砂橇流场进行评价。
2 模拟结果分析与讨论
对页岩气田地面不同生产期内的除砂橇系统进行了流场仿真模拟,分析了该除砂撬系统在不同生产期内除砂器以及其连接管段内部的流场,得到了弯头冲蚀,除砂器除砂效率以及各设备内压力及速度分布等数据,其结果如下图所示:

图2 排液生产期除砂效率

图3 生产早期除砂效率

图4 生产中末期除砂效率
可以看出,当产气量较大时,管内流速较大,砂粒所具有的能量较强,更容易进入到滤网中。此外可以观察到,除砂效率总体与砂粒粒径成正增长关系,在粒径达到100 μm时,除砂器的除砂效率至少能达到80%以上,而当砂粒粒径小于50 μm 时,除砂器的除砂效率较低。因此要想提高除砂器除砂效率,可以通过控制流量来降低流速。此外除砂器内部未形成规模性旋流也是除砂效率较低的主要问题之一,通过径向入口流入除砂器的页岩气以及砂粒,在除砂器内部的运动轨迹如图5 所示。
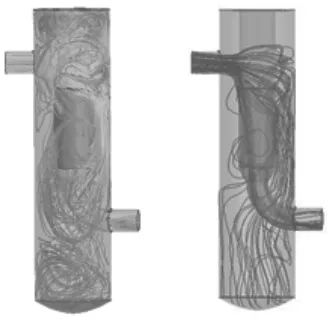
图5 除砂器内部流线及颗粒轨迹
对于弯头的冲蚀汇总如图6 所示。

图6 弯头冲蚀
可以看出,由于排液生产期含砂量大,产气量大,因此极易对弯头造成冲蚀作用,且冲蚀速率较大,容易造成管道弯头蚀穿。排液生产期的出砂量较大,造成的冲蚀最大可达49 mm/年。生产中末期的砂量和气量都很小,因此产生的冲蚀作用可以忽略不计。
排液生产期井M-除砂器内部流速压力分布以及连接的弯头冲蚀图如图7、图8 所示。

图7 除砂器内部流场

图8 入口管段弯头冲蚀分布
由图8 可以得出,容易被砂粒蚀穿损坏的弯头主要是除砂器入口管端的弯头,因为该段流速较大,颗粒携带动量较大。而连接在除砂器出口管段的弯头由于除砂器除掉大量砂粒,其被砂粒冲蚀的程度要小很多,因此除砂器入口管段的弯头应该着重进行防护,例如采用锻造弯头结构或者增加弯头壁厚等。
3 结论
(1)研究表明双弯头冲蚀在上下弯头以及上弯头与直管段连接部位较为严重,冲蚀部位主要发生在弯头外拱内壁的后半部分。因此,对生产现场弯头进行壁厚检测时,需对弯头与直管段连接部位以及弯头外拱内壁后半部分,进行重点检测且需进行多点检测。
(2)冲蚀速率随速度、砂量的增大而增大,为减小除砂器入口前管段的冲蚀建议采用井下节流以减少砂量降低流速,避免发生严重的冲蚀现象。
